
SINOPSE
Operação:
Para operar a máquina de martelo de came, motor elétrico, que possui 1440 rpm com tensão de operação de 250V AC em monofásico com classificação contínua. Sua potência de 0,5 cavalos é usada para girar o eixo do came no qual o par de cames está instalado. À medida que o eixo de comando e o came giram, ele levanta a placa seguidora junto com ele durante seu período de subida.
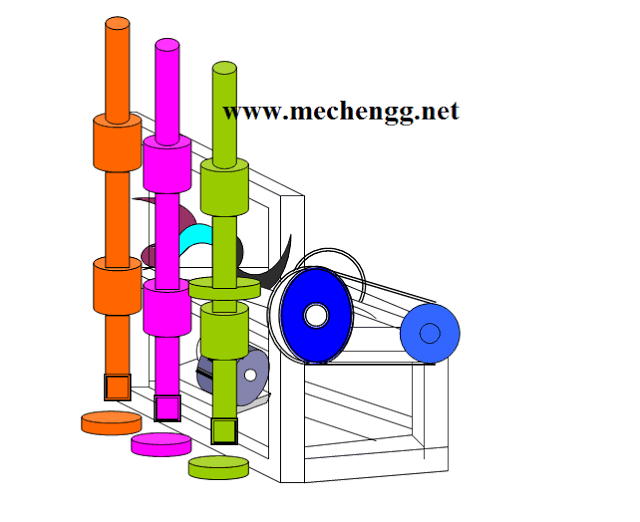 Martelo operado por came, máquina de dobra
Martelo operado por came, máquina de dobraA placa seguidora instalada no eixo do aríete eleva o aríete junto com ela. À medida que o came atinge sua altura máxima, seu período de descida repentinamente começa a perder contato com a placa seguidora e o aríete é subitamente abaixado com um impacto na placa da mesa. O trabalho junto com a matriz necessária é mantido sobre a mesa e exercido com a carga de impacto deformando-a no formato desejado.
A elevação do came e do seguidor e a rigidez da retenção determinam a intensidade do impacto exercido no trabalho. Se a velocidade de operação do came aumentar, as moléculas do material dos componentes do trabalho não encontrarão tempo para reter e isso ajudará na obtenção da forma e tamanho deformados devido à fácil recuperação da fase plástica em vez da fase elástica. Assim, o rpm, ou seja, a velocidade de operação do came, desempenha um papel vital na operação de forjamento. À medida que a rigidez da mola aumenta, a intensidade da carga de impacto também aumenta.
As seguintes operações podem ser realizadas nesta máquina
1) Cisalhamento:
Na operação de cisalhamento como o punção sobre o metal, a pressão exercida pelas limas de pressão causa a deformação plástica do metal. Como a folga entre o impulso e a matriz é muito pequena, a deformação plástica ocorre em uma área localizada e o metal adjacente às arestas de corte do punção e das bordas da matriz fica altamente tensionado, o que faz com que a fratura comece em ambos os lados da chapa. à medida que a deformação progride. Quando a resistência máxima do material é atingida enquanto o punção continua a descer, a fratura encontra-se no centro da placa. Os metais agora são completamente cortados da chapa e caem através da abertura da matriz.
2) Supressão:
Blanking é a operação de cortar áreas planas em algum formato desejado. A supressão é geralmente o primeiro passo de uma série de operações. O metal perfurado é a produção necessária no corte. Para o blanking, o ângulo de cisalhamento é fornecido na matriz.
3) Perfuração:
As operações de puncionamento diferem do blanking porque, no puncionamento, o metal removido por punção geralmente é muito menor do que o removido pelo blanking. Em segundo lugar, o ângulo de cisalhamento está no punção e o metal removido é sucata.
4) Perfuração:
Perfuração é a operação de produzir uma série de furos eventualmente espaçados em um padrão regular na chapa metálica.
5) Entalhe:
É a operação de remoção do metal até o formato desejado da borda da placa. É semelhante a socar e perfurar.
6) Corte:
É a operação de cortar uma chapa metálica em linha reta ao longo de todo o comprimento.
7) Lancetagem:
Consiste em cortar a chapa de metal em um pequeno comprimento e depois dobrar essa parte cortada. As operações de corte e lancetagem são mostradas abaixo:
8) Formação:
É a operação de dobrar uma folha de metal ao longo de um eixo curvo, como em formato de U.
9) Desenho:
É a operação de dobrar uma folha para produzir peças em formato de copo a partir de chapas planas por meio de dobra e fluxo plástico de metal.
Suas características especiais são:






