
Durante a última década, devido ao impulso significativo da conservação de energia e da protecção ambiental, o desenvolvimento de ligas de magnésio e das suas tecnologias de soldadura acelerou mais do que nunca.
Avanços emergem constantemente de métodos de soldagem, materiais e equipamentos, proporcionando condições favoráveis sem precedentes para a progressão em direção a uma produção de soldagem de liga de magnésio de maior qualidade, mais eficiente e econômica. Isto estimulou muito a industrialização de ligas de magnésio.

I. Soldagem a laser de ligas de magnésio e alumínio
Metais diferentes, como magnésio e alumínio, podem ser unidos por métodos como soldagem por difusão a vácuo, soldagem explosiva e soldagem por fricção.
Contudo, a resistência de ligação alcançada não é a ideal. A principal razão para este resultado é a formação de compostos intermetálicos de alta dureza e alta fragilidade dentro da poça de fusão durante a soldagem dos dois materiais.
Partículas de carboneto de silício (SiC) são frequentemente combinadas com ligas de magnésio e alumínio no campo de fundição para formar materiais compósitos. Esta combinação refina a microestrutura dos materiais e melhora suas propriedades mecânicas de forma abrangente.
O SiC também é frequentemente usado em processos de revestimento de superfícies. Com base nas propriedades do SiC e na sua aplicação em materiais compósitos de magnésio e alumínio, o SiC é proposto como uma camada intermediária para soldagem a laser de magnésio e alumínio.
O objetivo é utilizar partículas de SiC como camada intermediária para soldagem a laser de magnésio e alumínio, melhorando assim o desempenho da junta de solda magnésio-alumínio.
Comparando a soldagem a laser direta de liga de magnésio e liga de alumínio com a soldagem a laser incorporando partículas de SiC, a seção transversal macroscópica da costura de solda é ilustrada na Figura 3.
Sob as mesmas condições de potência do laser, ocorrem alterações na morfologia macroscópica da poça de fusão da soldagem. Em comparação com a soldagem direta a laser, a adição de uma camada intermediária de SiC reduz a capacidade de agitação interna da poça de fusão e aumenta a largura do fundido na interface das folhas de magnésio e alumínio.
Testes de cisalhamento nas amostras soldadas revelam que a inclusão de SiC altera a microestrutura da poça de fusão, reduz a espessura da camada de reação do composto intermetálico e aumenta a resistência ao cisalhamento e tração da costura de solda, que pode ser mais de três vezes maior que a de soldagem a laser direta.
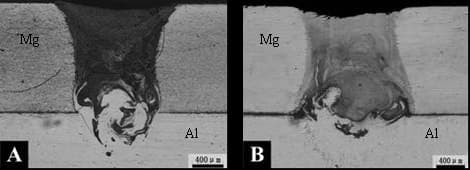
A. Soldagem direta a laser
B. Soldagem a laser com camada intermediária de SiC
II. Soldagem por arco de plasma com corrente pulsada de ligas de magnésio
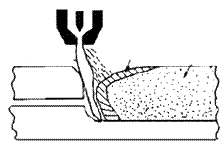
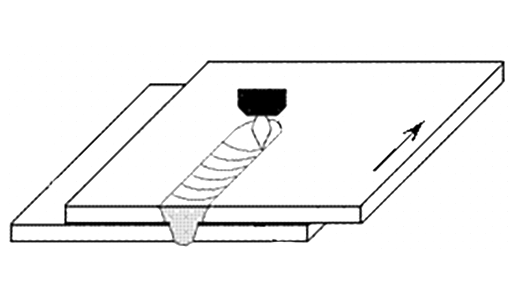
A soldagem a arco de plasma com corrente pulsada foi usada para soldar uma folha de liga de magnésio com 5 mm de espessura. O esquema do processo é mostrado na Figura 6.
