

G00▲: Posicionamento rápido do ponto
G00 X__Z__
G01: Interpolação Linear
G01 X__Z__F__
G01: Comando Chanfro ou Filete
G01 X(U) Z(W) C
G01 X(U) Z(W) R
Os valores de X (U) e Z (W) representam as coordenadas do ponto de intersecção hipotético entre as linhas adjacentes AD e DE dentro do sistema de coordenadas da peça, onde X e Z são os valores absolutos das coordenadas e U e W são as coordenadas incrementais valores. O valor C significa a distância relativa ao ponto inicial do chanfro. O valor R denota o raio do arco de filete.
G02: Interpolação de arco no sentido horário
G02X__Z__R__F__
G02X__Z__ E__K__ F__
R representa o raio do arco. Quando o ângulo central do arco varia de 0° a 180°, R assume valor positivo; para um ângulo central entre 180° e 360°, R assume um valor negativo. I e K denotam as coordenadas incrementais do centro do arco em relação aos eixos X e Z do ponto inicial do arco, ou seja, as coordenadas do centro subtraem as coordenadas do ponto inicial (I é representado pelo valor do raio). Quando I e K são zero, eles podem ser omitidos.
G03: Interpolação de arco no sentido anti-horário
G03 X__Z__R__F__
G03X__Z__ E__K__ F__
Idêntico ao G02.
G04: Pausa
G04 X1.5; ou G04 P1500; P sem vírgula.
G07.1 (G107): Interpolação Cilíndrica
G07.1IPr (Efetivo); G07.1IP0 (Cancelamento);
G10▲: Entrada de dados programável
G10 P__X__ Z__R__ Q__
G11: Cancelamento de entrada de dados programáveis
G12.1 (G112): Instrução de Coordenadas Polares
G13.1▲: Cancelamento de Coordenadas Polares
G17: Seleção do Plano XY
G18▲: Seleção do Plano XZ
G19: Seleção do Plano YZ
G20: Entrada em polegadas
G21: Entrada Milimétrica
G22: Ativar detecção de curso armazenado
G23: Desativar detecção de curso armazenado
G27: Verificação do retorno do ponto de referência
G27 X(U) Z(W)
A ferramenta é verificada quanto ao seu retorno às coordenadas X, Z designadas conforme especificado no programa, usando o comando G00. Se o retorno for preciso, a luz indicadora acende. No entanto, as discrepâncias resultam em alarmes de sistema na máquina-ferramenta.
G28: Retorno Automático ao Ponto de Referência
G28 X(U) Z(W); X e Z são os pontos passados durante o processo de devolução.
G29: Retorno ao ponto de referência
G29 X(U) Z(W)
Do ponto de referência, passando pelo ponto médio até as posições X e Z especificadas, o ponto médio é o ponto designado por G28, portanto, este comando só pode aparecer após G28.
G30: Retorno ao ponto de ajuste
G30 P2/P3/P4XZ
P2, P3, P4 representam o 2º, 3º e 4º pontos de referência respectivamente, enquanto X e Z são os pontos intermediários.
Significado: A ferramenta passa pelos pontos intermediários para alcançar as posições do 2º, 3º e 4º pontos de referência.
G31: Função de salto
G32: Rosqueamento de passo igual
G32X(U)_Z(W)_F_Q_
G32 Z(W)F; (Rosca cilíndrica)
G32X(U)F; (Rosca final)
G32 X(U) Z(W)F; (Rosca cônica)
Observação:
1. Ao programar, os segmentos de entrada e saída devem ser incorporados ao programa de torneamento de rosca.
2. Para usinagem de roscas cônicas, quando o ângulo α for menor ou igual a 45 graus, o passo da rosca é especificado na direção do eixo Z; quando o ângulo α é maior que 45 graus e menor ou igual a 90 graus, o passo da rosca é especificado na direção do eixo X.
