Em comparação com a soldagem tradicional, a soldagem a laser oferece vários benefícios, incluindo uma pequena entrada de calor e influência térmica reduzida, altas relações de aspecto e um processo de soldagem automatizado.
As ligas de alumínio são populares por seu peso leve, alta tenacidade, alto índice de rendimento e facilidade de processamento e conformação. Eles são amplamente utilizados na produção de produtos como contêineres, máquinas, equipamentos de energia elétrica, componentes da indústria química, aviação e estruturas aeroespaciais.
A substituição da soldagem de placas de aço por ligas de alumínio pode melhorar significativamente a qualidade estrutural. O alumínio é um metal mais reativo, com baixa energia de ionização e alta condutividade térmica, mas é propenso a formar Al refratário.2Ó3 película na superfície, o que pode levar a defeitos como áreas não fundidas, poros, inclusões e trincas térmicas na solda, reduzindo assim as propriedades mecânicas da junta.
Em comparação com a soldagem a arco de argônio e tungstênio ou a soldagem a arco de argônio fundido, a soldagem a laser fornece cordões de solda estreitos, pequenas zonas afetadas pelo calor, juntas de sobreposição reduzidas, controle preciso do processo de soldagem e automação.
Atualmente, a soldagem a laser é usada principalmente na soldagem de componentes eletrônicos de paredes finas, peças estruturais e componentes aeroespaciais. A tendência futura na pesquisa de soldagem a laser envolve o desenvolvimento de lasers de fibra de 10.000 watts para soldagem de penetração profunda de chapas grandes e espessas.
Principais lasers de alta potência em aplicações de soldagem a laser
| Desempenho/tipo | Laser de dióxido de carbono | NdYAG laser |
YbYAG Laser Dac |
Laser de fibra |
|---|---|---|---|---|
| Comprimento de onda / hum | 10.6 | 1.06 | 1.06 | 1-2 |
| Eficiência de conversão elétrica/% | 12-15 | 2-6 | 20 | 8-10 |
| Densidade de potência/(MW/cm-2) | 10 | 10 | 100 | 100 |
| Potência máxima/kW) | 50 | 6 | 15 | 50 |
| Saída de feixe | Lente óptica | Fibra ótica | Fibra ótica | Fibra ótica |
| Absortividade de metal/% | 8 | 20 | 20 | 20 |
| Ciclo de manutenção/hora | 1000 | 1000 | 1oooo | 20.000 |
| Brilho do laser (103W/mm2esferorradiano)(4kW/h) | – | 7,5 (distância focal: 200; Diâmetro da fibra: 0,6 mm) |
134,2 (distância focal: 200; Diâmetro da fibra: 0,2 mm) |
264,4 (distância focal:160; Diâmetro da fibra: 0,1 mm) |
CO2 laser a gás
O meio de trabalho para CO2 lasers é CO2 gás, e com comprimento de onda de saída de 10,6 μm, pode ser classificado em fluxo cruzado e fluxo axial com base na estrutura de excitação do laser.
Enquanto o fluxo cruzado de CO2 os lasers atingiram uma potência de saída de 150KW, a qualidade do feixe não é adequada para soldagem. Por outro lado, o fluxo axial CO2 os lasers têm uma boa qualidade de feixe e podem ser utilizados para soldar ligas de alumínio com alta refletividade do laser.
Laser de estado sólido YAG
O meio de trabalho para sistemas de laser inclui rubi, vidro de neodímio e granada de ítrio-alumínio dopada com neodímio (YAG), com comprimento de onda de saída de 1,06 μm.
Comparado ao CO2 lasers, os lasers YAG são mais facilmente absorvidos pelo metal e são menos afetados pelo plasma. Além disso, os lasers YAG oferecem os benefícios da transmissão por fibra óptica, operações de soldagem flexíveis e fácil acesso à posição da solda.
Atualmente, os lasers YAG são os principais sistemas laser utilizados para soldagem de estruturas de ligas de alumínio.
Laser de fibra YLR
O laser de fibra YLR é uma tecnologia de laser mais recente desenvolvida após 2002. Ele utiliza fibra óptica como material de matriz, dopada com diferentes íons de terras raras e tem uma faixa de comprimento de onda de saída de 1,08 μm, que também é transmitida através de fibra óptica.
O laser de fibra apresenta uma revolucionária estrutura de fibra dupla, que aumenta o comprimento da bomba e melhora a eficiência da bomba, resultando em uma potência de saída bastante melhorada em comparação com os lasers de fibra tradicionais.
Comparados aos lasers YAG, os lasers de fibra YLR foram desenvolvidos posteriormente, mas oferecem vantagens como tamanho pequeno, baixos custos operacionais, alta qualidade de feixe e alta potência do laser.