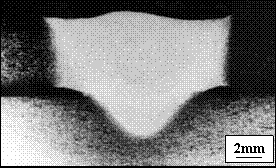
A foto macroscópica da costura de solda é exibida na figura. A partir da imagem macroestrutural da costura de solda, a folha superior de magnésio exibe as características da soldagem de microfuros por arco de plasma com corrente pulsada – fusão reversa uniforme, pequenas alterações nas dimensões da largura do fundido nas superfícies superior e inferior da junta, o que será vantajoso na redução da concentração de tensões e na melhoria do desempenho articular.
Este método não só melhora a qualidade da soldagem de chapas de liga de magnésio de espessura média, mas também simplifica o processo de produção e aumenta a produtividade, tornando-o adequado para produção em massa.
III. Tecnologia de soldagem ativada
1. Soldagem Ativada de Ligas de Magnésio
A soldagem com gás inerte de tungstênio ativado (A-TIG) é um método que envolve o revestimento da superfície do material original com um ativador antes da soldagem. Sob as mesmas especificações de soldagem, em comparação com a soldagem TIG convencional, pode aumentar significativamente a profundidade da penetração da solda.
Na soldagem de ligas de magnésio, a profundidade de penetração da solda AC TIG aumenta sensivelmente após a adição do ativador desenvolvido, conforme mostrado na figura.
Testes de desempenho mecânico indicam que a resistência da junta soldada A-TIG de ligas de magnésio pode atingir 90% do material original, alcançando uma penetração profunda e conexão de alta qualidade das ligas de magnésio.
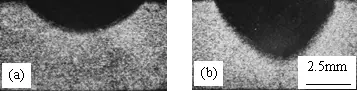
(a) Sem ativador
(b) Com ativador
2. Soldagem de fio de enchimento ativo de liga de magnésio
A técnica tradicional de soldagem ativa aplica o ativador na superfície da peça de teste de soldagem, que tem a desvantagem de não poder soldar com fio de enchimento. Portanto, foi proposto um método de soldagem com fio de adição ativo, no qual o ativador é aplicado na superfície do fio de soldagem, seguido da soldagem com fio de adição, conforme mostrado na Figura 5.
A soldagem TIG com fio de adição de fio ativo de liga de magnésio supera a dificuldade de transição de gotículas durante a soldagem com fio de adição em técnicas tradicionais de soldagem ativa, permitindo uma transição suave de gotículas para a poça fundida de soldagem.
Ao mesmo tempo, o ativador aumenta a profundidade de penetração da soldagem, tornando-o um método de soldagem ideal de alta eficiência para ligas de magnésio. Comparado ao método padrão de soldagem com fio de enchimento TIG, este método pode melhorar significativamente a eficiência e a profundidade de penetração da soldagem de liga de magnésio.
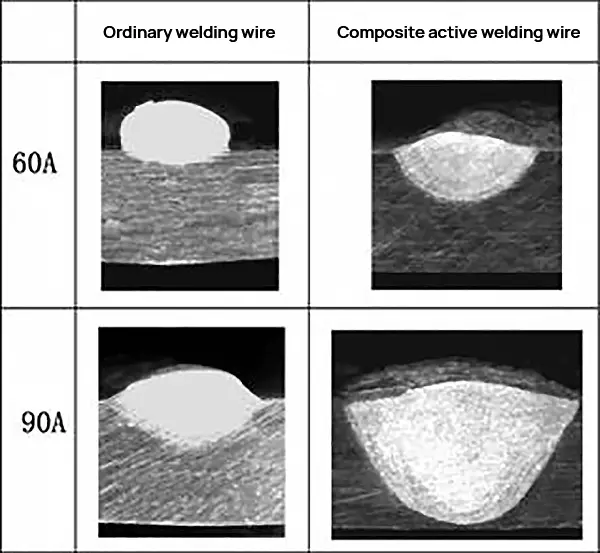
A Figura 5 compara as profundidades de penetração da soldagem nas correntes de 60A e 90A. Em 60A, a taxa de aumento da profundidade de penetração (em comparação com a profundidade de penetração da soldagem do fio ativo e do fio normal) pode atingir mais de 300%.