3. Q representa o ângulo inicial da rosca, sem vírgula decimal, e a unidade é 0,001°.
G34: Rosca de Passo Variável
G34 X(U) Z(W) F K ; (Rosca cônica)
K representa o incremento (valor positivo) ou decremento (valor negativo) do passo por revolução, o resto é igual a G32.
G36: Compensação Automática de Ferramenta X
G36 X
G37: Compensação Automática de Ferramenta Z
G37Z
G40: Cancelamento da Compensação do Raio da Ponta
G41: Deslocamento à esquerda do raio da ponta da ferramenta
G41(G42)G01(G00) X Z F
G40 G01(G00) X Z F
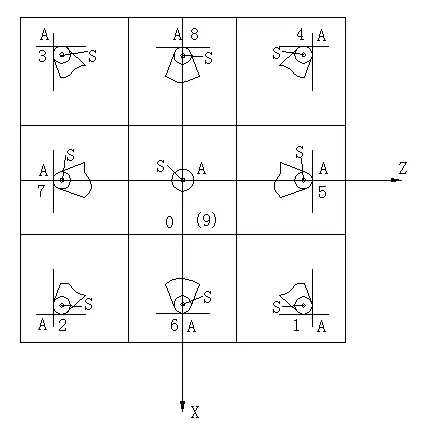
Para o porta-ferramenta frontal, o círculo externo é G42 com número de posição 3, e o furo é G41 com número de posição 2. A figura a seguir mostra o número de posição do porta-ferramenta frontal, com posições 2 e 3, e 1 e 4 invertido no porta-ferramentas traseiro, enquanto o resto permanece o mesmo.
G42: Deslocamento à direita do raio da ponta da ferramenta
G50: Configuração do sistema de coordenadas ou limite máximo de velocidade
G50 X Z ou G50 S
G50.3: Predefinição do sistema de coordenadas da peça
G50.2: Cancelamento do giro do polígono
G51: Torneamento de polígonos
G52: Sistema de coordenadas locais
G52 X20 Z20: Os valores X\Z representam a posição da origem do sistema de coordenadas local dentro do sistema de coordenadas da peça original.
Se G52 X0 Z0: cancela o sistema de coordenadas local, restaurando a origem original do sistema de coordenadas.
G53: Seleção do sistema de coordenadas da máquina-ferramenta
Desmarque o sistema de coordenadas da peça e escolha o sistema de coordenadas da máquina-ferramenta.
(G90) G53 X_ Y_ Z_: é válido no comando absoluto (G90), mas inválido no comando incremental (G91).
Observação:
(1) A correção do diâmetro da ferramenta, a correção do comprimento da ferramenta e a correção da posição da ferramenta devem ser canceladas antes de atribuir seu comando G53. Caso contrário, a máquina-ferramenta se moverá de acordo com os valores de correção atribuídos.
(2) Antes de executar o comando G53, manualmente ou através do comando G28, retorne a máquina-ferramenta à origem. Isto ocorre porque o sistema de coordenadas da máquina-ferramenta deve ser definido antes de emitir o comando G53.
G54▲: Seleção do sistema de coordenadas da peça 1
G54; Ligado por padrão.
G55-59: Seleção de sistemas de coordenadas da peça 2-6
G65: Chamada não modal de programa macro
A Classe A utiliza o sistema FANUC 0TD, enquanto a Classe B utiliza o sistema FANUC 0I.
As variáveis locais são #1-#33, as variáveis compartilhadas são #100-#149, #500-#549 e as variáveis de sistema são #1000 e superiores.
Os programas de macro terminam com M99 e podem ser invocados com M98 ou “G65 P(número do programa)L(contagem)”.
O formato para programas Classe A é: G65 H(a)P(b)Q(c)R(d), onde a é o código H, b é a variável de resultado e c, d são duas variáveis de operação.
