
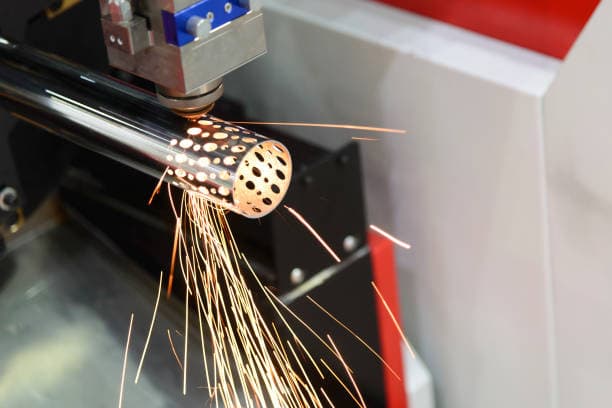
Somente nos últimos anos é que a tecnologia de corte a laser de fibra começou a ser amplamente utilizada na indústria.
Muitas empresas perceberam as vantagens dos lasers de fibra.
Com o desenvolvimento da tecnologia de corte, o corte a laser de fibra tornou-se uma das tecnologias mais avançadas do setor.
Em 2014, os lasers de fibra ultrapassaram o CO2 lasers para ocupar a maior parte do mercado de fontes de laser.

As técnicas de corte a plasma, chama e laser são três métodos comuns de corte térmico, enquanto o corte a laser pode alcançar a melhor qualidade de corte, especialmente para corte fino e apagamento de furos com relação diâmetro-espessura inferior a 1:1.
Portanto, a tecnologia de corte a laser também é a primeira escolha para corte fino.
O corte a laser de fibra tem atraído grande atenção na indústria porque fornece velocidade e qualidade de corte que podem ser alcançadas pelo CO2 corte a laser, reduzindo significativamente os custos de manutenção e operação.
Mercado e tendências de máquinas de corte a laser
Atualmente, existem 2 tipos principais de máquinas de corte a laser para corte de chapas metálicas na indústria de processamento de chapas metálicas.
Um é um CO2 máquina de corte a laser que foi convertida de um laser industrial há cerca de 25 anos, e a outra é uma máquina de corte a laser de fibra que foi oficialmente convertida de um laser industrial há cerca de 10 anos.
Do número de máquinas de corte a laser vendidas no mercado de equipamentos de chapa metálica da China nos últimos anos, CO2 as máquinas de corte a laser respondem por 40% e as máquinas de corte a laser de fibra respondem por 60%.
Embora essencialmente 100% dos cortadores a laser vendidos no mercado em 2007 fossem CO2 cortadores a laser, sabemos que os cortadores a laser de fibra ganharam força nos últimos anos e estão ganhando aceitação no mercado e o número de unidades vendidas está aumentando gradativamente.
Laser de fibra vs. CO2 laser
Embora a tendência atual do mercado favoreça os cortadores a laser de fibra, os cortadores a laser de fibra são realmente a melhor escolha?
Devido às diferentes características físicas do CO2 laser e laser de fibra, o processo de processamento do laser difere entre os dois.
É claro que os dois têm seus próprios pontos fortes e fracos, e cada um tem vantagens e desvantagens dependendo do objeto que está sendo processado.
Ccomprimentos médios
O CO2 laser é um feixe de gás obtido pela excitação de moléculas de dióxido de carbono e seu comprimento de onda é 10,6μmenquanto o laser de fibra é um laser sólido obtido colocando um composto cristalino de Yb (itérbio) como meio na fibra óptica e irradiando os cristais com um feixe de luz, e seu comprimento de onda é 1,08μm.
As características físicas dos diferentes comprimentos de onda têm um impacto significativo nas características de processamento dos dois.
O conceito original do laser de fibra foi reconhecido porque era um laser que podia se propagar através das fibras.
A razão de ser capaz de se propagar através da fibra óptica é precisa devido ao seu comprimento de onda de 1,08 μm.
