
As principais características da conformação em relevo da porta antifurto são: grande pressão de conformação e tampo de mesa pequeno.
Atualmente, o principal equipamento para conformação desta peça é a prensa hidráulica de quatro colunas ou prensa hidráulica de estrutura dividida com estrutura convencional.
Esses dispositivos apresentam principalmente os seguintes problemas no processo de inscrição:
(1) A precisão da prensa hidráulica de quatro colunas é baixa.
Após uso prolongado, a precisão do equipamento se deteriorará e não poderá ser ajustada e restaurada. Para padrões complexos com requisitos de alta precisão, eles não podem atender aos requisitos de formação;
(2) A prensa hidráulica de estrutura dividida tem alta precisão e retenção de precisão, mas para as condições de trabalho com grande pressão nominal e tampo de mesa pequeno, o cilindro de óleo com estrutura convencional não pode ser disposto no tampo da mesa eficaz, portanto, o tampo da mesa da prensa hidráulica precisa ser adicionado, resultando em pouca tensão no bloco deslizante e estrutura complexa e alto custo do sistema de equipamentos.
A prensa hidráulica formadora de estampagem de porta anti-roubo apresentada neste post é uma nova estrutura de prensa hidráulica especialmente projetada para as condições de trabalho de grande tonelagem e mesa pequena.
Ele pode efetivamente resolver as deficiências da estrutura convencional de quatro postes e da estrutura dividida na aplicação de formação de relevo de porta anti-roubo.
Ao mesmo tempo, tem as vantagens de alta precisão e boa retenção de precisão.
Breve introdução ao processo de formação de gravação em porta anti-roubo
A formação de relevo da porta antifurto é utilizada nas placas frontal e traseira da porta antifurto, que é utilizada principalmente para aumentar a resistência antifurto e a estética da porta (Fig. 1).
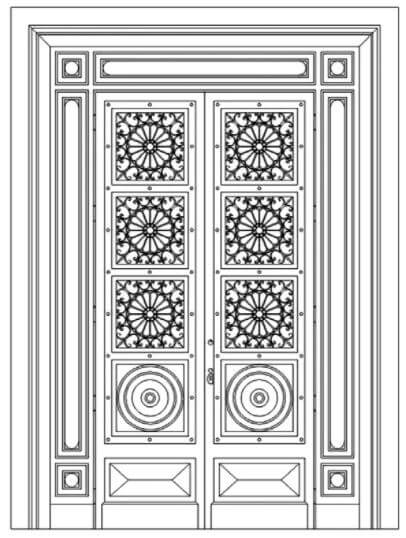
Fig. 1 Diagrama esquemático do formato de flor da porta antifurto
A dimensão total da peça (comprimento) × largura) é 2.200 mm × 520 mm, o material é aço carbono comum e a espessura da placa é de 0,4 ~ 0,8 mm.
A dimensão total (comprimento) da matriz de formação × largura) é de cerca de 2.400 mm × 1.450 mm, a espessura da peça é de 5 ~ 25 mm.
A força de formação varia de acordo com a complexidade do padrão, geralmente 20.000 ~ 30.000kN.
A estrutura da matriz é mostrada na Fig.
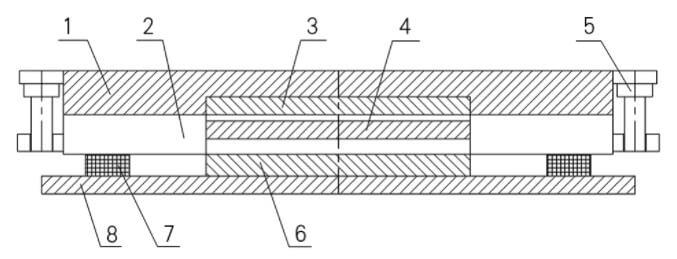
- 1 – base superior da matriz
- Suporte para 2 espaços em branco
- 3 – núcleo superior do molde
- Núcleo de molde 4 inferiores
- 5 – mecanismo guia
- Placa de apoio de matriz inferior de 6
- 7 – almofada de borracha
- 8 – cofragem inferior
Fig. 2 Diagrama esquemático da matriz de formação de relevo
Durante a produção, o suporte da peça bruta primeiro pressiona a periferia da peça e forma o padrão necessário através dos núcleos superior e inferior da matriz.
O processo de conformação possui altos requisitos de precisão do equipamento. Quando a precisão é baixa, as peças estão sujeitas a rachaduras, flores excêntricas, linhas de quebra de ondas, superfície irregular da placa e outros defeitos.
Características estruturais da prensa hidráulica formadora de relevo para porta antifurto
A estrutura do corpo adota a estrutura geral da placa laminada.
