Introdução
O sistema pode registrar desvios sistemáticos relacionados à máquina, mas eles ainda podem ocorrer ou aumentar durante o uso subsequente devido a fatores ambientais como temperatura ou carga mecânica. Nesses casos, o SINUMERIK oferece diversos recursos de compensação.
A compensação de desvios com medições obtidas usando codificadores de posição real (como grades) ou sensores adicionais (como interferômetros a laser) pode levar a melhores resultados de usinagem.
Este artigo fornece uma visão geral dos recursos comuns de compensação do SINUMERIK. O prático ciclo de medição SINUMERIK, como “medição de movimento CYCLE996”, pode fornecer suporte abrangente aos usuários finais no monitoramento e manutenção contínuos de máquinas-ferramentas.
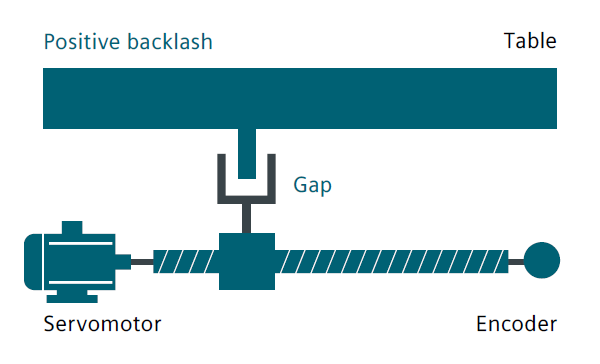
Compensação de lacuna reversa

A transferência de força entre as peças móveis e seus componentes de acionamento, como parafusos de esferas, pode causar descontinuidade ou atraso. Estruturas mecânicas sem folga aumentam significativamente o desgaste da máquina-ferramenta e são tecnicamente difíceis de alcançar.
A folga mecânica cria um desvio entre o caminho do eixo/fuso e o valor medido do sistema de medição indireta. Isto significa que quando a direção muda, o eixo se moverá muito longe ou muito perto, dependendo do tamanho da folga.
Além disso, a plataforma de trabalho e os codificadores associados serão afetados. Se o codificador estiver posicionado à frente da estação de trabalho, ele alcançará a posição de instrução antes do tempo, encurtando a distância real de movimento da máquina-ferramenta.
Nas operações de máquinas-ferramenta, a função de compensação de folga reversa pode ser usada no eixo correspondente para ativar automaticamente o desvio dos registros anteriores durante a reversão. O desvio dos registros anteriores será então sobreposto ao valor real da posição.
Compensação de erro de passo do parafuso

O princípio da medição indireta em sistemas de controle CNC baseia-se na suposição de que o passo do fuso de esferas permanecerá constante dentro da faixa de deslocamento efetiva.
Portanto, em teoria, a posição real do eixo em linha reta pode ser deduzida com base na posição da informação de movimento do motor de acionamento.
Porém, os erros de fabricação do fuso de esferas podem causar desvios no sistema de medição, também conhecido como erro de passo do parafuso.
O viés de medição (dependendo do sistema de medição utilizado) e o erro de instalação do sistema de medição (também conhecido como erro do sistema de medição) na máquina-ferramenta podem agravar ainda mais este problema.
Para compensar esses dois erros, um sistema de medição independente, como um sistema de medição a laser, pode ser usado para medir a curva de erro natural das máquinas CNC. O valor de compensação necessário pode então ser armazenado no sistema CNC para compensação posterior.
Compensação de atrito (compensação de erro quadrantal) e compensação dinâmica de atrito

A compensação de erro quadrantal, também conhecida como compensação de atrito, é adequada para todas as situações mencionadas acima, pois pode melhorar significativamente a precisão do contorno durante o processamento de contorno circular.
A razão para isto é que na conversão de quadrante, um eixo se move na velocidade de avanço mais alta, enquanto o outro eixo permanece estacionário. Como resultado, diferentes comportamentos de atrito dos dois eixos podem levar a erros de contorno.
A compensação de erros do quadrante reduz efetivamente esse erro e garante excelentes resultados de usinagem. A densidade do pulso de compensação pode ser definida de acordo com a curva característica relacionada à aceleração, que pode ser determinada e parametrizada através de testes de circularidade.
Durante o teste de circularidade, a posição real do contorno circular e o desvio do raio de programação (especialmente na reversão) são quantificados e exibidos graficamente na interface homem-máquina.
Na nova versão do software do sistema, uma função integrada de compensação dinâmica de atrito pode compensar dinamicamente o comportamento de atrito da máquina-ferramenta sob diferentes velocidades de rotação. Isso ajuda a reduzir erros reais de contorno de usinagem e a obter maior precisão de controle.
Compensação de erro de curvatura e ângulo

Se o peso de uma única peça de uma máquina-ferramenta causar deslocamento e inclinação da parte móvel, a compensação de flecha será necessária, pois pode causar flacidez das peças relevantes da máquina, incluindo o sistema de direção.
A compensação de erro de ângulo é necessária quando os eixos móveis não estão corretamente alinhados entre si no ângulo correto, como quando são perpendiculares.
À medida que o deslocamento do ponto zero aumenta, o erro de posição também aumenta. Ambos os erros são causados pelo peso da máquina-ferramenta ou pelo peso da ferramenta e da peça.
Durante o processo de depuração, os valores de compensação são medidos, quantificados e armazenados no SINUMERIK na forma de tabela de compensação, de acordo com a posição correspondente.
Quando a máquina está em operação, a posição do eixo relevante é interpolada com base no valor de compensação do ponto armazenado. Para cada movimento de trajetória contínua existem eixos básicos e de compensação.
Compensação de temperatura
O calor pode causar a expansão das peças de uma máquina, com a faixa de expansão dependendo da temperatura e da condutividade térmica de cada peça.
Diferentes temperaturas podem levar a alterações na posição real de cada eixo, o que pode impactar negativamente a precisão da peça durante o processamento.
Para compensar essas alterações nos valores reais, pode-se utilizar a compensação de temperatura, onde são definidas curvas de erro de todos os eixos em diferentes temperaturas.
Para uma compensação correta da expansão térmica, o valor de compensação de temperatura, a posição de referência e os parâmetros do ângulo de gradiente linear devem ser transferidos do PLC para o sistema de controle CNC usando blocos de funções.
O sistema de controle elimina automaticamente alterações em parâmetros inesperados, evitando a sobrecarga da máquina-ferramenta e ativando a função de monitoramento.
Sistema de compensação de erro de espaço (VC)

Erros geométricos sistemáticos de cabeças rotativas e de torre podem ocorrer devido à posição do eixo rotativo, compensação mútua e erros de orientação da ferramenta. Além disso, pequenos erros também podem ocorrer no sistema de guiamento do eixo de alimentação de cada máquina-ferramenta.
Erros de posição linear ocorrem para eixos lineares, enquanto eixos rotativos podem ter erros de retilineidade horizontal e vertical, bem como erros de inclinação, guinada e ângulo de rotação. Outros erros também podem ocorrer ao alinhar os componentes da máquina-ferramenta, como erro vertical.
Em uma máquina-ferramenta de três eixos, pode haver 21 erros geométricos na ponta, que incluem seis tipos de erros por eixo linear multiplicados por três eixos, mais três erros angulares. Esses desvios formam coletivamente um erro total, também conhecido como erro espacial.
Erro espacial é o desvio entre a posição do ponto médio da ferramenta (TCP) da máquina-ferramenta real e aquela de uma máquina-ferramenta ideal e livre de erros. O parceiro de soluções SINUMERIK pode determinar erros espaciais usando equipamentos de medição a laser. Porém, é necessário medir o erro de todas as máquinas-ferramentas em todo o espaço de usinagem, e não apenas em uma única posição.
É essencial registrar os valores medidos de todas as posições e traçar a curva, pois a magnitude de cada erro depende da posição do eixo de alimentação relevante e da posição medida. Mesmo quando o eixo Y e o eixo Z estão quase na mesma posição no eixo X, a tendência que resulta no eixo X pode ser diferente quando eles estão em posições diferentes.
Com a ajuda do “CYCLE996 – medição de movimento”, a determinação do erro do eixo de rotação leva apenas alguns minutos. Isto significa que a precisão da máquina-ferramenta pode ser continuamente verificada e corrigida, se necessário, mesmo durante a produção.
Compensação de desvio (controle feedforward dinâmico)

O desvio refere-se à diferença entre o controlador de posição e o padrão quando o eixo da máquina está em movimento.
O desvio do eixo é a diferença entre as posições alvo e real do eixo da máquina-ferramenta.
O desvio pode resultar em erros de contorno desnecessários, especialmente quando a curvatura do contorno muda, como em contornos circulares ou quadrados.
Para reduzir a polarização relacionada à velocidade a zero ao longo do caminho, use o comando de linguagem avançada NC FFWON no programa de peça.
Através do controle feedforward, a precisão do caminho pode ser melhorada, resultando em melhores efeitos de usinagem.
FFWON ativa o comando de controle feedforward.
FFWOF desativa o comando de controle feedforward.
Compensação eletrônica de contrapeso
Em casos extremos, a função de contrapeso eletrônico pode ser ativada para evitar que a flacidez do eixo danifique as máquinas-ferramentas, ferramentas ou peças de trabalho.
Em eixos de carga sem contrapesos mecânicos ou hidráulicos, o eixo vertical pode ceder inesperadamente quando o freio é liberado.
Ao ativar o contrapeso eletrônico, ele pode compensar a inclinação inesperada do eixo. O torque de equilíbrio constante mantém a posição do eixo inclinado após o freio ser liberado.