Transmissão a laser
A vantagem do uso de fibras ópticas para propagação é a longa vida útil dos componentes ópticos e a alta confiabilidade e baixos requisitos de manutenção.
CO2 as máquinas de corte a laser transmitem a luz laser do oscilador para o ponto de processamento com o auxílio de uma lente reflexiva, geralmente em um caminho óptico isolado do ar externo.
Embora o interior do caminho óptico esteja preenchido com ar livre de poeira comum e objetos estranhos, a superfície do refletor pode ficar coberta com sujeira mesmo após uso prolongado e precisa ser limpa.
Além disso, o próprio refletor se desgastará devido à absorção de pequenas quantidades de energia do laser e precisará ser substituído.
Para transmitir o laser do oscilador ao ponto de processamento, vários refletores são usados para ajustar o ângulo de reflexão do laser.
Portanto, manter operações adequadas requer uma certa quantidade de habilidades técnicas e de gerenciamento.
No entanto, com cortadores a laser de fibra, o laser é transmitido através de uma única fibra do oscilador até o ponto de processamento. Esta fibra é comumente chamada de fibra guia de luz.
Como não são necessários componentes ópticos, como refletores, e o laser é transmitido em uma fibra guiadora de luz isolada do ar externo, o laser é praticamente invisível.
A rigor, porém, o laser é transmitido repetidamente na periferia da fibra óptica, de modo que a própria fibra óptica fica um tanto esgotada. No entanto, durará muito mais tempo em comparação com os refletores usados em CO2 cortadores a laser.
Além disso, se o caminho de transmissão estiver acima da curvatura mínima da fibra guia, o caminho pode ser determinado livremente, facilitando o ajuste e a manutenção.

Geração de laser
Os dois também diferem no processo de geração do laser (construção do oscilador a laser).
Um CO2 oscilador de laser gera um laser colocando um gás misturado com CO2 no espaço de descarga. Para garantir o funcionamento adequado do comprimento de ressonância derivado da potência de saída do laser, componentes ópticos são colocados dentro do oscilador, que precisam ser limpos e substituídos periodicamente.
Em contraste, os osciladores de laser de fibra geram o laser dentro da fibra e são isolados do ar externo sem componentes ópticos. Portanto, há pouca necessidade de manutenção regular. O ciclo de manutenção para limpeza é definido em aproximadamente 4.000 horas para CO2 osciladores de laser e aproximadamente 20.000 horas para osciladores de laser de fibra.
As vantagens mencionadas tornam os cortadores a laser de fibra mais duráveis e fáceis de manter.
Consumo de energia
Além disso, podemos compará-los em termos de custos operacionais, como consumo de energia.
CO2 os osciladores de laser têm uma taxa de conversão fotoelétrica de cerca de 10-15%, enquanto os osciladores de laser de fibra têm uma taxa de conversão de cerca de 35-40%. Essa alta taxa de conversão fotoelétrica dos cortadores a laser de fibra resulta em menor consumo de energia de dispositivos de resfriamento, como resfriadores, pois menos energia elétrica é convertida em dissipação de calor.
Embora o oscilador de um cortador a laser de fibra exija um gerenciamento mais preciso da temperatura de resfriamento do que um CO2 oscilador, cerca de 1/2 a 2/3 da capacidade de resfriamento de um CO2 O oscilador de laser é suficiente para um cortador a laser de fibra com a mesma potência de saída do laser.
Portanto, uma máquina de corte a laser de fibra pode ser operada com cerca de 1/3 do consumo de energia de uma máquina de CO.2 máquina de corte a laser. Isso a torna uma máquina de corte a laser altamente eficiente em termos energéticos.
Diferenças nas características de processamento
Velocidade de corte
Existe uma diferença significativa entre CO2 lasers e lasers de fibra em seu processamento, principalmente devido à diferença em seus respectivos comprimentos de onda.
