
1. Preâmbulo
42CrMo é uma liga de aço de alta resistência conhecida por suas excelentes propriedades mecânicas, como alta resistência e tenacidade, boa temperabilidade e ausência de fragilidade por revenido.
Após têmpera e revenido, apresenta alto limite de fadiga, resistência ao impacto e boa tenacidade ao impacto em baixas temperaturas, tornando-o ideal para a fabricação de componentes de aço de grande e médio porte que exigem resistência e tenacidade.
Nossa empresa escolheu o aço 42CrMo para fabricar um grande pivô, e o processo de fabricação envolve as seguintes etapas: forjamento em branco, normalização, usinagem de desbaste, têmpera e revenido, acabamento, círculo de endurecimento por indução e círculo de retificação.
A estrutura pivô é ilustrada na Figura 1.
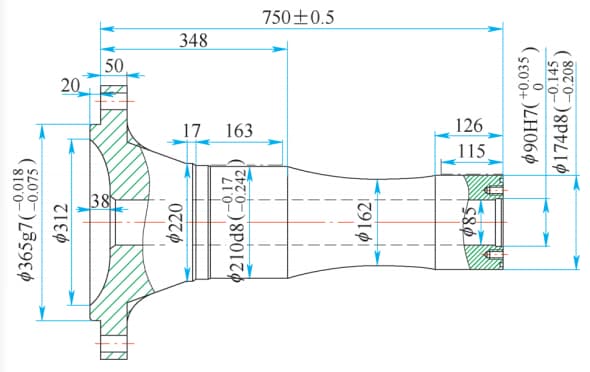
Fig. 1 Estrutura Pivotante
2. Visão geral das peças defeituosas
Podem ocorrer rachaduras no eixo pivô durante os processos de têmpera, revenimento e têmpera.
A trinca geralmente aparece na área do arco de transição entre a raiz do eixo pivô e o flange.
Todo o eixo pivô quebra ao longo da direção radial e se estende até o flange da extremidade grande.
O eixo pivô pode rachar completamente. Consulte a Fig. 2 para saber a forma e localização da fissura.
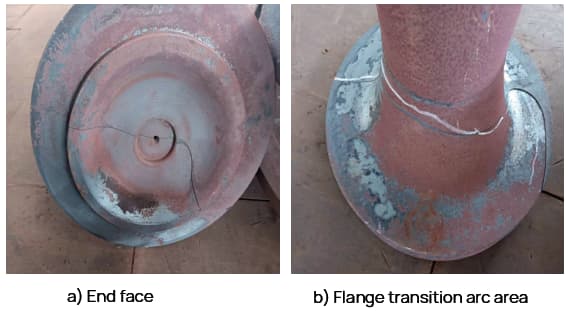
Fig. 2 Morfologia da fissura após têmpera, revenido e têmpera
O processo de têmpera e revenimento desta peça envolve mantê-la a 840 ℃ por 3 horas, seguida de têmpera por resfriamento de óleo assim que for retirada do forno. O tempo de têmpera é de 30 minutos e o óleo Houghton K é usado como óleo de têmpera.
Vários lotes deste produto foram produzidos sem rachaduras.
Para analisar as causas das trincas, uma peça trincada foi amostrada no flange da extremidade grande e sua composição química, estrutura metalográfica e trincas foram analisadas. Amostras foram retiradas da fissura do flange (consulte a Fig. 3) para análise.
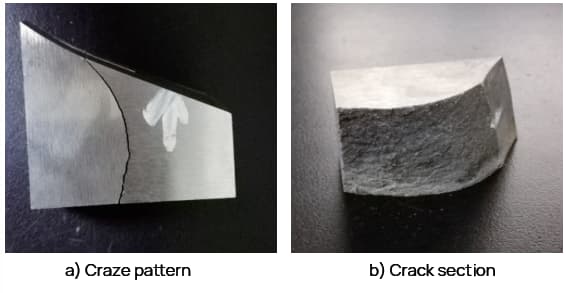
Fig. 3 Amostragem no flange
Consulte a Tabela 1 para obter resultados de análise de composição química
Tabela 1 Composição Química (Fração de Massa) do Pivô de Aço 42CrMo (%)
| Elemento | Valor padrão | Valor medido |
| C | 0,38~0,45 | 0,43 |
| Si | 0,17~0,37 | 0,28 |
| Mn | 0,5~0,8 | 0,68 |
| S | ≤0,035 | 0,007 |
| P | ≤0,035 | 0,016 |
| Cr | 0,9~1,2 | 1 |
| Mo | 0,15~0,25 | 0,2 |
| Não | ≤0,30 | 0,034 |
| Cu | ≤0,30 | 0,046 |
| Al | – | 0,026 |
A estrutura metalográfica é mostrada na Fig.
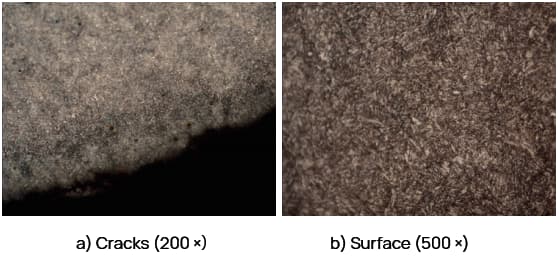
Fig. 4 Estrutura Metalográfica de Fissura e Superfície
Os resultados da análise indicam que a composição química do aço 42CrMo atende aos requisitos técnicos. A dureza superficial medida é 296HBW, que está dentro da faixa exigida de 277-331HBW. A estrutura metalográfica é sorbita temperada, e a estrutura central é sorbita+ferrita temperada.
