
“Redondo”
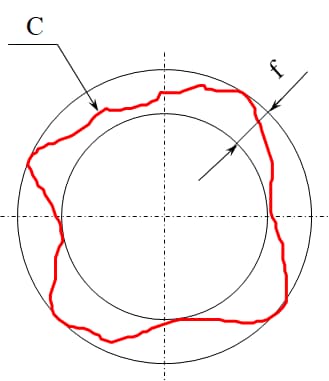
Na JIS B0621-1984, a definição e expressão do desvio de forma e posição, a redondeza é definida como “o desvio do círculo geométrico de um corpo circular”. O método de representação é registrado como “quando a circularidade de um corpo circular (C) é imprensada por dois círculos geométricos concêntricos, o intervalo mínimo entre os dois círculos concêntricos é expresso como a diferença de raio dos dois círculos (f), e a circularidade é expresso em milímetros ou micrômetros.
Para componentes rotativos, o problema imediato a ser abordado é como avaliar a sua verdadeira forma circular, que começa com “tolerância de circularidade”
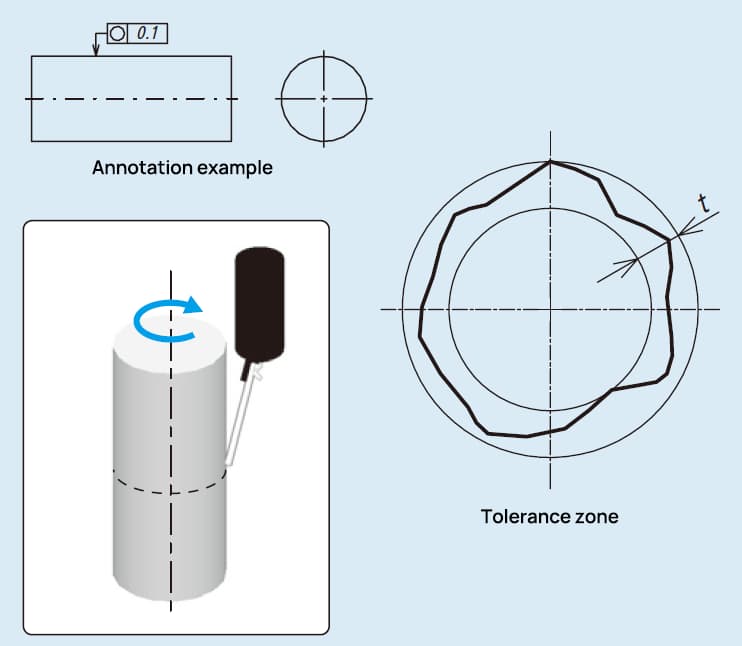
O que é “tolerância à redondeza”?
A zona de tolerância de redondeza refere-se à zona de tolerância entre dois círculos concêntricos da mesma seção. Conforme mostrado na figura, a circunferência extraída deve ser limitada dentro da zona de tolerância entre dois círculos concêntricos coplanares com uma diferença de raio de t.
Por que ocorre a tolerância à circularidade e à cilindricidade? Geralmente existem estes motivos:
- Vibração de máquinas de processamento causando baixa circularidade e cilindricidade;
- Deterioração da parte rotativa da máquina de processamento, levando a uma circularidade e cilindricidade deficientes;
- Mau formato do furo central, levando a uma circularidade e cilindricidade deficientes;
- Redondeza e cilindricidade são ruins devido à deformação do processamento anterior ao retificar com retificadora centerless;
- Dispositivo de fixação ou método de fixação inadequado das peças anulares, causando distorção da peça de trabalho;
- Má circularidade causada por desgaste, má instalação e vibração das ferramentas de corte;
- Deformação causada por tratamento térmico após acabamento.
Quais são os métodos para medir e avaliar a circularidade?