Comando de operação do programa macro classe B.
| Atribuição | #eu=#j | Função de piso | #i=FUP(#j) |
| Adição | #i=#j+#k | Logaritmo natural | #i=LN(#j) |
| Subtração | #i=#j-#k | Função exponencial | #i=EXP(#j) |
| Multiplicação | #eu=#j*#k | Ou | #iOU#j |
| Divisão | #i=#j/#k | Exclusivo ou | #iXOR#j |
| Seno | #i=SIN(#j) | E | #iAND#j |
| Seno Inverso | #i=ASIN(#j) | Conversão de BCD para BIN | #i=BIN(#j) |
| Cosseno | #i=CON(#j) | Conversão de BIN para BCD | #i=BCD(#j) |
| Cosseno Inverso | #i=ACON(#j) | É igual a | equalização |
| Tangente | #i=TAN(#j) | Não é igual a | NE |
| Tangente Inversa | #i=ATAN(#j)/(#k) | Maior que | GT |
| Raiz quadrada | #i=QUADRADO(#j) | Melhor que ou igual a | GE |
| Valor absoluto | #i=ABS(#j) | Menor que | LT |
| Arredondamento | #i=ROUND(#j) | Menos que ou igual a | LE |
| Teto | #i=FIX(#j) |
Comando de controle: GOTO n – Salto incondicional
IF (expressão de condição) GOTO n – instrução de salto condicional
WHILE (expressão de condição) DO m (m=1, 2, 3…) – Comando de loop
…
FIM m;
G66: Invocação Modal do Programa Macro
G67: Cancelamento de Invocação Modal do Programa Macro
G70: Ciclo Fixo de Composto de Torneamento Fino Cilíndrico Interno e Externo
Formato de programação: G70 P(ns) Q(nf)
Onde:
- ns representa o número do segmento do programa inicial do processo de usinagem de precisão;
- nf significa o número do segmento final do programa do processo de usinagem de precisão;
Notas:
(1) O comando G70 não pode ser utilizado de forma independente; deve ser combinado com os comandos G71, G72, G73 para completar o ciclo fixo de usinagem de precisão, ou seja, após o torneamento de desbaste da peça com os comandos G71, G72, G73, G70 é utilizado para especificar o ciclo fixo de torneamento de precisão, removendo a tolerância deixada pelo usinagem áspera.
(2) Neste caso, os comandos F, S, T nos segmentos de programa G71, G72, G73 são inválidos; apenas F, S, T nos segmentos do programa ns~nf são eficazes. Quando os comandos F, S, T não são especificados nos segmentos do programa ns~nf, os F, S, T do ciclo de torneamento de desbaste são efetivos.
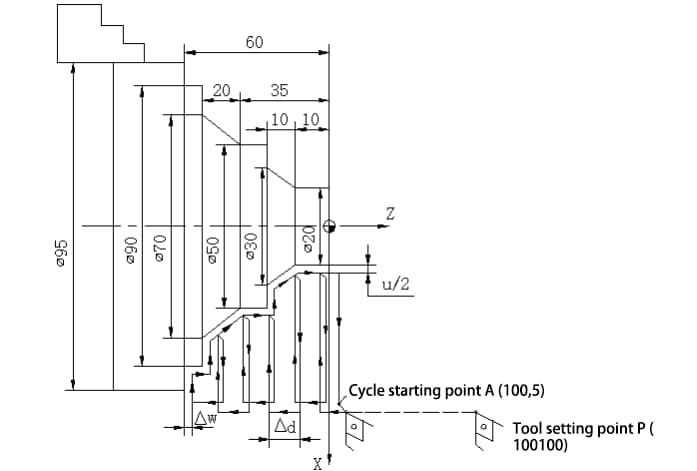
G71: Ciclo Fixo de Composto de Torneamento Fino Cilíndrico Interno e Externo
Formato de Programação: G71U (△d) R(e);
G71 P(ns) Q(nf) U (△u) W(△w) F S T ;
Onde:
- ns: Refere-se ao número do programa inicial do segmento de usinagem de precisão;
- nf: Refere-se ao número do programa final do segmento de usinagem de precisão;
- △u: Representa a tolerância restante para usinagem de precisão no sentido radial (direção do eixo X) (valor do diâmetro);
- △w: Representa a tolerância restante para usinagem de precisão no sentido axial (direção do eixo Z);
- △d: Representa a profundidade de corte por tempo (valor do raio);
- e é a quantidade de retração radial durante a retração da ferramenta
- F: Representa a velocidade de avanço durante a usinagem de desbaste; S: Representa a velocidade do fuso durante a usinagem de desbaste;
- T: Representa o número da ferramenta utilizada durante a usinagem de desbaste.Notas:
(1) Quando a instrução acima for usada para usinagem do contorno interno da peça de trabalho, △u deverá ser um valor negativo.
