
Verificação de precisão geométrica
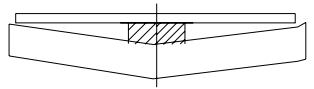
Uniformidade da folga da borda da lâmina
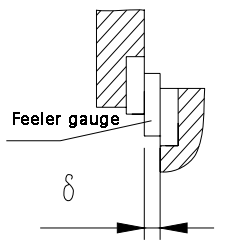
Método e diagrama de inspeção
Ajuste o ângulo de cisalhamento para zero, mova o porta-ferramenta para baixo até que as lâminas superior e inferior coincidam por 1-2 mm ao longo de todo o comprimento e, em seguida, desligue o motor principal.
Meça a folga da borda a 50 mm de distância da face final da lâmina e, a seguir, a cada 150 mm ao longo da lâmina. Calcule o erro tomando a diferença entre as folgas máxima e mínima.
Tolerância: 0,05 mm.
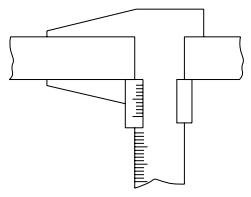
Paralelismo entre a lâmina inferior e o batente
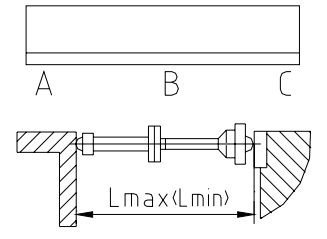
Método e diagrama de inspeção
Ajuste o batente nas posições máxima e mínima e meça a distância entre o batente e a lâmina inferior em vários locais, fazendo pelo menos três medições por metro. O erro é calculado como o valor máximo em qualquer comprimento de 1000 mm.
Nota: O valor do erro no ponto B só pode ser maior.
Tolerância (mm): 0,2/1000.
Precisão de posicionamento do material de retenção traseiro
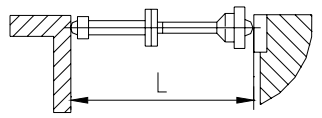
Método e diagrama de inspeção
Três posições-alvo devem ser definidas uniformemente ao longo de todo o curso do batente traseiro, posicionadas a partir de um ponto de referência fixo com base na alimentação positiva (ou negativa) linear ou de ciclo escalonado.
A distância real do batente traseiro deve ser medida usando um micrômetro interno e o erro deve ser calculado como a diferença máxima entre a posição definida e a posição real.
Tolerância (mm): ±0,10
Precisão de posicionamento repetida do batente traseiro
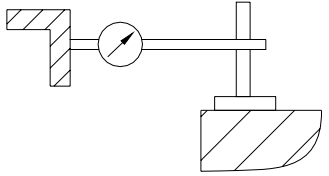
Método e diagrama de inspeção
Defina o batente traseiro para uma posição específica, alimente do ponto de referência para a posição alvo e fixe o indicador na base do medidor magnético na posição alvo. O erro é calculado como a diferença entre os valores de erro máximo e mínimo.
Tolerância (mm): 0,05
Verificação de precisão de trabalho
Retidão da peça de teste
Método e diagrama de inspeção
Coloque a peça de teste na plataforma e posicione uma régua de inspeção de 1000 mm de comprimento contra sua superfície de cisalhamento. Meça a distância entre eles usando um calibrador de folga e calcule o erro como o valor máximo da folga.
Tolerância (mm): 0,2/1000
Paralelismo da peça de teste
Método e diagrama de inspeção
Meça a largura da peça de teste em vários locais (pelo menos três por metro) usando um paquímetro. O erro deve ser calculado como a diferença máxima de leitura em qualquer comprimento de 1000 mm.
Tolerância (mm): 0,2/1000
Nota: Requisitos para peças de teste para inspeção de precisão de trabalho:
- O comprimento da peça de teste (Lmax) deve ser a largura máxima de cisalhamento da placa.
- A largura (b) do corpo de prova deve ser 15 vezes a espessura da placa cisalhada, mas não inferior a 80mm.
- A espessura do corpo de prova deve ser metade da espessura máxima de cisalhamento da placa.
- O número de corpos de prova não deve ser inferior a dois.
- O final da folha cortada deve ser equivalente a 10 vezes a espessura da chapa sem inspeção. Rebarbas locais e outros defeitos na seção cortada podem ser removidos ou afastados durante a medição.