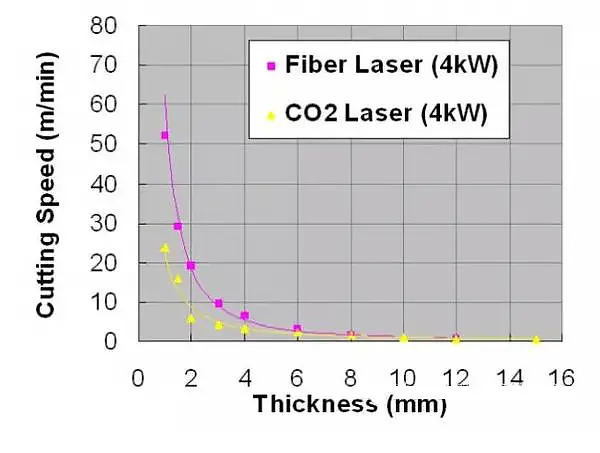
Comparação da velocidade de processamento entre CO2 máquina de corte a laser e máquina de corte a laser de fibra ao processar aço inoxidável.
Ambos os lasers têm uma saída de 4kW.
Pode-se observar que a máquina de corte a laser de fibra é capaz de processar 2 a 3 vezes a velocidade de corte do CO2 máquina de corte a laser na área de espessura de chapa de 4,0 mm ou menos.
Por que existe uma diferença tão grande na velocidade de processamento, mesmo com a mesma potência de saída?
Em primeiro lugar, a diferença pode ser atribuída às grandes diferenças na taxa de absorção da energia do laser em materiais metálicos.
Devido às diferentes propriedades físicas da matéria, a absorção da energia luminosa em diferentes comprimentos de onda da luz difere. Por exemplo, o aço inoxidável tem uma taxa de absorção de cerca de 12% para CO2 lasers, enquanto os lasers de fibra têm uma taxa de absorção de cerca de 35%, que é cerca de três vezes maior.
Esta alta taxa de absorção resulta em um tempo muito curto para o laser converter a energia luminosa em energia térmica e derreter o material metálico após a irradiação, permitindo um processo de corte muito rápido.
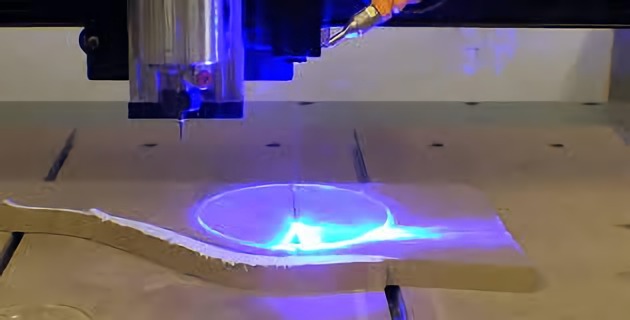
Se quiser cortar vidro de quartzo com um cortador a laser, você pode usar um CO2 cortador a laser, mas não um cortador a laser de fibra.
Isso ocorre porque o vidro de quartzo absorve o comprimento de onda de um CO2 laser, mas não o de um laser de fibra, que o penetra.
Além disso, ao cortar materiais altamente refletivos, como alumínio e cobre, o corte a laser de fibra tem uma vantagem sobre o CO2 corte a laser devido ao princípio de que os materiais metálicos absorvem melhor o comprimento de onda do laser de fibra.
Ao comparar a velocidade de processamento de materiais de aço inoxidável, pode-se observar que as duas velocidades são essencialmente as mesmas para espessuras de chapa acima de 6,0mm.