Classificação e soldabilidade da liga de alumínio
O alumínio e as ligas de alumínio podem ser divididos em:
- Série 1000 (alumínio puro industrial)
- Série 2000 (série Al-Cu)
- Série 3000 (série Al-Mn)
- Série 4000 (Al-Si)
- Série 5000 (Al-Mg)
- Série 6000 (Al-Mg-Si)
- Série 7000 (Al-Zn-Mg-Cu)
As ligas de alumínio podem ser divididas em duas categorias com base nas características do processo: ligas de alumínio deformadas e ligas de alumínio fundido. As ligas de alumínio deformadas podem ser divididas em duas subcategorias: ligas de alumínio reforçadas não tratadas termicamente e ligas de alumínio reforçadas tratadas termicamente.
Cada tipo de liga de alumínio possui propriedades de soldagem exclusivas. Por exemplo, alumínio não tratado termicamente e ligas de alumínio nas séries 1000, 3000 e 5000 têm boa soldabilidade. As ligas da série 4000 apresentam baixa sensibilidade à trinca.
No entanto, quando o teor de magnésio atinge 2% nas ligas da série 5000, a liga fica propensa a rachar. Embora o aumento do teor de magnésio melhore o desempenho da soldagem, diminui a ductilidade e a resistência à corrosão da liga.
Por outro lado, as ligas das séries 2000, 6000 e 7000 são mais suscetíveis a trincas a quente, apresentam má formação de costura de soldagem e apresentam uma redução significativa na dureza do envelhecimento após a soldagem.
Portanto, é crucial adotar medidas tecnológicas adequadas para a soldagem de ligas de alumínio e selecionar o método de soldagem e o material de enchimento corretos para obter boas juntas soldadas. Antes da soldagem, o material deve passar por tratamento superficial, incluindo remoção de sujeira oleosa com solventes orgânicos, imersão em solução de NaOH, enxágue da superfície com água corrente e realização de tratamento fotoquímico.
As soldagens processadas também devem passar por experimentos de processo de soldagem dentro de 24 horas.
Aplicação de estrutura de soldagem a laser da liga de alumínio
Desde a década de 1990, os avanços na ciência e tecnologia e o desenvolvimento de lasers de alta potência e alto brilho levaram ao crescimento da tecnologia de soldagem a laser e à sua crescente maturidade em termos de integração, inteligência, flexibilidade e diversidade. Tem havido uma atenção crescente à aplicação da soldagem a laser em estruturas de liga de alumínio em diversas indústrias, tanto nacional quanto internacionalmente.
Atualmente, alguns fabricantes de automóveis na China já adotaram a tecnologia de soldagem a laser em alguns de seus novos modelos. À medida que a tecnologia de soldagem a laser para placas espessas de liga de alumínio continua a se desenvolver, espera-se que ela seja usada no futuro para a estrutura de veículos blindados.
A fim de alcançar uma fabricação leve, a aplicação e pesquisa de soldagem a laser em estruturas sanduíche de liga de alumínio é um foco atual de pesquisa na fabricação estrutural de navios e trens de alta velocidade.
As ligas de alumínio também são um importante material metálico para estruturas aeroespaciais, razão pela qual países desenvolvidos como Japão, Estados Unidos, Grã-Bretanha e Alemanha colocam grande ênfase na pesquisa da tecnologia de soldagem a laser de ligas de alumínio.
Com o avanço da tecnologia de soldagem a laser de fibra, a soldagem a laser de fibra e a tecnologia de soldagem híbrida a arco a laser tornaram-se o foco da tecnologia de soldagem de liga de alumínio no campo de fabricação de aviação em países avançados, particularmente para soldagem de placas espessas e soldagem de metais diferentes.
Por exemplo, o projeto americano NALI está conduzindo pesquisas sobre soldagem a laser de fibra e tecnologia de soldagem híbrida a arco laser para a estrutura da câmara de combustão de aeronaves civis e motores de aeronaves JSF.
Características da soldagem a laser de liga de alumínio
Em comparação com a soldagem por fusão convencional, a soldagem a laser de liga de alumínio oferece vantagens como aquecimento concentrado, uma grande relação profundidade/largura de solda e redução da deformação da estrutura de soldagem. No entanto, também existem algumas limitações, incluindo:
- O pequeno diâmetro do ponto de foco do laser requer alta precisão na soldagem e montagem da peça. Geralmente, a folga de montagem e o desalinhamento devem ser inferiores a 0,1 mm ou 10% da espessura da placa, tornando um desafio a implementação de estruturas de solda tridimensionais complexas.
- A alta refletividade das ligas de alumínio aos lasers, de até 90% à temperatura ambiente, significa que a soldagem por penetração profunda de ligas de alumínio a laser requer alta potência.
Pesquisas sobre soldagem a laser de chapas de liga de alumínio mostram que:
A soldagem por penetração profunda a laser de ligas de alumínio depende tanto da densidade de potência do laser quanto da energia linear. Esses dois fatores impactam conjuntamente no comportamento da poça fundida durante o processo de soldagem e se refletem nas características da solda.
Para otimizar o processo de soldagem de penetração total, a relação da largura posterior dos parâmetros característicos de formação da solda pode ser usada para avaliar sua eficácia.