(2) Ao utilizar G71 para desbaste, somente as funções F, S, T incluídas no segmento do programa G71 são efetivas. As funções F, S, T incluídas no segmento do programa ns~nf são ineficazes para o ciclo de desbaste, mesmo que sejam especificadas. A compensação da ferramenta pode ser executada e a compensação do raio da ponta da ferramenta pode ser programada antes de G70, geralmente incorporada no movimento que se aproxima do ponto inicial. Por exemplo: G42G00X55Z2; G70P10Q20; G40G00X100Z50;
(3) Esta instrução é aplicável onde há um aumento ou diminuição monotônica na coordenada Z, e a coordenada X também muda monotonicamente. O segmento do programa Ns deve avançar ao longo do eixo X e os valores Z não devem aparecer.
G72: Ciclo Fixo de Composto para Torneamento de Desbaste da Face Final
Formato de programação: G72W (△d) R(e);
G72 P(ns) Q(nf) U (△u) W(△w) F S T ;
2. d: Quantidade de retrocesso no sentido Z, sem sinal; outros parâmetros são iguais ao G71. O segmento do programa Ns deve alimentar na direção Z e não pode conter um valor X. Quando o comando acima é usado para usinagem de contorno interno da peça, △u deve ser um valor negativo.
Exemplo: Conforme mostrado na figura, sua lista de programas é:
- O4534;
- N10 G50 X100.0 Z100.0;
- N20 M03 S1000;
- N30 G00 X100.0 Z5.0 M08;
- N35 G72W3R0.5
- N40 G72 P50 Q120 U0.5 W0.2 D3.0 F300;
- N50 G00 Z-60.0;
- N60 G01 Z-55.0 F200;
- N70 X70.0;
- N80 X50.0 Z-35.0;
- N90 W15.0;
- N100 X30;
- N110 X20.0 W10.0;
- N120 Z5.0;
- N130 G00 X100.0 Z100.0 M09;
- N140 M05;
- N150 M30;
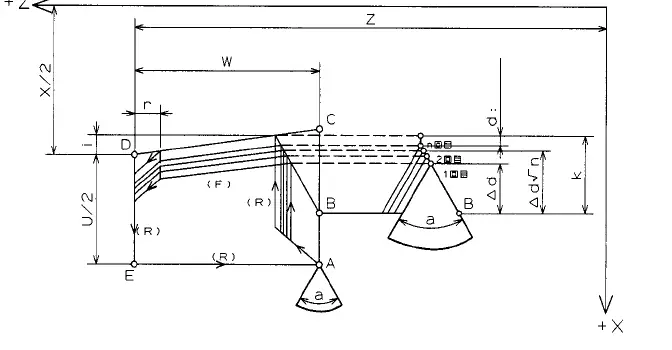
G73: Ciclo de duplicação de contorno
Formato de Programação: G73 U(△i) W(△k) R (d);
G73 P(ns) Q(nf) U (△u) W(△w) F S T ;
d: Representa o número de ciclos no torneamento em desbaste (contagem de camadas);
△i: Durante o torneamento em desbaste, a tolerância total a ser removida na direção do eixo X (quantidade de retirada da ferramenta) e direção, valor do raio. Ou seja: o tamanho bruto menos o menor tamanho da peça dividido por 2. O furo é um valor negativo.