Técnicas de corte
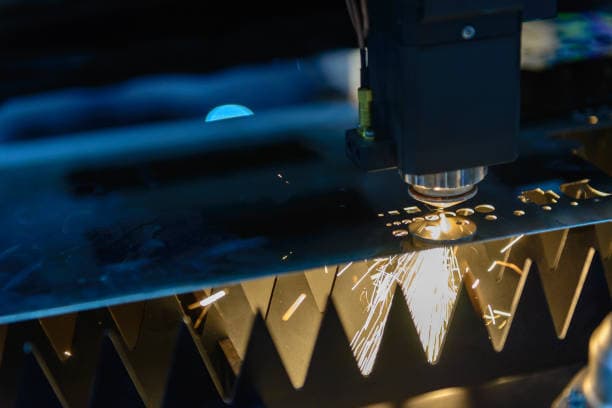
Ao cortar com laser, é mais importante considerar como remover o metal fundido de forma eficiente do que como derreter o metal instantaneamente.
Durante o corte a laser, um gás auxiliar (geralmente nitrogênio, oxigênio, etc.) é injetado no ponto de processamento enquanto o laser é direcionado ao material para atingir condições ideais de processamento.
Diferentes gases auxiliares são usados para diferentes materiais de corte. A principal função do gás auxiliar é isolar o metal fundido da parte inferior do material.
Para chapas grossas, é necessário um gás auxiliar para alcançar condições de corte ideais, isolando o metal derretido da parte inferior do material, aumentando, em última análise, a velocidade de processamento.
No entanto, em termos de área de processamento e qualidade de corte, CO2 máquinas de corte a laser são geralmente consideradas superiores.

Já se passaram aproximadamente 30 anos desde a introdução do CO2 máquinas a laser para a indústria e suas características foram minuciosamente estudadas, permitindo-lhes processar uma ampla gama de materiais, desde chapas finas até grossas. Além disso, a tecnologia de processamento tornou-se tão madura que pode garantir uma certa qualidade de processamento.
Não desenvolvemos apenas a tecnologia de processamento para cortar vários formatos, mas também para garantir uma certa rugosidade da superfície de corte.
No entanto, garantir a qualidade do corte com máquinas de corte a laser de fibra ainda apresenta alguns desafios. Em particular, para produtos processados com máquinas de corte a laser de fibra e com espessura de placa superior a 3,0 mm, haverá algumas pequenas partículas visíveis fixadas na parte inferior da superfície de corte que são difíceis de remover, conhecidas como espuma. A superfície de corte também é mais áspera em comparação com a do CO2 máquinas de corte a laser. Este fenômeno é causado pela alta propriedade de absorção dos materiais metálicos.
Durante o processamento a laser, o laser reflete na superfície do material e o metal derrete e cai. Quando um laser de fibra reflete em uma superfície metálica com altas taxas de absorção, ocorre a retroabsorção, derretendo o metal na superfície de corte e resultando em uma seção de corte áspera após o corte.

Amostra cortada por CO2 máquina de corte a laser (aço inoxidável 20mm)
A qualidade do processamento é um dos itens difíceis de quantificar, por isso muitos clientes não prestam muita atenção a ela na hora de escolher um cortador a laser.
No entanto, o problema acima mencionado com a escória está relacionado com a qualidade do processamento.
Máquinas de corte a laser de fibra podem ser usadas para controlar custos mesmo em altas velocidades. Após o processo de corte a laser, se houver um processo subsequente, como remoção de espuma, o custo total de processamento será aproximadamente o mesmo de um CO2 máquina de corte a laser.
Portanto, é necessário prestar mais atenção à qualidade de processamento do cortador a laser.

Cinemática da máquina de corte a laser
Embora eu tenha usado os conceitos de lasers de fibra e CO2 lasers para fazer uma comparação, é suficiente confiar apenas nisso ao escolher um cortador a laser?
A comparação de fibra óptica e CO2 refere-se aos osciladores constituintes de um cortador a laser. No sistema de composição de uma máquina de corte a laser, também existem eixos de acionamento X, Y, Z. O desempenho e o controle do movimento desses eixos de acionamento também são fatores significativos.
As máquinas de corte a laser podem processar formas complexas, como furos de formatos estranhos, cunhas e saliências, além de furos redondos, quadrados e retangulares.