- As ligas de alumínio têm baixo ponto de fusão e boa fluidez do metal líquido, o que pode resultar em forte vaporização do metal sob a influência de lasers de alta potência. A nuvem de vapor metálico/plasma fotoinduzido que se forma com o efeito buraco de fechadura pode afetar a absorção da energia do laser pela liga de alumínio durante a soldagem, causando instabilidade no processo de soldagem de penetração profunda e levando a defeitos como porosidade, colapso superficial e corte inferior.
- A soldagem a laser possui altas velocidades de aquecimento e resfriamento, resultando em maior dureza da solda em comparação à soldagem a arco. No entanto, a perda por queima de elementos de liga durante a soldagem a laser de liga de alumínio pode afetar seu efeito de fortalecimento, levando a uma redução na resistência da junta soldada de liga de alumínio devido ao amolecimento.
Assim, o principal desafio na soldagem a laser de ligas de alumínio é controlar os defeitos da solda e melhorar as propriedades das juntas soldadas.
Os principais problemas existentes na soldagem a laser de ligas de alumínio
A soldagem a laser utiliza o laser como uma fonte de luz de alta densidade que oferece aquecimento rápido e solidificação instantânea, com uma proporção de aspecto de até 12:1. No entanto, devido à alta refletividade e boa condutividade térmica das ligas de alumínio, bem como ao efeito de proteção do plasma, é provável que ocorram defeitos durante o processo de soldagem.
Os dois defeitos mais significativos são poros e fissuras térmicas. O desafio na soldagem a laser de liga de alumínio é melhorar efetivamente a absorção da luz laser pelo material devido ao seu forte reflexo.
O processo de soldagem a laser para ligas de alumínio é mais complexo, sendo fundamental melhorá-lo e aperfeiçoá-lo devido às características da própria liga de alumínio.
Taxa de absorção do laser
Quanto maior a taxa de absorção do laser pelo material, ou quanto menor o coeficiente de transferência de calor e o coeficiente de condutividade de temperatura, mais fácil a energia do laser é absorvida pela superfície do material, levando a um rápido aumento na temperatura da superfície e ao derretimento ou evaporação do material.
A Tabela 1 mostra a refletividade de vários metais para lasers com diferentes comprimentos de onda.
Tabela 1 A refletividade dos metais para lasers de diferentes comprimentos de onda à temperatura ambiente (%)
| λ/μm | Ag | Al | Cu | Cr | Não | Aço |
|---|---|---|---|---|---|---|
| 0,7 | 95 | 77 | 82 | 56 | 68 | 58 |
| 1.06 | 97 | 80 | 91 | 58 | 75 | 63 |
| 10.6 | 99 | 98 | 98 | 93 | 95 | 93 |
A refletividade de diferentes metais diminui à medida que o comprimento de onda se torna mais curto, com a refletividade de Ag, Al e Cu para a luz laser chegando a 90% ou mais. Isso aumenta significativamente a dificuldade do processamento a laser.
À temperatura ambiente, a taxa de absorção de CO2 lasers por ligas de alumínio é muito baixo, com 98% da energia do laser sendo refletida pela superfície da liga de alumínio. A refletividade dos lasers Nd:YAG também é de até 80%.
É claro que as ligas de alumínio apresentam alta refletividade à luz laser e baixa taxa de absorção, devido à sua alta densidade de elétrons livres. A forte vibração das ondas eletromagnéticas leves resulta na geração de ondas refletidas fortes e ondas transmitidas mais fracas. As ondas refletidas não são facilmente absorvidas pela superfície da liga de alumínio, levando à sua alta refletividade aos lasers à temperatura ambiente.
Indução e estabilização de “pequenos furos”
No processo de soldagem a laser, quando a densidade de energia do laser excede 3,5*106C/cm2, íons serão gerados. Este método de soldagem é feito através de soldagem de penetração profunda e é baseado no efeito “pequeno furo”. A presença de “pequenos furos” aumenta significativamente a taxa de absorção do material pelo laser e resulta em um bom efeito de soldagem ao fundir a soldagem em alta densidade de energia.
O principal desafio na soldagem a laser de ligas de alumínio é induzir e manter a estabilidade de pequenos furos, o que se deve tanto às propriedades do material das ligas de alumínio quanto às propriedades ópticas do feixe de laser. Conforme mencionado anteriormente, o alumínio reflete 80% da energia à temperatura ambiente e tem boa condutividade térmica, exigindo um grande limite de densidade de energia do laser para produzir “pequenos furos”.
Uma vez que a potência de entrada ultrapassa este valor, a transmissão da energia do laser para o material não é mais limitada pela condução de calor, e a soldagem é realizada por penetração profunda. A radiação laser causa forte evaporação do metal base e forma uma ranhura de evaporação. O feixe de laser penetra no material através desta ranhura, resultando em um aumento acentuado na profundidade e na eficiência da solda.
Para materiais altamente refletivos, como ligas de alumínio e ligas de cobre, é necessária uma grande densidade de potência durante a soldagem. Isto impõe certos requisitos à seleção de modelos de soldagem e lentes de colimação e foco.
