
A manutenção de uma boa resistência à corrosão de tais materiais pode ser alcançada controlando rigorosamente os parâmetros do processo de corte a laser durante o processo de usinagem.
Os parâmetros de processo mais importantes que afetam a qualidade de corte do aço inoxidável são a velocidade de corte, a potência do laser e a pressão do ar.
1. Geração de pequenas rebarbas regulares em forma de gotículas

Causas Possíveis:
(1) O foco está muito baixo
(2) A taxa de alimentação é muito alta
Soluções:
(1) Aumente o foco
(2) Reduza a taxa de alimentação
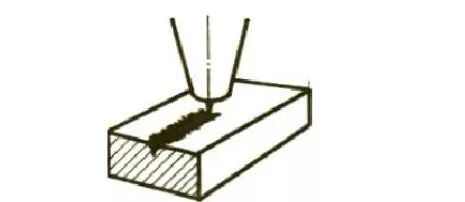
2. Rebarbas longas e irregulares semelhantes a filamentos são produzidas em ambos os lados, e a superfície da placa grande muda de cor

Causas Possíveis:
(1) A taxa de alimentação é muito baixa
(2) O foco está muito alto
(3) A pressão do ar está muito baixa
(4) O material está muito quente
Soluções:
(1) Aumente a taxa de alimentação
(2) Abaixe o foco
(3) Aumente a pressão do ar
(4) Resfrie o material
3. Rebarbas longas e irregulares são produzidas apenas em um lado da aresta de corte

Causas Possíveis:
(1) O bico não está centralizado
(2) O foco está muito alto
(3) A pressão do ar está muito baixa
(4) A velocidade é muito baixa
Soluções:
(1) Centralize o bico
(2) Abaixe o foco
(3) Aumente a pressão do ar
(4) Aumente a velocidade
4. O material é descarregado por cima
Causas Possíveis:
(1) A potência está muito baixa
(2) A taxa de alimentação é muito alta
(3) A pressão do ar está muito alta
Soluções:
Pressione o botão de pausa imediatamente quando esta situação ocorrer para evitar respingos de escória na lente de foco. Aumente a potência, reduza a taxa de alimentação e reduza a pressão do ar.
5. A aresta de corte fica amarela
Possível causa:
O nitrogênio contém impurezas de oxigênio
Solução:
Use nitrogênio de alta qualidade e pureza.