Portanto, por mais rápida que seja a velocidade de usinagem, se o desempenho cinemático do eixo de acionamento XY, que determina a forma a ser usinada, for baixo, é impossível encurtar o tempo de corte.
Se a velocidade de processamento for 40m/min com uma máquina a laser de fibra e 20m/min com uma máquina de CO2 máquina de corte a laser, o tempo de processamento da máquina a laser de fibra não será necessariamente duas vezes mais rápido que o CO2 máquina de corte a laser e o tempo de processamento do CO2 A máquina de corte a laser não será necessariamente a metade da velocidade ao processar um determinado formato, principalmente se o formato de usinagem for complexo e o número de furos for alto.
Para mostrar claramente a diferença na velocidade de processamento, é necessário melhorar o desempenho cinemático do eixo de transmissão, principalmente a capacidade de aceleração e desaceleração durante o processamento de corte.
Capacidades combinadas de máquinas de corte a laser
Com alto desempenho de aceleração e desaceleração, é necessária uma estrutura forte e altamente rígida para suportar seu desempenho cinemático. Para manter a precisão do processamento do produto, é necessário ter uma estrutura interna que possa controlar movimentos elevados.
Maximizar a capacidade de processamento a laser do oscilador requer um aumento na capacidade geral da máquina de corte a laser, incluindo o eixo de transmissão.
Como os componentes de um cortador a laser de fibra são relativamente simples, é possível construir um cortador a laser de fibra de certa qualidade sem tecnologia de processamento a laser ao considerar o projeto e a fabricação de um cortador a laser.
Além disso, muitos componentes de uma máquina de corte a laser de fibra estão disponíveis no mercado e a capacidade de processamento de um cortador feito pela montagem desses componentes também é boa. Esta é uma das razões pelas quais tem havido uma proliferação recente de fabricantes que fabricam e vendem cortadores a laser de fibra.
No entanto, CO2 as máquinas de corte a laser exigem muitas técnicas de processamento, como a transmissão a laser, por isso é fácil que ocorram diferenças nas características e no desempenho entre os fabricantes de máquinas de corte a laser.
Um verdadeiro fabricante de máquinas de corte a laser deve ter tecnologia madura e capacidade de projetar e fabricar CO2 máquinas de corte a laser, bem como a tecnologia de processamento acumulada na produção de CO2 máquinas de corte a laser que podem ser usadas para projetar e fabricar máquinas de corte a laser de fibra.

Embora a precisão e a qualidade da usinagem sejam difíceis de expressar numericamente, a melhor escolha é uma máquina de corte a laser que possa manter consistentemente um alto nível de precisão e qualidade, bem como um alto desempenho cinemático. Porém, é necessário tomar uma decisão racional com base nos materiais de processamento.
Se o material a ser processado for fino, o volume de produção for alto e você quiser controlar os custos de processamento, um cortador a laser de fibra é a melhor escolha. No entanto, se em muitos casos for necessária uma espessura superior a 6,0 mm ou se for necessária uma determinada qualidade de processamento, um CO2 máquina de corte a laser é mais adequada.
São necessárias operações de acompanhamento separadas e o custo total de processamento é muito alto quando feito manualmente. Ao selecionar uma máquina de corte a laser, faça avaliações abrangentes não apenas sobre o processo a laser, mas também sobre seu produto e fabricação.
O Avantagens de Ffibra Laser Crevelando
A tecnologia fornece a velocidade e a qualidade de corte que o corte a laser de dióxido de carbono pode alcançar, ao mesmo tempo que reduz significativamente o custo de manutenção e operação.
A vantagem mais significativa da tecnologia de corte de fibra é a sua eficiência energética. Para cada unidade de energia do sistema de corte de dióxido de carbono, a taxa real de utilização geral é de cerca de 8% a 10%. Em contrapartida, o usuário pode esperar maior eficiência energética com o sistema de corte a laser de fibra, que é de cerca de 25% a 30%.