A estrutura da placa laminada é a sobreposição de placas de aço independentes, que podem efetivamente liberar as tensões internas geradas durante o funcionamento da prensa hidráulica (Fig. 3);
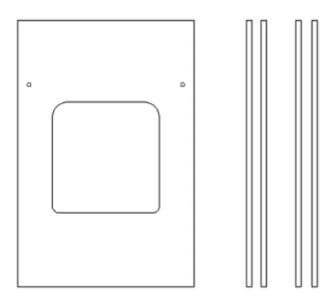
Figura 3 Diagrama estrutural
Ao mesmo tempo, para fortalecer a resistência geral e a rigidez da fuselagem, as placas laminadas são conectadas em uma estrutura em caixa por soldagem (Fig. 4).
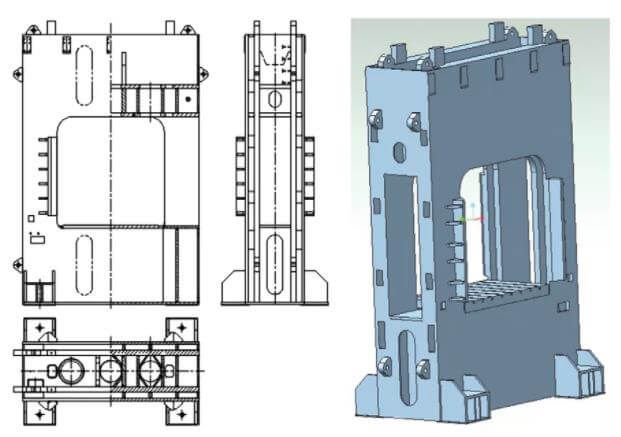
Fig.4 Diagrama esquemático da estrutura corporal
Esta estrutura tem as vantagens duplas de estrutura de placa laminada e estrutura de caixa.
De acordo com as características estruturais da prensa hidráulica de grande tonelagem e de mesa pequena, é adotada a estrutura do cilindro.
A prensa hidráulica convencional é que o bloco de cilindros é fixado na viga superior, e o bloco deslizante é acionado pelo movimento do pistão ou êmbolo para atingir a pressão nominal.
A estrutura dinâmica do cilindro consiste em fixar o pistão no plano inferior da viga superior da prensa hidráulica, combinar o bloco de cilindros e o controle deslizante em um e conduzir o controle deslizante através do bloco de cilindros para realizar a pressão nominal da prensa hidráulica, conforme mostrado na Figura 5.
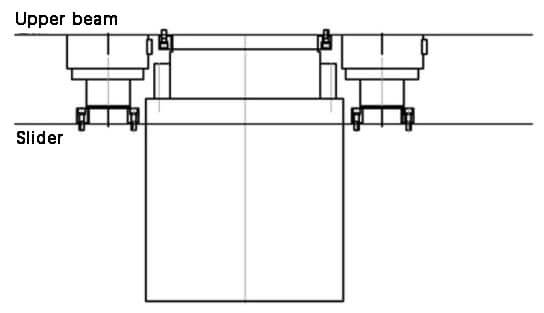
Fig. 5 Diagrama esquemático da estrutura dinâmica do cilindro
A vantagem do esquema melhorado é que a estrutura é compacta, de modo que a pressão de grande tonelagem pode ser realizada em uma mesa pequena.
Devido à pequena superfície da mesa da prensa hidráulica, os cilindros de pistão são usados em ambos os lados do projeto, e a tonelagem principal é realizada junto com o cilindro intermediário durante a prensagem.
Ao mesmo tempo, é usado como cilindro de retorno durante o retorno do controle deslizante.
A tonelagem principal da prensa hidráulica é realizada por três cilindros de óleo.
O cilindro de êmbolo de grande tonelagem no meio adota a estrutura dinâmica do cilindro.
O bloco de cilindros e o bloco deslizante formam uma estrutura de caixa fechada por soldagem (Fig. 6).
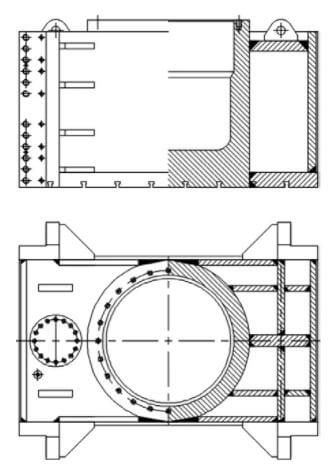
Fig. 6 Estrutura do bloco deslizante do cilindro
A haste do êmbolo é fixada no plano inferior da viga superior e um orifício de óleo é colocado no meio do êmbolo para realizar a entrada de óleo no cilindro.
Existem dois pequenos cilindros de pistão de tonelagem igual em ambos os lados, que podem realizar as funções de pressão e retorno do controle deslizante.
O modo de instalação dos dois pequenos cilindros de pistão é o modo de instalação convencional, ou seja, o bloco de cilindros é fixado na parte da viga da fuselagem e a haste do pistão aciona o bloco deslizante para pressionar e retornar.