Com uma corrente de soldagem de 90A, a profundidade de penetração alcançada com a soldagem com fio ativo composto é a maior, com uma taxa de aumento de 243%. Para uma placa de liga de magnésio AZ31 com 5 mm de espessura, ela pode ser totalmente soldada em uma única passagem.
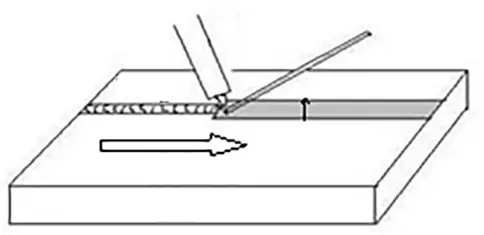
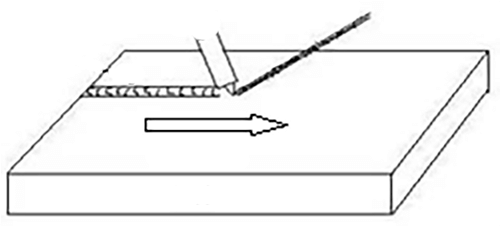
Figura 5 Diagrama esquemático de soldagem
4. Tecnologia de soldagem adesiva por fusão
Em resposta à demanda urgente por tecnologia de união de materiais metálicos diferentes, é proposta uma nova técnica de união “adesiva por fusão” (ou soldagem adesiva).
Este método combina organicamente tecnologias de soldagem por fusão contínua, como laser e arco de plasma, com tecnologia adesiva, alcançando uma unidade eficaz de ligação mecânica, metalúrgica e química.
Não apenas possui as vantagens da soldagem por pontos com adesivo tradicional, mas também realiza a promoção sinérgica da “junção de linha” da soldagem por fusão contínua e da “junção de superfície do adesivo”. Isto aumenta significativamente o desempenho geral da junta, proporcionando uma nova direção para futuras conexões de materiais diferentes.
1. Soldagem adesiva por arco de plasma de liga de magnésio
Os experimentos foram conduzidos em placas de liga de magnésio semelhantes usando tecnologia de soldagem adesiva por arco de plasma. As características do processo de soldagem adesiva a arco de plasma foram exploradas e a estrutura e o desempenho da costura de solda foram analisados. Esta pesquisa fornece orientação significativa para um estudo mais aprofundado das características do processo de soldagem adesiva por arco de plasma.
A soldagem adesiva por arco de plasma é um novo método de soldagem que combina soldagem por arco de plasma e tecnologia adesiva para unir peças de trabalho. O arco plasma possui alta densidade de energia e temperatura da coluna do arco, proporcionando aquecimento concentrado à peça e demonstrando uma forte capacidade de penetração.
Este método pode atingir uma penetração completa única em placas de espessura média e, na mesma profundidade de penetração, sua velocidade de soldagem é maior que a soldagem TIG, melhorando assim a produtividade da soldagem.
Além disso, o arco de plasma transmite menos entrada térmica à peça de trabalho, e a seção transversal da costura de solda é comparativamente estreita, com uma grande relação profundidade/largura, lembrando o formato de uma “tapa de vinho”. A zona afetada pelo calor é estreita, resultando em pequenas deformações na soldagem.
As juntas adesivas distribuem uniformemente a tensão, evitando a concentração de tensão, e mantêm uma boa vedação. A ligação adesiva pode eliminar a necessidade de fixadores mecânicos (como parafusos e porcas), e não são necessários furos de conexão, evitando assim a redução da área de seção transversal efetiva do material.
Este método permite o aproveitamento total da resistência do material, reduzindo significativamente o peso estrutural geral. Além disso, a junta apresenta propriedades de isolamento e resistência à corrosão.
