
PROCESSO DE MOLDAGEM POR INJEÇÃO
A moldagem por injeção é o processo de fabricação polimérica mais amplamente utilizado. Ele evoluiu a partir da fundição sob pressão de metal, no entanto, ao contrário dos metais fundidos, os polímeros fundidos têm uma alta viscosidade e não podem simplesmente ser vazados em um molde. Em vez disso, uma grande força deve ser usada para injetar o polímero na cavidade oca do molde. Mais material fundido também deve ser colocado no molde durante a solidificação para evitar o encolhimento do molde. O processo de moldagem por injeção é principalmente uma operação sequencial que resulta na transformação de pellets plásticos em uma peça moldada. Peças idênticas são produzidas através de um processo cíclico que envolve a fusão de um pellet ou resina em pó seguida pela injeção do polímero fundido na cavidade oca do molde sob alta pressão.
MÁQUINA DE MOLDAGEM POR INJEÇÃO
Uma máquina de moldagem por injeção produz componentes por processo de moldagem por injeção. As máquinas mais comumente usadas são máquinas de parafuso em linha acionadas hidraulicamente, embora máquinas elétricas estejam surgindo e serão mais dominantes no mercado em um futuro próximo.
As unidades principais de uma máquina de moldagem por injeção típica são a unidade de fixação, a unidade de plastificação e a unidade de acionamento; eles são mostrados na Fig. A unidade de fixação segura o molde. É capaz de fechar, fixar e abrir o molde. Seus principais componentes são as placas fixas e móveis, os tirantes e o mecanismo de abertura, fechamento e fixação.
A unidade de injeção ou unidade de plastificação derrete o plástico e o injeta no molde. A unidade de acionamento fornece energia para a unidade de plastificação e para a unidade de fixação.
As máquinas de moldagem por injeção são frequentemente classificadas pela força máxima de fixação que a máquina pode gerar. Esta é a força que empurra as duas metades do molde
juntos para evitar a abertura do molde devido à pressão interna do plástico fundido no molde. A força de fixação de máquinas de moldagem por injeção típicas
variam de 200 a 100.000 kN.
Existem vários tipos de máquinas injetoras, e a diferença está na forma como esses dois dispositivos são dispostos.
(1) Máquina injetora horizontal : Dispositivo de fixação de molde e dispositivo de injeção compostos horizontalmente
(2) Máquina de injeção vertical: Dispositivo de fixação de molde e dispositivo de injeção compostos verticalmente
(3) Máquina injetora de duas cores
(4) Máquina injetora rotativa
(5) Máquina injetora de baixa espuma
(6) Máquina injetora multimaterial
(7) Máquina injetora de sanduíche
O CICLO DE MOLDAGEM POR INJEÇÃO – Funcionamento
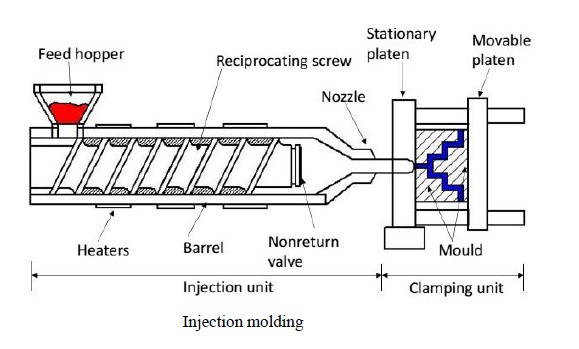 diagrama de moldagem por injeção
diagrama de moldagem por injeçãoExistem três etapas principais no ciclo de moldagem por injeção;
etapa 1, injeção, seguida da etapa 2, retenção de pressão e plastificação e, por fim, etapa 3, ejeção da peça moldada. Quando a etapa 3 é concluída, o molde fecha novamente e o ciclo recomeça.
Etapa 1- INJEÇÃO DO PLÁSTICO FURO NO MOLDE:
Na etapa 1, o molde é fechado e o bico da extrusora é empurrado contra a bucha de entrada do molde. O parafuso, sem girar neste ponto, é empurrado para frente de modo que o plástico fundido na frente do parafuso seja forçado para dentro do molde.
Etapa 2- PRESSÃO DE RETENÇÃO E PLASTIFICAÇÃO:
Quando o molde está completamente cheio, o parafuso permanece parado por algum tempo para manter o plástico no molde sob pressão, isso é chamado de tempo de “manutenção”. Durante o tempo de espera, é injetado material fundido adicional no molde para compensar a contração devido ao resfriamento. Mais tarde, o portão, que é a entrada estreita do molde, congela. Neste ponto o molde é isolado da unidade de injeção. No entanto, o fundido dentro do molde ainda está em alta pressão. À medida que o fundido esfria e solidifica, a pressão deve ser alta o suficiente para evitar marcas de afundamento, mas baixa o suficiente para permitir fácil remoção das peças.
Durante a fase de plastificação, o material é empurrado do funil de alimentação através do cilindro e em direção ao bocal por um parafuso giratório. Quando o portão congela, a rotação do parafuso é iniciada. O período de rotação do parafuso é chamado de “recuperação” do parafuso. A rotação do parafuso faz com que o plástico seja transportado para frente. À medida que o plástico avança, o calor do aquecedor elétrico se espalha ao longo do cilindro e o cisalhamento começa a derreter o plástico. Na extremidade de descarga do parafuso, o plástico estará completamente derretido. O derretimento que se acumula na extremidade do parafuso empurra o parafuso para trás. Assim, o parafuso gira e se move para trás ao mesmo tempo. A taxa na qual o plástico fundido se acumula na frente do parafuso pode ser controlada pela contrapressão do parafuso, ou seja, a pressão hidráulica exercida no parafuso. Isto também controla a pressão de fusão na frente da rosca.
Quando massa fundida suficiente é acumulada na frente do parafuso, a rotação do parafuso para. Durante a recuperação do parafuso, o plástico no molde é resfriado, mas normalmente o resfriamento não termina no final da recuperação do parafuso. Como resultado, o parafuso permanecerá estacionário por algum período até que o resfriamento seja concluído. Este período é muitas vezes referido como tempo de “imersão”. Durante este tempo, o plástico adicional derreterá na extrusora devido ao aquecimento condutivo. Além disso, o material derretido
alcançar mais uniformidade térmica, embora o tempo de imersão seja geralmente muito curto para
melhorar significativamente a homogeneidade térmica.
EJEÇÃO Estágio 3:
Quando o material no molde esfriou o suficiente para manter sua forma, o molde se abre e as peças são ejetadas do molde, conforme mostrado na figura.
Quando a peça moldada é ejetada, o molde fecha e o ciclo recomeça.
As diferentes etapas podem ser ilustradas graficamente conforme mostrado na Fig. A barra superior mostra o movimento da rosca extrusora, a segunda barra mostra a ação que ocorre dentro do molde e a terceira barra indica em que momentos o molde está aberto e fechado.
 tempo de ciclo de moldagem por injeção
tempo de ciclo de moldagem por injeçãoComo pode ser visto na Fig., a maior parte do ciclo de moldagem por injeção é o tempo de resfriamento necessário para que o plástico no molde reduza a uma temperatura onde a peça possa ser removida sem distorção significativa. A principal variável que determina o tempo de resfriamento é a espessura da peça moldada.