△k: Durante o torneamento em desbaste, a tolerância total a ser removida na direção do eixo Z (quantidade de retirada da ferramenta) e direção; △k geralmente é zero. O resto é igual ao comando G71.
G74: Ciclo de Ranhura/Ciclo de Furação
G75: Ciclo de canal radial
Formato de Programação: G75R(e);
G75 X (U) Z(W) P(Δi) Q(Δk) R (d)F;
- e: Distância de retração da ferramenta;
- X (U) Z(W): Coordenadas finais do sulco;
- Δi: Profundidade de cada corte na direção X, expressa em raio sem sinal;
- Δk: Mudança na direção Z após a ferramenta completar um corte radial, sem sinal.
- D: Distância de retração da ferramenta na direção Z ao cortar o fundo, geralmente omitida.
- F: Velocidade de avanço de corte.
Observação:
1. A profundidade final e o deslocamento final da direção Z são calculados pelo próprio sistema.
2. Δi, Δk são as unidades mínimas de programação, por exemplo, P1500 significa profundidade de corte de 1,5 mm.
G76: Ciclo Composto para Corte de Rosca
G76 P(m)(r) (α) Q(△d min) R(d)
G76 X(U) Z(W) R(i) P(k) Q(△d) F(L)
- m — O número de repetições de usinagem de precisão, pode estar entre 1 e 99, este é um valor modal.
- r — Quantidade de chanfro no final da rosca (a distância de retirada oblíqua da ferramenta na direção Z), é de 0,0 a 9,9 vezes o passo da rosca, a unidade é 0,1S, representada por dois dígitos de 00 a 99.
- α — Ângulo da ponta da rosca (ângulo do dente da rosca), você pode selecionar uma das seis opções a seguir: 80°, 60°, 55°, 30°, 29° e 0°, determinado por dois dígitos. Este é um valor modal.
- △d min — Quantidade mínima de retorno da ferramenta durante o corte, especificada como um valor de raio, em micrômetros, sem decimal.
- d — Tolerância de usinagem de precisão, representada como um valor modal com valor decimal do raio, em milímetros.
- i — A diferença de raio entre os pontos inicial e final da rosca. Quando i é zero, indica corte de rosca reta padrão.
- k — Profundidade da rosca. Para roscas externas, k é calculado como 649,5P, para roscas internas, k é calculado como 541,3P, especificado como um valor de raio em micrômetros, sem decimal.
- △d — A primeira profundidade de corte, especificada como valor de raio, em micrômetros, sem decimal.
- X, Z — Na programação em valor absoluto, eles representam as coordenadas do ponto final da rosca sob o sistema de coordenadas da peça. Na programação incremental, representam os valores das coordenadas incrementais do ponto final de corte em relação ao ponto inicial do ciclo, representado por U e W.
- L — Passo da rosca, em milímetros.
G90: Ciclo fixo único de superfície cilíndrica/cônica
G90 X(U) Z(W) RF;
R indica metade da diferença entre a coordenada X no ponto inicial e a coordenada X no ponto final do corte da superfície cônica. Pode ser negativo, onde negativo indica um cone regular e positivo indica um cone invertido. Sem R, é corte cilíndrico. Velocidade de corte: G00 – G01 – G01 – G00.
G92: Ciclo de corte de rosca
G92 X(U) Z(W)FR;
R = (X ponto inicial – X ponto final) / 2. R é não modal e deve ser incluído em todas as frases.