Por outras palavras, o consumo global de energia do sistema de corte de fibra é cerca de 3 a 5 vezes menor do que o do sistema de corte de dióxido de carbono, resultando num aumento da eficiência energética para mais de 86%.
Os lasers de fibra possuem características de comprimento de onda curto que aumentam a absorção do feixe pelo material de corte e podem cortar materiais como latão, cobre e materiais não condutores. Um feixe mais focado produz um foco menor e uma profundidade focal mais profunda, permitindo que o laser de fibra óptica corte rapidamente materiais finos e corte com mais eficiência materiais de espessura média.
Ao cortar materiais de até 6 mm de espessura, a velocidade de corte de um sistema de corte a laser de fibra de 1,5 kW é equivalente à de um sistema de corte a laser de dióxido de carbono de 3 kW. Como o custo operacional do corte de fibra é inferior ao dos sistemas comuns de corte de dióxido de carbono, isso pode ser entendido como aumento da produção e diminuição do custo comercial.

Há também questões de manutenção a serem consideradas. O CO2 O sistema laser requer manutenção regular, incluindo manutenção e calibração do refletor, bem como manutenção regular da cavidade ressonante. No entanto, a solução de corte a laser de fibra praticamente não requer manutenção.
O CO2 sistema de corte a laser requer CO2 como o gás laser, e devido às questões de pureza do CO2 gás, a cavidade pode ficar contaminada e exigir limpeza regular. Custa pelo menos US$ 20 mil por ano para um sistema de quilowatts de dióxido de carbono. Além disso, muitos CO2 os cortes exigem turbinas de fluxo axial de alta velocidade para fornecer gás laser, e as turbinas exigem manutenção e renovação.
Finalmente, em comparação com CO2 sistemas de corte, as soluções de corte de fibra são mais compactas e têm menos impacto no meio ambiente, exigindo menos refrigeração e reduzindo significativamente o consumo de energia. As características de menor manutenção e maior eficiência tornam os sistemas de corte a laser de fibra óptica mais ecológicos, emitindo menos dióxido de carbono do que CO2 sistemas de corte a laser.
Os lasers de fibra têm uma ampla gama de aplicações, incluindo comunicação de fibra laser, construção naval industrial, fabricação de automóveis, processamento de chapas metálicas, gravação a laser, equipamentos médicos e muito mais. À medida que a tecnologia continua a se desenvolver, a gama de aplicações para lasers de fibra está se expandindo.
CO2 Laser versus laser de fibra: qual é o melhor?
Laser de fibra
Definição de laser de fibra:
Um laser de fibra é um tipo de laser que usa fibra de vidro dopada com elementos de terras raras como meio de ganho. Lasers de fibra podem ser desenvolvidos com base em amplificadores de fibra.
Princípio do laser de fibra:
Sob a ação da luz da bomba, uma alta densidade de potência pode ser formada na fibra óptica, levando à “inversão do número de partículas” do nível de energia do laser do material de trabalho do laser. Quando o circuito de feedback positivo (formando um ressonador) é adicionado corretamente, a saída de oscilação do laser pode ser gerada.
Aplicações do laser de fibra:
Os lasers de fibra têm uma ampla gama de aplicações, incluindo comunicação de fibra a laser, comunicação de longa distância espacial a laser, construção naval industrial, fabricação de automóveis, gravação a laser, marcação a laser, corte a laser, rolo de impressão, perfuração/corte/soldagem de metais e não metais ( brasagem, têmpera, revestimento e soldagem profunda), segurança militar e de defesa nacional, instrumentos e equipamentos médicos e construção de infraestrutura em grande escala, bem como a fonte de bomba de outros lasers.
Tipos de laser de fibra:
Os lasers de fibra podem ser classificados de várias maneiras, entre as quais os métodos mais comuns incluem classificação por modo de trabalho, faixa de banda e elementos de terras raras dopados dielétricos.