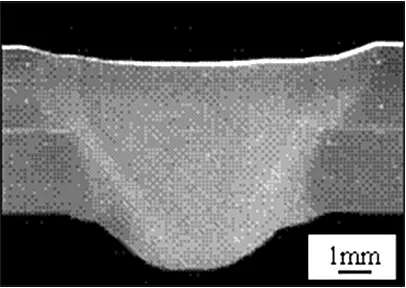
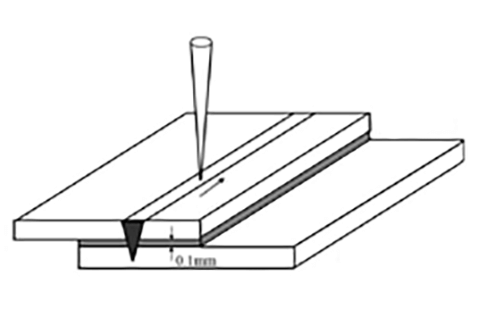
A imagem abaixo mostra um esquema do processo de soldagem adesiva por arco plasma. A junta soldada emprega um método de junta sobreposta. A espessura do adesivo é de 0,1 mm. Os testes foram conduzidos em soldagem adesiva por arco de plasma de liga de magnésio sob condições sem biselamento ou proteção de moldagem forçada na parte traseira.
Conforme mostrado na Figura 19, a seção transversal da solda revela que a poça de fusão é mais larga na parte superior e mais estreita na parte inferior, lembrando um formato de “T”. A depressão superficial é pequena e o interior da solda não apresenta defeitos evidentes, como porosidade ou rachaduras.
A análise das propriedades mecânicas indica que a carga de falha da junta de solda adesiva por arco de plasma mostra uma melhoria significativa em comparação com a soldagem por arco de plasma e juntas adesivas. Sob as mesmas condições de carga, a junta de solda adesiva por arco de plasma demonstra uma tendência reduzida para trincas térmicas.
2. Soldagem adesiva a laser de liga de magnésio e liga de alumínio
A inovadora técnica de soldagem adesiva a laser tem sido aplicada para unir metais diferentes de magnésio e alumínio, conseguindo conexões eficazes entre folhas finas desses dois metais.
Este método altera significativamente a distribuição e as características dos compostos intermetálicos entre o magnésio e o alumínio, aumentando assim a profundidade de penetração da solda e melhorando a resistência das juntas soldadas.
Durante o processo de soldagem adesiva a laser, a camada adesiva causa grande impacto em toda a poça de fusão. Ele não apenas altera o padrão de fluxo de toda a poça fundida, mas também afeta diretamente a transferência de calor durante o processo de soldagem, alterando assim o processo convencional de soldagem a laser.
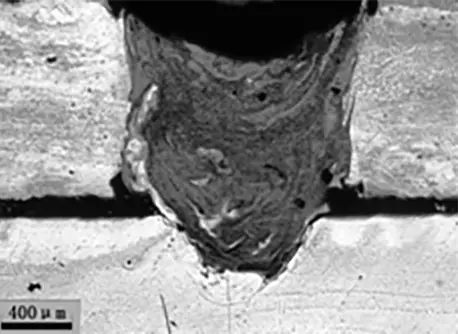
O diagrama esquemático da estrutura de soldagem é mostrado na Figura 9, onde uma camada adesiva com espessura de 0,1mm é escovada na área de sobreposição. A morfologia macroscópica da junta soldada é mostrada na Figura 10.
Medir as propriedades mecânicas da junta soldada com adesivo a laser de metais diferentes de magnésio-alumínio revela que seu desempenho mecânico abrangente atinge mais de 90% da liga de magnésio original, atendendo substancialmente à demanda atual pela resistência das conexões magnésio-alumínio.
Durante o processo de soldagem adesiva a laser, a adição da camada adesiva acelera a transferência de calor entre a liga de magnésio e a liga de alumínio, aumentando a velocidade de resfriamento da liga de magnésio enquanto pré-aquece indiretamente a liga de alumínio. Este pré-aquecimento aumenta até certo ponto a taxa de absorção da liga de alumínio para o laser.
V. Tecnologia de soldagem por difusão de liga de magnésio e liga de alumínio
Atualmente, os métodos de soldagem usados para metais dissimilares de Mg/Al são principalmente soldagem por fusão e soldagem em fase sólida, enquanto a soldagem por difusão com adição de metais de transição intermediários é um método eficaz para conexões metálicas dissimilares.
Ao ajustar a composição da camada intermediária, pode-se conseguir o controle sobre a estrutura da junta, melhorando assim o desempenho da junta. Atualmente, existem poucos relatos na literatura sobre conexões de soldagem por difusão de Mg/Al com adição de metais de transição intermediários.
A análise comparativa da junta Mg/Al sob condições de soldagem por difusão protegida com gás inerte, com e sem metais de transição, revela a razão pela qual a adição de metais de transição intermediários aumenta a resistência ao cisalhamento da junta soldada por difusão Mg/Al. Os materiais originais usados no experimento são a liga de alumínio 6061 e a liga de magnésio AZ31B.
A análise de desempenho mecânico indica que a resistência ao cisalhamento das juntas soldadas por difusão direta de Mg/Al pode atingir aproximadamente 40MPa, enquanto com a adição de metais de transição de liga adequados, a resistência ao cisalhamento das juntas soldadas por difusão de Mg/Al pode atingir 100MPa.
A razão reside no fato de que a soldagem por difusão direta de magnésio e alumínio resulta inevitavelmente na formação de numerosos compostos intermetálicos na área da junta.
No entanto, a estrutura das juntas soldadas por difusão de Mg / Al com adição de metais de transição de liga transita de uma rede de formas eutéticas para uma fase intermediária composta de solução sólida supersaturada à base de magnésio e partículas dispersas de Al ricas na segunda fase.
A adição de metais de transição evita efetivamente o contato direto da matriz de magnésio-alumínio, e as partículas dispersas resultantes aumentam significativamente a resistência da junta.
VI. Tecnologia de proteção contra spray de arco para juntas soldadas de liga de magnésio
Com seu revestimento de alta qualidade, maior eficiência de produção, simplicidade de operação e vantagens de economia de energia, a tecnologia de pulverização por arco tem sido um ponto focal de pesquisa desde a invenção das técnicas de pulverização térmica.
A pulverização por arco envolve o uso de dois fios, revestidos com o material de pulverização desejado, como eletrodos consumíveis. O arco gerado nas extremidades dos fios serve como fonte de calor para derreter esses fios.
O ar comprimido passa então através do arco e das gotículas fundidas, fazendo com que elas se atomizem e atinjam o substrato a uma certa velocidade, formando assim o revestimento.
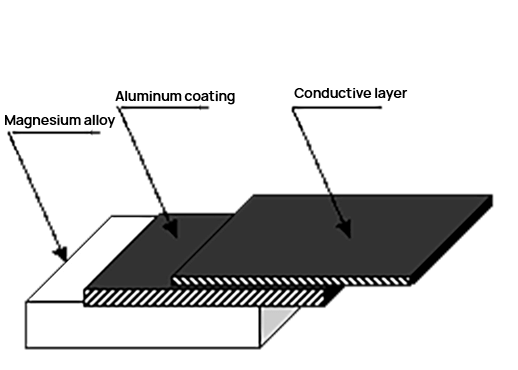
Ao utilizar a pulverização por arco, as juntas soldadas podem ser protegidas de forma abrangente, tornando este método adequado para juntas soldadas metálicas homogêneas e heterogêneas. Este artigo discute as características do processo de pulverização por arco de ligas de magnésio e seu processo de tratamento pós-pulverização, e apresenta um revestimento quase-liga de magnésio-alumínio recém-desenvolvido. Um revestimento de alumínio puro é pulverizado na superfície do substrato de liga de magnésio para aumentar sua resistência à corrosão.
O processo de formação do revestimento resulta inevitavelmente em certa porosidade tanto na superfície quanto internamente, o que pode se tornar a origem do pite. A fim de aumentar ainda mais a resistência à corrosão do revestimento, a vedação pós-tratamento dos poros do revestimento é um procedimento essencial.
A vedação condutiva dos poros é adotada para atender às demandas de indústrias específicas. Cargas metálicas são adicionadas ao agente de vedação orgânico, resina epóxi, para formar um revestimento condutor misturado, completando o processo de vedação de poros condutivos para revestimentos de alumínio puro, ao mesmo tempo que investiga a resistência à corrosão da vedação de poros condutiva orgânica.
O diagrama esquemático da vedação condutiva de poros é mostrado na Figura 11. A Figura 12 ilustra a morfologia microscópica do revestimento de poros contendo pó de cobre.
Os testes de resistência do revestimento indicam que a adição de uma certa quantidade de pó de cobre à resina epóxi pode tornar o revestimento de vedação de poros condutivo e sua condutividade é boa. A resistência à corrosão do revestimento de vedação de poros é estudada utilizando um teste de imersão à temperatura ambiente.
Comparado ao revestimento não vedado, o revestimento condutor selado por poros apresenta boa resistência à corrosão.
A viabilidade da utilização de fios metálicos heterogêneos para pulverização de arco é explorada. Fios de magnésio e alumínio são utilizados como os dois fios de pulverização, e revestimentos de compostos intermetálicos são preparados na superfície das ligas de magnésio para aumentar sua resistência à corrosão, resistência ao desgaste, resistência a altas temperaturas e resistência à oxidação, permitindo assim sua aplicação em uma faixa mais ampla. de campos.
Fio de alumínio de alta pureza com teor de alumínio superior a 99,7% e fio de magnésio de alta pureza com teor de magnésio superior a 99,7% são usados como os dois pólos do fio de pulverização.
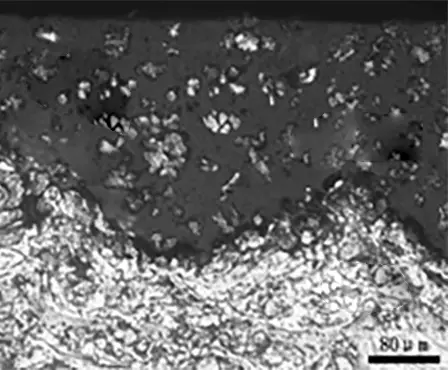
A morfologia superficial do revestimento obtido por pulverização a arco é mostrada na Figura 13. O revestimento obtido é liso e uniforme, com partículas pequenas e sem partículas metálicas fundidas incompletamente. A porosidade superficial também é mínima.
As medições de microdureza do revestimento revelam uma microdureza média de até 200HV, enquanto a dureza média do revestimento de alumínio puro pulverizado por arco é de apenas 67 HV.
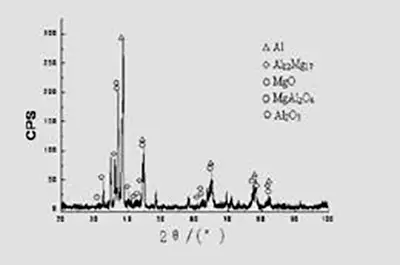
A dureza do composto produzido pela reação do magnésio e do alumínio é superior à do magnésio e do alumínio puros, e a formação de um grande número de compostos intermetálicos resulta no aumento da dureza do revestimento.
Depois que o magnésio se difunde e reage com o alumínio, os óxidos residuais e as partículas da fase MgAl2O4 dispersas na matriz também contribuem para o efeito de endurecimento.
Conclusão
O desenvolvimento e aplicação da liga de magnésio, um novo material estrutural, apresentou desafios significativos à tecnologia de soldadura, ao mesmo tempo que alargou o seu potencial de utilização. Ainda existem muitas dificuldades técnicas na soldagem de ligas de magnésio que aguardam nossa exploração e resolução.
A superação desses problemas estabelecerá uma base técnica sólida para a aplicação prática de ligas de magnésio e para o projeto e fabricação de componentes de liga de magnésio.
Os avanços tecnológicos discutidos acima irão, sem dúvida, impulsionar o nível da tecnologia de soldagem dos produtos de liga de magnésio e promover a aplicação de componentes complexos de liga de magnésio na produção industrial.