A estrutura de arranjo deste tipo de cilindro de óleo é compacta, e o tamanho mínimo da mesa da prensa hidráulica com pressão nominal de 30.000kN pode ser 2.600 mm × 1.500 mm.
Nos últimos anos, com o aprimoramento da diversidade de formas de portas antifurto, seus padrões estão se tornando cada vez mais complexos e os requisitos de precisão de equipamentos e moldes estão cada vez maiores.
A guia deslizante da prensa hidráulica com gravação em porta anti-roubo adota trilho guia ajustável em cunha inclinada em forma de X (Fig. 7), que possui alta precisão de orientação, forte ajuste e retenção de precisão.
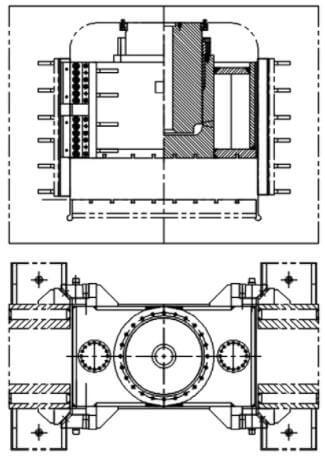
Fig. 7 Estrutura da guia deslizante
A placa guia no bloco deslizante é feita de liga à base de cobre, que possui boa retenção de precisão.
A placa do trilho-guia no corpo adota 42CrMo, que apresenta boa resistência ao desgaste após tratamento térmico especial.
Ao mesmo tempo, a fim de aumentar a precisão de operação do controle deslizante, o comprimento da guia do cilindro do êmbolo principal é alongado, de modo que a precisão de operação do próprio cilindro principal possa ser melhorada.
A fim de melhorar a qualidade do projeto, a prensa hidráulica estrutural adota análise de elementos finitos de modelagem tridimensional na fase de projeto para realizar análises detalhadas e demonstração sobre a resistência, rigidez e tensão da fuselagem e partes principais do controle deslizante (Fig. 8 e Figura 9).
O esquema de design é otimizado de acordo com os resultados da análise.
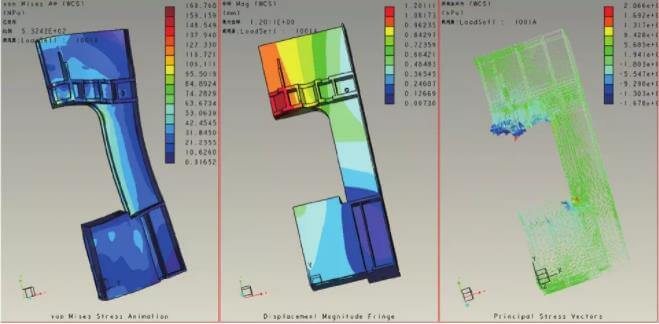
Fig. 8 Análise de elementos finitos do corpo
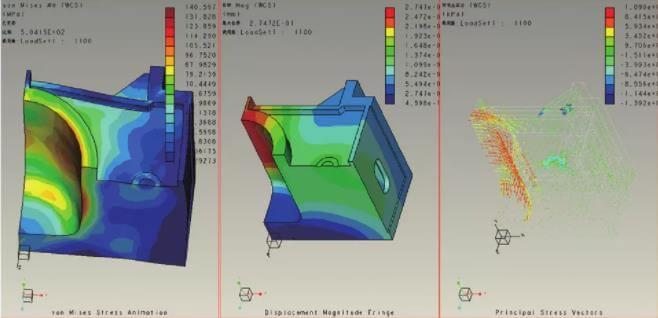
Fig. 9 Análise de elementos finitos do controle deslizante
Resultados práticos
Este tipo de equipamento tem funcionado de forma estável para o usuário (Fig. 10 e Fig. 11), com desempenho confiável e alta precisão, podendo atender à formação de relevo de portas antifurto com diversos padrões complexos.
O custo deste equipamento estrutural é 30% menor que o da prensa hidráulica de estrutura convencional, e a precisão pode atingir a precisão da prensa hidráulica de estrutura convencional.
O ajuste de precisão é conveniente, estável e confiável.

Fig. 10 Aplicação prática do equipamento
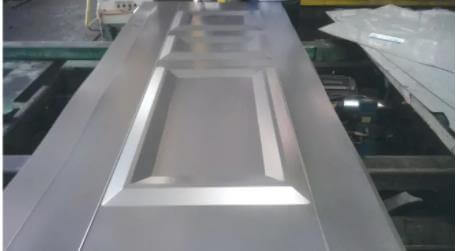
Fig. 11 Peças moldadas
A pesquisa e desenvolvimento de equipamentos estruturais proporcionam comodidade para a popularização e aplicação do processo de conformação de relevo da porta antifurto e fornecem uma solução confiável para o projeto de equipamentos de grande tonelagem e pequenas mesas.