Propriedades mecânicas de soldas
O fortalecimento por refinamento, o fortalecimento por solução sólida e o fortalecimento por precipitação por envelhecimento são três maneiras diferentes de fortalecer as ligas de alumínio. Apesar desses mecanismos, a grande quantidade de evaporação de elementos de liga de baixo ponto de fusão, como Mg e Zn, durante a soldagem a laser faz com que a solda afunde e reduza sua dureza e resistência.
Durante o rápido processo de solidificação, a transformação da estrutura reforçada de granulação fina em uma estrutura fundida resulta em uma diminuição na dureza e na resistência. Além disso, a presença de trincas e poros na solda diminui a resistência à tração.
Concluindo, o amolecimento das juntas é outro desafio na soldagem a laser de ligas de alumínio.
Estômago
Existem dois tipos principais de poros no processo de soldagem a laser de ligas de alumínio: poros de gás hidrogênio e poros de colapso em formato de fechadura.
(1) Poros de hidrogênio: As ligas de alumínio formam uma película de óxido em sua superfície em altas temperaturas, que absorve facilmente a umidade do ambiente. Quando aquecida por um laser, a água se decompõe em hidrogênio, e a solubilidade do hidrogênio no alumínio líquido é cerca de 20 vezes maior do que no alumínio sólido. Durante a rápida solidificação da liga, a solubilidade do hidrogênio diminui drasticamente quando ele passa do alumínio líquido para o estado sólido. Se o excesso de hidrogênio no alumínio líquido não subir e transbordar suavemente, formará poros de hidrogênio. Esses poros são geralmente de formato regular e maiores em tamanho que os dendritos, e os padrões de solidificação dos dendritos podem ser vistos na superfície interna.
(2) Colapso do buraco da fechadura: O furo de soldagem está em equilíbrio com sua própria gravidade e pressão atmosférica. Uma vez que esse equilíbrio é perturbado, o metal líquido na poça fundida não consegue fluir e preencher com o tempo, resultando em furos irregulares. Estudos descobriram que o conteúdo de magnésio da parede interna do furo é cerca de 4 vezes maior que o da vizinhança da solda. Como a taxa de resfriamento da soldagem a laser é muito rápida, o problema dos poros do gás hidrogênio é mais grave e há mais furos causados pelo colapso de pequenos furos na soldagem a laser.
Fissuração térmica
A liga de alumínio é uma liga eutética comum que é propensa a trincas a quente durante a soldagem, incluindo trincas de cristalização de solda e trincas de liquefação HAZ (zona afetada pelo calor). Normalmente, as fissuras de cristalização aparecem na zona de solda, enquanto as fissuras de liquefação aparecem perto da junta. Entre as ligas de alumínio, as ligas Al-Mg-Si da série 6000 são particularmente suscetíveis a trincas.
O metal base é submetido a rápido aquecimento e resfriamento, o que pode levar ao processo instantâneo de solidificação e cristalização. O grande grau de sub-resfriamento durante este processo faz com que os grãos de cristal cresçam perpendicularmente ao centro da solda, formando compostos eutéticos de baixo ponto de fusão, como Al-Si ou Mg-Si, Al-Mg2Si e outros. Isso enfraquece a força de ligação do plano cristalino, tornando-o mais propenso a rachaduras sob estresse térmico.
No processo de soldagem de liga de alumínio, elementos de baixo ponto de ebulição, como Mg, Zn, Mn e Si, são facilmente evaporados e queimados. Quanto mais lenta a velocidade de soldagem, mais severa será a queima, o que altera a composição química do metal de solda. Devido à segregação dos componentes na zona de solda, ocorre segregação eutética e fusão dos limites dos grãos, levando a trincas de liquefação nos limites dos grãos sob tensão, reduzindo o desempenho da junta soldada.
Processo de soldagem a laser de liga de alumínio
Para obter sucesso na soldagem a laser de ligas de alumínio e resolver os problemas mencionados anteriormente, diversas abordagens são comumente adotadas.
Dispositivo de proteção contra gás
Um dos fatores mais importantes que afetam a perda de elementos de baixo ponto de fusão em ligas de alumínio durante a soldagem é a pressão do gás expelido do bico. Para mitigar este problema, o diâmetro do bocal pode ser reduzido e a pressão do gás e a vazão podem ser aumentadas. Isso reduzirá a perda por queima de elementos como Mg e Zn durante o processo de soldagem e também aumentará a penetração.
Existem dois métodos de sopro disponíveis: sopro direto e sopro lateral. Além disso, é possível explodir a soldagem para cima e para baixo simultaneamente. A escolha do método de sopro deve ser determinada com base nas circunstâncias específicas durante a soldagem.
Tratamento da superfície
A liga de alumínio tem uma forte reação à energia do laser. A preparação adequada da superfície da liga de alumínio, como oxidação anódica, polimento eletrolítico, jato de areia, etc., pode melhorar muito a absorção de energia do feixe na superfície.
A pesquisa mostrou que a remoção do filme de óxido das ligas de alumínio aumenta sua tendência de formar rachaduras de cristalização. Para evitar danificar o estado da superfície da liga de alumínio e ao mesmo tempo simplificar o processo de soldagem a laser, a temperatura da superfície da peça pode ser aumentada antes da soldagem, o que aumentará a taxa de absorção do laser pelo material.
Parâmetros de laser
A soldagem a laser é dividida em duas categorias: lasers pulsados e lasers contínuos. Os lasers pulsados com comprimento de onda de 1.064 nm têm um feixe altamente concentrado e a energia do pulso de ponto único é maior do que a dos lasers contínuos. No entanto, a energia dos lasers pulsados é geralmente limitada, tornando-os mais adequados para soldagem de materiais de paredes finas.
Soldagem em modo pulso
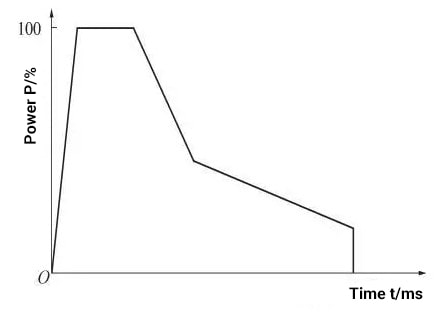
Ao realizar soldagem a laser, é importante selecionar a forma de onda de soldagem apropriada. As formas de onda de pulso comuns incluem onda quadrada, onda de pico e onda de pico duplo. Normalmente, as ondas de pulso duram na faixa de milissegundos. Durante um pulso de laser, a refletividade do metal muda drasticamente. As ligas de alumínio têm alta refletividade à luz, o que significa que 60-98% da energia do laser que atinge a superfície do material pode ser perdida devido à reflexão. Essa refletividade muda com a temperatura da superfície.
Onda acentuada e onda de pico duplo são as melhores opções para soldagem de liga de alumínio, pois a fase ascendente da forma de onda fornece mais energia para derreter a liga de alumínio. Uma vez formado um “pequeno furo” na peça de trabalho, a taxa de absorção do metal líquido pelo laser aumenta rapidamente durante a soldagem de penetração profunda. Neste ponto, é importante reduzir rapidamente a energia do laser e realizar a soldagem com baixa potência para evitar respingos.
A parte mais lenta da forma de onda de soldagem tem uma largura de pulso mais longa, o que reduz efetivamente a formação de poros e rachaduras. Esta forma de onda faz com que a solda seja derretida e solidificada repetidamente, reduzindo a taxa de solidificação da poça fundida. A forma de onda pode ser ajustada conforme necessário ao soldar diferentes tipos de amostras.
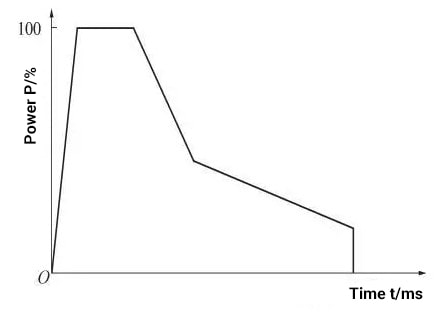
Figura 1 Forma de onda de pulso de soldagem de liga de alumínio
A seleção da quantidade apropriada de desfocagem também pode minimizar a formação de poros. A mudança na desfocagem tem um impacto significativo na formação da superfície da solda e na penetração. A desfocagem negativa pode aumentar a penetração, enquanto a desfocagem positiva na soldagem por pulso pode tornar a superfície da solda mais lisa e visualmente mais atraente.
Devido à alta refletividade das ligas de alumínio à energia do laser, a cabeça de soldagem geralmente é inclinada para evitar que o feixe de laser seja refletido verticalmente e danifique a lente de foco do laser. O diâmetro da junta de solda e a superfície de ligação efetiva aumentam à medida que o ângulo de inclinação do laser aumenta. A maior junta de solda e a superfície de ligação eficaz são alcançadas quando o ângulo de inclinação do laser é de 40°. Porém, a penetração do ponto de soldagem e a penetração efetiva diminuem com o aumento do ângulo de inclinação do laser e, quando excede 60°, a penetração efetiva da soldagem diminui para zero. Inclinar a cabeça de soldagem em um determinado ângulo pode aumentar a profundidade de penetração e a largura da solda.
Além disso, é importante observar que quanto mais rápida for a velocidade de soldagem, maior será o risco de trincas. Isso ocorre porque uma velocidade de soldagem rápida leva a um grande grau de sub-resfriamento, fazendo com que os grãos na zona de solda sejam refinados e um grande número de “feixes de cristais” cresçam na mesma direção, o que aumenta a probabilidade de formação de rachaduras no cristal. plano entre esses cristais de feixe. Se a velocidade de soldagem for muito rápida, a profundidade de penetração da soldagem será relativamente rasa.
Soldagem em modo contínuo
A soldagem a laser tradicional pode resultar em fragilização ou rachaduras. Em contraste, a soldagem a laser contínua não tem o mesmo processo repentino de resfriamento e aquecimento que a soldagem a laser pulsado, levando a menos rachaduras durante o processo de soldagem. Além disso, a soldagem a laser de fibra da maioria das ligas de alumínio resulta em maior tenacidade após a soldagem e reduz o risco de fragilidade.
A soldagem a laser pulsado é adequada para soldagem de alumínio puro industrial, com pouco risco de trincas após a soldagem. No entanto, algumas indústrias podem exigir polimento de superfície pós-soldagem, e a soldagem a laser pulsado pode causar amolgadelas e aumentar a quantidade de polimento necessária, levando a um aumento no tempo de processamento e nos custos de produção. Lasers contínuos podem resolver esses problemas.
Conforme mostrado na Figura 2, a comparação da costura de soldagem do invólucro da bateria após a soldagem a laser pulsado e a soldagem a laser contínua demonstra as vantagens da soldagem a laser contínua. As juntas de solda por impulso são irregulares e possuem superfícies rebaixadas e amassadas, com muitos respingos e menor resistência pós-soldagem. Em contraste, a soldagem a laser contínua resulta em uma superfície de costura de solda lisa e uniforme, livre de defeitos e respingos, sem rachaduras encontradas na costura de solda.
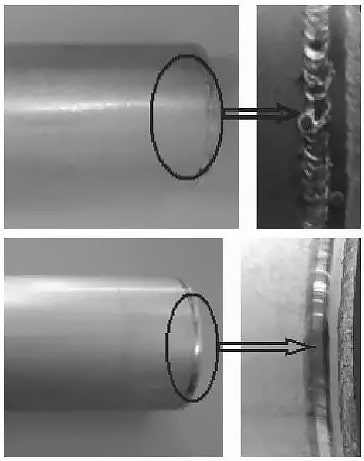
Figura 2 Soldagem pulsada e contínua da liga Al-Mn
Crateras de arco são uma ocorrência comum durante a soldagem a arco de argônio, e o mesmo pode ocorrer durante a soldagem a laser. Para minimizar o aparecimento de pequenas crateras, um estágio de subida e descida lenta pode ser definido na forma de onda durante a soldagem, e a velocidade de soldagem pode ser aumentada conforme necessário.
A soldagem a laser contínua tem inúmeras vantagens na soldagem de ligas de alumínio. Em comparação com os métodos tradicionais de soldagem, a soldagem a laser contínua é mais eficiente e elimina a necessidade de enchimento de arame. Em comparação com a soldagem a laser pulsado, a soldagem a laser contínua elimina defeitos como rachaduras, poros e respingos e garante que a liga de alumínio tenha boas propriedades mecânicas após a soldagem. Além disso, não haverá amassados após a soldagem e a quantidade de polimento e retificação necessária será reduzida, economizando nos custos de produção.
No entanto, é importante notar que os lasers contínuos têm um tamanho de ponto relativamente pequeno, portanto a precisão da montagem da peça deve ser alta.
Apresentando elementos de liga
A prevenção de trincas térmicas é uma tecnologia crítica para soldagem a laser de ligas de alumínio, especialmente para as ligas da série 6000, que são altamente sensíveis a trincas. Se o teor de ω(Mg2Si) atingir 1%, é provável que ocorram trincas a quente. Para reduzir o risco de rachaduras, elementos de liga adequados podem ser adicionados para ajustar a composição química da poça fundida, como a adição de pó de Al-Si ou Al-Mg-Si.
Além disso, a alimentação do arame pode melhorar o efeito de soldagem e produzir uma costura de solda uniforme com maior dureza. A introdução de material de adição aumenta o teor de Mg e Si no dendrito na zona de fusão, levando a um aumento na resistência da junta devido ao efeito de fortalecimento da solução sólida β”.
Normalmente, as ligas de alumínio 6063 e 6082 são preenchidas com fios de soldagem Al-5Si e Al-7Si, enquanto as placas 6013 e 6056 são soldadas com CO2 e Nd:YAG, respectivamente, e preenchidos com fios de soldagem Al-12Si.
Outros métodos de processo
Visando estabilidade e qualidade na soldagem a laser de ligas de alumínio.
O foco atual da pesquisa em soldagem a laser de ligas de alumínio é o uso de um processo compósito que combina a alta densidade de energia dos feixes de laser com a ampla faixa de aquecimento dos arcos, utilizando as forças de ambas as fontes de calor e melhorando suas características de alta densidade de energia e estabilidade. arcos.
Para materiais com alta refletividade, como ligas de alumínio, a soldagem a laser híbrida pode pré-aquecer ou derreter a superfície do material usando a energia do arco, melhorando significativamente a absorção da energia do laser pela liga de alumínio.
Shida et al. utilizou com sucesso um laser de CO2 de 10 kW em conjunto com arcos TIG e MIG para soldar ligas de alumínio. A introdução de arcos melhorou a taxa de utilização da energia do laser e aumentou a taxa de penetração da solda em 5-20%. O resultado foi uma superfície de solda lisa e bem formada.
A soldagem híbrida a laser aumenta o tamanho da poça fundida e modifica as condições de fluxo do material no estado fundido através do acoplamento de feixes de laser e arcos, o que é benéfico na eliminação de poros.
A eliminação de furos de ar na soldagem de ligas de alumínio também pode ser alcançada através da soldagem de feixe duplo. Um laser de fibra contínua de 6 kW foi usado para soldagem de topo de feixe duplo da liga de alumínio 5052, e os efeitos dos modos de soldagem paralela e serial de dois feixes e diferentes velocidades de soldagem na morfologia e estrutura da costura foram estudados. A pesquisa descobriu que a soldagem paralela de feixe duplo resultou em grandes furos nas soldas, enquanto a soldagem em série de ligas de alumínio produziu boa formação de solda sem poros.
Tecnologia de controle de defeitos de soldagem a laser de liga de alumínio
Sob a influência de lasers de alta potência, os principais defeitos na soldagem de penetração profunda a laser de ligas de alumínio são porosidade, colapso superficial e corte inferior. O colapso da superfície e os defeitos de corte inferior podem ser melhorados por meio de soldagem com preenchimento de fio a laser ou soldagem híbrida com arco a laser. No entanto, controlar os defeitos de porosidade é um desafio.
A pesquisa mostrou que existem dois tipos de poros característicos na soldagem de penetração profunda a laser de ligas de alumínio. Um tipo são os poros metalúrgicos, causados pela contaminação do material ou intrusão de ar durante o processo de soldagem, semelhante à soldagem por fusão a arco. O outro tipo é a porosidade do processo, causada pela flutuação instável de pequenos furos inerentes ao processo de soldagem por penetração profunda a laser.
Durante a soldagem de penetração profunda a laser, o pequeno furo geralmente fica atrás do movimento do feixe devido à viscosidade do metal líquido, e seu diâmetro e profundidade flutuam sob a influência do plasma/vapor metálico. À medida que a viga se move e o metal da poça derretida flui, a soldagem de penetração profunda incompleta é fechada devido ao fluxo do metal da poça derretida, fazendo com que bolhas apareçam na ponta do pequeno orifício. Na soldagem de penetração profunda e penetração total, bolhas aparecem na cintura do pequeno orifício no meio.
Essas bolhas migram e rolam com o fluxo do metal líquido, escapam da superfície da poça derretida ou são empurradas de volta para o pequeno orifício. Quando as bolhas são solidificadas pela poça de fusão e capturadas pela frente metálica, elas se tornam poros de solda.
Os poros metalúrgicos podem ser controlados através do tratamento de superfície pré-soldagem e proteção adequada do gás durante o processo de soldagem. A chave para controlar os poros do processo é garantir a estabilidade durante o processo de soldagem por penetração profunda a laser.
De acordo com pesquisas sobre tecnologia doméstica de soldagem a laser, o controle de furos de ar na soldagem de penetração profunda a laser de liga de alumínio requer a consideração de todos os links, inclusive antes da soldagem, o processo de soldagem e o tratamento pós-soldagem. Isto pode ser alcançado através dos seguintes novos processos e tecnologias.
Método de tratamento pré-soldagem
O tratamento de superfície pré-soldagem é um método eficaz para controlar os poros metalúrgicos na soldagem a laser de ligas de alumínio. Os métodos comuns de tratamento de superfície incluem limpeza física mecânica e limpeza química. Recentemente, também surgiu a limpeza por impacto a laser, o que aprimora ainda mais a automação da soldagem a laser.
Controle de otimização de estabilidade de parâmetros
Os parâmetros do processo de soldagem a laser de liga de alumínio normalmente incluem potência do laser, desfocagem, velocidade de soldagem e composição e fluxo de proteção de gás. Esses parâmetros não afetam apenas o efeito protetor da área de soldagem, mas também afetam a estabilidade do processo de soldagem por penetração profunda a laser, o que por sua vez afeta a porosidade da solda.
Através da soldagem por penetração profunda a laser de chapas de liga de alumínio, descobriu-se que a estabilidade da penetração em pequenos furos influencia a estabilidade da poça fundida, o que impacta a formação da solda e resulta em defeitos de porosidade. Além disso, a estabilidade da soldagem de penetração profunda a laser está relacionada à correspondência entre a densidade de potência do laser e a energia linear.
Portanto, determinar parâmetros de processo razoáveis para a formação estável da solda é um método eficaz para controlar a porosidade da soldagem a laser de ligas de alumínio. Os resultados da pesquisa sobre características de formação de solda estável de penetração total mostraram que a relação entre a largura posterior da solda e a largura da superfície da solda (proporção da largura posterior da solda) pode ser usada para avaliar a formação da solda e a estabilidade das folhas de liga de alumínio.
Ao combinar adequadamente a densidade de potência do laser e a energia da linha durante a soldagem a laser de placas finas, uma certa proporção de largura posterior da solda pode ser garantida, controlando efetivamente a porosidade da solda.
Soldagem a laser de ponto duplo
Soldagem a laser de ponto duplo refere-se a um processo de soldagem onde dois feixes de laser focados atuam simultaneamente na mesma poça de fusão. Na soldagem de penetração profunda a laser, uma das principais causas da porosidade da solda é o fechamento do gás no pequeno orifício da poça de fusão.
Ao utilizar a soldagem a laser de ponto duplo, a abertura do pequeno furo é aumentada devido à influência de duas fontes de luz, facilitando o escape do vapor metálico interno e melhorando a estabilidade do pequeno furo, reduzindo assim a porosidade da solda.
Estudos sobre soldagem a laser de ligas de alumínio A356, AA5083, 2024 e 5A90 mostraram que a soldagem a laser de ponto duplo pode reduzir significativamente a porosidade da solda.
Soldagem híbrida a arco laser
A soldagem híbrida a arco a laser é um método de soldagem no qual tanto o laser quanto o arco influenciam a mesma poça fundida. Normalmente, o laser é a principal fonte de calor, e a interação entre o laser e o arco aumenta a penetração e a velocidade de soldagem da soldagem a laser, ao mesmo tempo que reduz a precisão da montagem da soldagem.
A utilização do fio de adição auxilia no controle da microestrutura e das propriedades das juntas soldadas, e o efeito auxiliar do arco melhora a estabilidade dos furos de soldagem a laser, contribuindo para a redução da porosidade da solda.
No processo de soldagem híbrida a arco laser, o arco afeta o vapor metálico/nuvem de plasma gerada pelo processo a laser, promovendo a absorção da energia do laser e a estabilidade de pequenos furos.
Estudos sobre soldagem híbrida a arco laser de ligas de alumínio confirmaram sua eficácia na redução da porosidade da solda.
Soldagem a laser de fibra
O efeito buraco de fechadura na soldagem de penetração profunda a laser ocorre devido à forte vaporização do metal sob a influência do laser. A força da vaporização do metal está intimamente ligada à densidade de potência do laser e à qualidade do feixe, afetando tanto a penetração da soldagem a laser quanto a estabilidade dos buracos de fechadura.
Seiji et al. estudou o laser de fibra de alta potência em aço inoxidável SUS304 e mostrou que:
Durante a soldagem de alta velocidade, a poça derretida se alonga, os respingos são controlados, as pequenas flutuações do furo são estáveis e não há bolhas na ponta do pequeno furo. Quando um laser de fibra é usado para soldagem em alta velocidade de ligas de titânio e ligas de alumínio, uma solda sem poros também pode ser produzida.
Pesquisa sobre tecnologia de controle de gás de proteção para soldagem a laser de fibra de liga de titânio por Allen et al. écomo é isso:
Ao controlar a posição do gás de proteção da soldagem, é possível evitar o envolvimento do gás, diminuir o tempo de fechamento do pequeno furo, estabilizar o pequeno furo da soldagem e alterar o comportamento de solidificação da poça fundida, reduzindo assim a porosidade da solda.
Soldagem a laser pulsado
Comparado à soldagem a laser contínua, o modo pulsado da saída do laser pode melhorar o fluxo periódico e constante da poça fundida, o que ajuda na liberação de bolhas e reduz a porosidade da solda.
TY Kuo e SL Jeng investigaram o impacto do modo de saída de potência de soldagem a laser YAG na porosidade e nas características de soldas feitas de aço inoxidável SUS 304L e superliga Inconel 690.
Os resultados indicam que para a soldagem a laser pulsado de onda quadrada, à medida que a potência base aumenta para 1700W, a porosidade da solda diminui com o aumento da amplitude do pulso ΔP. Especificamente, a porosidade do aço inoxidável diminui de 2,1% para 0,5%, e a da superliga diminui de 7,1% para 0,5%.
Tecnologia de tratamento composto pós-solda
Em aplicações práticas de engenharia, apesar do rigoroso tratamento de superfície antes da soldagem e de um processo de soldagem estável, a porosidade ainda é um problema comum na soldagem a laser de ligas de alumínio.
Portanto, métodos de tratamento pós-soldagem para eliminar a porosidade são cruciais.
Atualmente, o principal método utilizado é a soldagem modificada.
Um desses métodos para eliminar a porosidade interna e de contração em peças fundidas de liga de alumínio é a tecnologia de prensagem isostática a quente.
Ao combinar isso com o tratamento térmico sob tensão após a soldagem a laser de liga de alumínio, é formado um processo composto de prensagem isostática a quente e tratamento térmico de componentes de soldagem a laser de liga de alumínio. Isto não só elimina a porosidade da solda, mas também melhora o desempenho da junta.
Conclusão
A aplicação da soldagem a laser de alta potência em ligas de alumínio ainda apresenta muitos desafios devido às suas características únicas.
Um dos principais desafios é controlar os defeitos de porosidade da solda e melhorar a qualidade da soldagem.
Para melhorar a estabilidade do processo de soldagem e controlar a porosidade na soldagem a laser de ligas de alumínio, é essencial uma abordagem abrangente que considere todos os aspectos, desde a pré-soldagem até o processo de soldagem e tratamento pós-soldagem.
Para enfrentar este desafio, várias novas tecnologias e processos foram desenvolvidos, incluindo limpeza a laser antes da soldagem, otimização dos parâmetros do processo de soldagem através do controle da relação de largura posterior, soldagem a laser de feixe duplo, soldagem híbrida arco-laser, soldagem a laser pulsado e laser de fibra óptica. Soldagem.