A trinca da peça tem formato de arco e não há descarbonetação em nenhum dos lados da trinca, indicando que não houve trinca antes da têmpera e revenido, e nenhuma outra anormalidade foi observada.
Os analistas físicos e químicos atribuem a trinca ao estresse excessivo durante a têmpera, revenido e têmpera, com base na amostra.
No entanto, devido ao tamanho da peça e ao desafio da amostragem, o autor sugere que a posição de corte da amostra pode ser a área de crescimento da fissura e não o local de início da fissura, sendo necessária uma análise mais aprofundada.
Como a fonte da trinca não pode ser identificada através da superfície da fratura, propõe-se cortar a peça para localizar a fonte da trinca. O corte por chama ou plasma pode impactar o local da fratura, portanto, recomenda-se o corte com fio para cortar o local da trinca na zona de transição do eixo da peça defeituosa.
Quando o corte atinge 1/3 do diâmetro, o eixo pivô se divide em duas seções, possibilitando uma análise mais aprofundada da causa da trinca.
3. Análise das causas do crack
A morfologia da fratura após o corte do fio é mostrada na Fig.

Fig. 5 Posição da fratura após corte do fio
O centro da fratura parece marrom, enquanto a parte externa apresenta coloração metálica normal. A coloração marrom no centro é anormal e provavelmente causada por oxidação.
A análise indica que provavelmente existiam rachaduras no centro da peça antes da têmpera, revenido e subsequentes processos de forjamento, normalização e têmpera. As fissuras teriam sofrido oxidação durante esses processos, levando à descoloração marrom.
Para confirmar esta hipótese, uma amostra foi retirada da área marrom e analisada. A amostra foi cortada do centro na direção axial. Após o corte e processamento, descobriu-se que numerosas fissuras estavam distribuídas radialmente, conforme ilustrado na Figura 6.
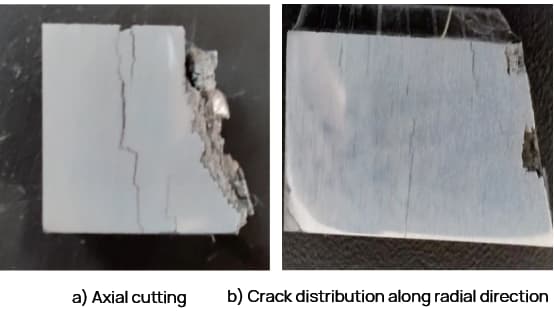
Fig. 6 Localização da Fratura da Fissura
A análise da amostra mostra que a amostra possui uma estrutura em faixas óbvia (Grau 4), conforme mostrado na Fig.
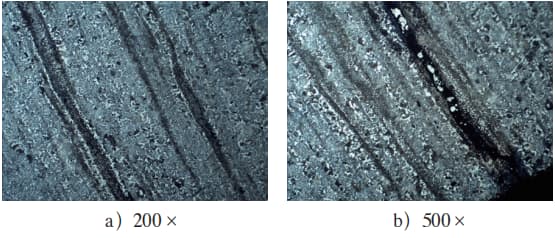
Fig. 7 Estrutura Metalográfica do Centro da Fissura
As fissuras, que são múltiplas e aproximadamente paralelas, são distribuídas ao longo da direção da estrutura bandada e perpendiculares à direção do forjamento.
O autor acredita que existiam trincas presentes antes do processo de têmpera e revenido do eixo pivô, e essas trincas estavam localizadas no centro, sem trincas visíveis na superfície.
Durante o processo de têmpera e revenido, as fissuras se expandiram devido à influência do estresse organizacional e térmico, com a estrutura em faixas também desempenhando um papel importante.
Como resultado, é necessário realizar uma análise adicional para determinar se houve problemas como temperatura de forjamento insuficiente e taxa de forjamento irracional durante o processo de forjamento.
Para evitar a entrada de peças defeituosas no mercado, os produtos em processo foram minuciosamente investigados.
Todos os produtos em processo foram submetidos a testes NDT usando um detector ultrassônico de falhas.
Após investigação, dois produtos anormais foram descobertos e seus números de série de produção foram verificados.
Descobriu-se que os números de série de produção dos dois produtos anormais faziam parte do mesmo lote de produtos forjados que continha as peças rachadas.
Para validar a análise e julgamento iniciais, foi realizado corte de fio nas peças anormais encontradas ao longo da direção axial.
A superfície de corte revelou claramente a presença de diversas trincas detalhadas, perpendiculares à direção do forjamento, conforme ilustrado na Fig.
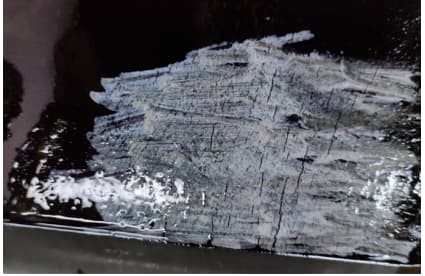
Fig. 8 Superfície de corte de peças defeituosas
Através de verificações adicionais, concluiu-se que a trinca foi gerada durante o forjamento.
4. Conclusão
1)A fratura do eixo pivô pode ser atribuída diretamente à trinca de forjamento formada durante o processo de forjamento da peça. Esta fissura expandiu-se durante a têmpera e o revenido, e a presença de uma estrutura em faixas também contribuiu para o seu crescimento.
2)Ao realizar a análise de falhas, é importante localizar cuidadosamente a origem da trinca. Diferentes locais de amostragem podem impactar significativamente os resultados da análise. Portanto, é essencial analisar e identificar a causa desde a fonte para evitar desvios.
3) Fortalecer a inspeção de entrada de matérias-primas é crucial para evitar que peças defeituosas entrem no processo de produção.