Os lasers de fibra podem ser classificados de várias maneiras, incluindo:
Por modo de trabalho:
- Laser de fibra contínua (usado para corte a laser, soldagem, revestimento)
- Laser de fibra quase contínuo (usado para soldagem por pontos, soldagem de costura, perfuração)
- Laser de fibra pulsado (usado para microusinagem de materiais, bisturi, microscópio, medição a laser)
Por faixa de banda:
- Laser de fibra infravermelho médio (usado para fontes de laser médico e orientação de laser)
- Laser de fibra verde (usado para diagnóstico de imagens médicas e projeção holográfica)
Por elementos de terras raras dopados:
- Laser de fibra dopada com itérbio (usado para processamento industrial, tratamento médico e defesa nacional)
- Laser de fibra dopada com érbio (usado para monitoramento ambiental a laser)
- Laser de fibra dopada com Tm (usado para corte fino a laser e hemostasia a laser)
Os lasers geralmente são nomeados com base em uma ou mais dessas categorias.
Os lasers de fibra têm uma ampla gama de aplicações e diferentes subdivisões de lasers têm características distintas e campos de aplicação adequados. Por exemplo:
- A faixa infravermelha média é segura para os olhos humanos e pode ser fortemente absorvida pela água, tornando-a uma fonte de laser médico ideal.
- A fibra dopada com érbio é amplamente utilizada no campo da comunicação por fibra óptica devido ao seu comprimento de onda adequado.
- O laser verde é essencial em entretenimento e projeção devido à sua visibilidade.
Um diagrama de aplicação da classificação de subdivisão de laser correspondente às indústrias relevantes pode ser útil para identificar usos adequados para tipos específicos de lasers.
CO2 euaser
Um laser de CO2 é um tipo de laser molecular e é um dos lasers de onda contínua (CW) de alta potência mais comuns. Seu material principal são moléculas de dióxido de carbono.
A estrutura principal de um laser de CO2 inclui um tubo de laser, um ressonador óptico, uma fonte de alimentação e uma bomba. Sua principal característica é alta potência de saída e operação contínua, mas a estrutura é complexa e o laser é grande e difícil de manter.
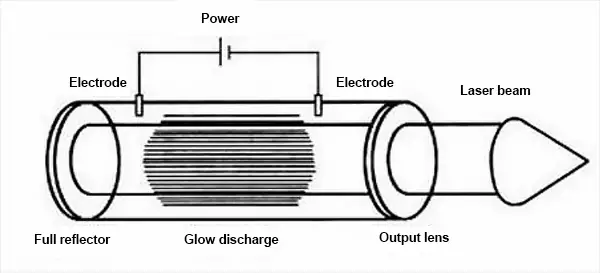
Estrutura básica do CO2 laser a gás
Realizar a inversão do número de partículas é fundamental para a luminescência de um laser de dióxido de carbono.
As substâncias de trabalho em um laser de dióxido de carbono incluem dióxido de carbono, nitrogênio e hélio.
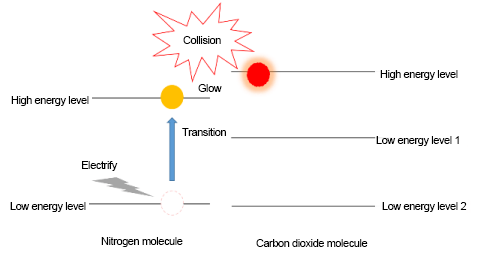
Depois que a energia CC é fornecida, as moléculas de nitrogênio no gás misturado são excitadas pelo impacto dos elétrons.
Quando as moléculas de nitrogênio excitadas colidem com as moléculas de dióxido de carbono, elas transferem energia para as moléculas de dióxido de carbono.
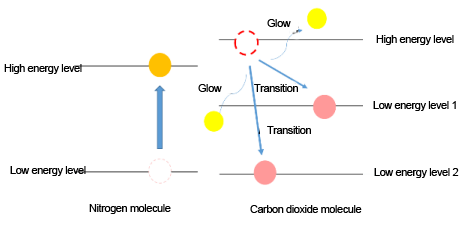
Assim, as moléculas de dióxido de carbono transitam de um nível de baixa energia para um nível de alta energia, formando inversão do número de partículas e emitindo um laser.