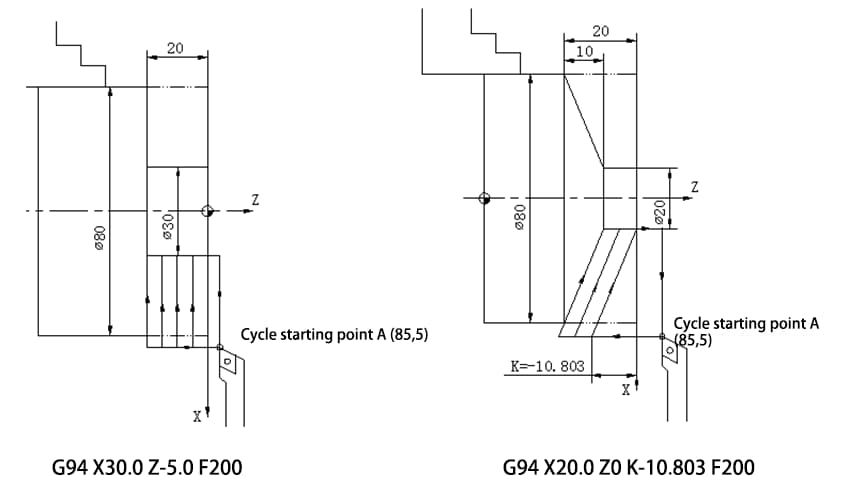
G94: Ciclo de corte da face final
Formato do comando: G94 X(U) Z(W) F;
Formato de comando de corte da face final cônica: G94 X(U) Z(W) KF
Onde, X, Z representam o valor absoluto da coordenada do ponto final do segmento de corte;
U, W representam o valor do incremento de coordenadas do ponto final do segmento de corte em relação ao ponto inicial do ciclo; F representa a taxa de alimentação. K representa a diferença nos valores da coordenada Z entre os pontos inicial e final do segmento de corte (geralmente um valor negativo), ou seja, K=ponto inicial Z – ponto final Z.
G96: Execução com velocidade linear constante
M3S300; Velocidade inicial
G50S1000; Limite máximo de velocidade 1000
G96S100; Velocidade do fuso 100m/min
…
G97▲: Cancelamento de velocidade linear constante, terminação de velocidade.
G97 S300; Cancelamento da velocidade linear constante, a velocidade é 300r/min
G98: Alimentação por minuto
Unidade: mm/min Exemplo: G98 G01 X20 F200
G99▲: Avanço por rotação
Unidade: mm/rot Exemplo: G99 G01 X20 F0.2;
M00: Todas as ações param.
M01: Parada de seleção do programa
Deve-se pressionar: Selecionar tecla parar para que tenha efeito, equivalente a M00;
M02: Encerramento do programa
O cursor não retorna.
M03/M04: Fuso para frente (sentido horário) / reverso (sentido anti-horário)
M03 S300;
M05: Parada do fuso
M08/09: Ligar/desligar refrigerante
M30: Encerramento do programa
O cursor retorna ao início do programa.
M98: invocação de sub-rotina
Formato de programação: M98 PxxxxL;
ou M98 Pxxxxxxx;
M99: Retorno ao programa principal
Neste, os quatro dígitos após o endereço P após a chamada representam o número da sub-rotina, a chamada após o endereço L representa os tempos de chamada. Quando o tempo de chamada é 1, pode ser omitido, e o tempo de chamada repetida permitido é de até 999. Quando os oito dígitos seguem o endereço P, os quatro primeiros representam os tempos de chamada e os quatro últimos representam o número da sub-rotina. Quando o tempo de chamada é 1, ele pode ser omitido.
Se M99 P100; representa o retorno ao segmento de programa N100 do programa principal, se a sub-rotina executar M99 L2, significa que a sub-rotina é forçada a executar duas vezes, independente de quantas vezes o programa principal solicitar.
T××××: Comando da ferramenta
No T0101, os dois primeiros dígitos representam o número da ferramenta, enquanto os dois últimos dígitos indicam o número de compensação da ferramenta.