① As moléculas de nitrogênio colidem com as moléculas de dióxido de carbono após a excitação, de modo que o dióxido de carbono é excitado separadamente.
② A molécula excitada de dióxido de carbono salta e emite um laser
Laser de fibra vs. CO2 Laser
Fibra óptica e CO2 O laser tem suas próprias vantagens e diferentes lasers devem ser selecionados de acordo com as diferentes necessidades.
Da tecnologia de corte amplamente utilizada atualmente, laser de fibra e CO2 laser têm suas próprias vantagens e desvantagens em face de requisitos específicos de aplicação.
Eles não podem substituir-se completamente, mas precisam complementar-se e coexistir.
Pelo tipo de material de processamento, devido ao efeito de absorção, os lasers de fibra não são adequados para cortar materiais não metálicos, enquanto o CO convencional2 os lasers não são adequados para cortar materiais de alta refletividade, como cobre e alumínio.
Em termos de velocidade de corte, CO2 os lasers têm vantagens em espessuras de chapa > 6 mm, enquanto os lasers de fibra cortam chapas mais rapidamente;
A penetração da peça é necessária antes do corte a laser e a velocidade de perfuração do CO2 é significativamente mais rápido que o laser de fibra;
Em termos de qualidade da seção de corte, CO2 o laser é melhor que o laser de fibra como um todo.
Comparação entre laser de fibra e laser de dióxido de carbono
| Laser de fibra | CO2 laser | |
| Material de corte | Materiais não metálicos não podem ser cortados | Materiais altamente refletivos têm pouca adaptabilidade |
| Velocidade de corte | Vantagens óbvias abaixo de 3mm | >6 mm, CO2 é mais vantajoso |
| Eficiência de penetração | A velocidade é relativamente lenta | Quanto maior a espessura, mais óbvia será a vantagem |
| Qualidade da seção | Um pouco pior | Melhor rugosidade e verticalidade |
O laser de fibra tem maior eficiência de conversão de luz e menor usar custo.
Com base no cálculo, o custo do uso do laser de fibra é de 23,4 yuans por hora, enquanto o custo do uso do laser de dióxido de carbono é de 39,1 yuans por hora. Especificamente, o custo de energia do laser de fibra é de 7 yuans por hora, o custo de resfriamento de água é de 8,4 yuans por hora e outros custos são de 8 yuans por hora. Enquanto isso, o custo de energia do laser de dióxido de carbono é de 21 yuans por hora, o custo de resfriamento de água é de 12,6 yuans por hora e outros custos são de 5,5 yuans por hora.
Comparação de custos entre laser de fibra e CO2 laser
| Laser de fibra | CO2 Laser | |
| Potência (kw) | 3 | 3 |
| Eficiência de conversão de luz | 30% | 10% |
| Consumo de energia (kw) | 10 | 30 |
| Preço da eletricidade (yuan/kWh) | 1 | 1 |
| Duração do carregamento | 70% | 70% |
| Custo de energia (yuan/hora) | 7 | 21 |
| Potência do equipamento de refrigeração a água (kw) | 12 | 18 |
| Preço da eletricidade (yuan/kWh) | 1 | 1 |
| Duração do carregamento | 70% | 70% |
| Custo de resfriamento de água (yuan/hora) | 8.4 | 12.6 |
| Custo de consumíveis (yuan/hora) | 3 | 2,5 |
| Custo de consumo do módulo (yuan/hora) | 5 | |
| Custo de mídia (yuan/hora) | 1 | |
| Solução pontual convencional (yuan/hora) | 2 | |
| Outros custos (yuan/hora) | 8 | 5.5 |
| Custo de uso (yuan/hora) | 23.4 | 39,1 |