Avaliação da redondeza
Existem vários métodos para avaliar a circularidade, cada um com suas características e vantagens exclusivas. O método a ser usado normalmente é selecionado com base nos requisitos específicos da peça de trabalho.
Métodos de medição simples
Como:
Método de diâmetro
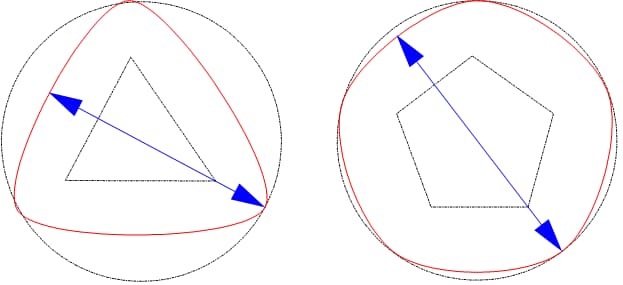
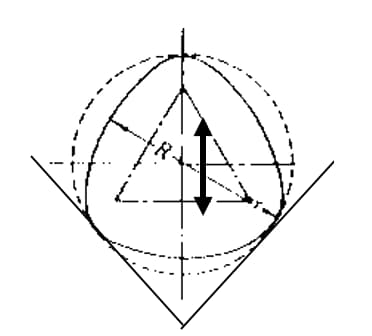
A redondeza pode ser medida diretamente usando ferramentas como micrômetros. Este método é simples e fácil de executar. No entanto, ao avaliar círculos triangulares e pentagonais de diâmetros iguais, é fácil medi-los como circulares se não o forem, levando a resultados incorretos.
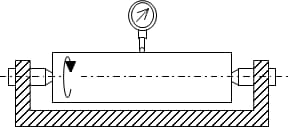
Método de três pontos
O método de três pontos pode obter dados de circularidade através de (bloco V + micrômetro/medidor + bancada).
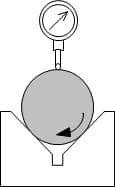
Porém, o método de três pontos pode resultar em medições incorretas devido a diferenças na linha tangente no ponto de apoio selecionado e dificuldades na determinação do centro do ponto de referência. Além disso, podem ocorrer erros durante a medição devido ao movimento para cima e para baixo com a rotação do objeto que está sendo medido.
Métodos de medição baseados em padrões relevantes
Como:
Método de raio
O método do raio avalia a circularidade usando a diferença entre o raio máximo e mínimo obtido após girar a peça por um ciclo. Conforme mostrado na figura, os resultados da medição também podem ser facilmente afetados pela operação horizontal da peça.
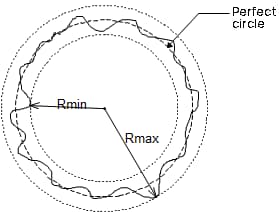
A zona de tolerância está entre dois círculos concêntricos na mesma seção
Método central
Comparado com o método central, o método do raio é usado principalmente para necessidades de medição mais precisas. Os dados de detecção de circularidade dependem do círculo de referência. Diferentes métodos de avaliação do círculo de teste resultarão em diferentes posições centrais do círculo de referência, afetando assim a posição axial da característica circular medida.
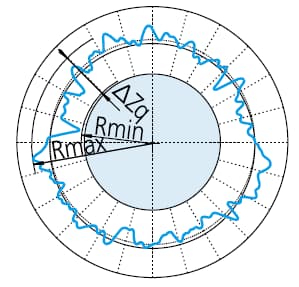
- Círculo mínimo quadrado LSC
Para determinar a circularidade, o contorno medido é ajustado a um círculo e a soma dos quadrados do desvio dos dados do contorno em relação ao círculo é minimizada. Então, o valor de circularidade é definido como a diferença entre o desvio máximo (o valor de pico mais alto para o valor de vale mais baixo) do contorno e do círculo.
ΔZq=Rmax-Rmin, símbolo que representa o valor de circularidade através do LSC
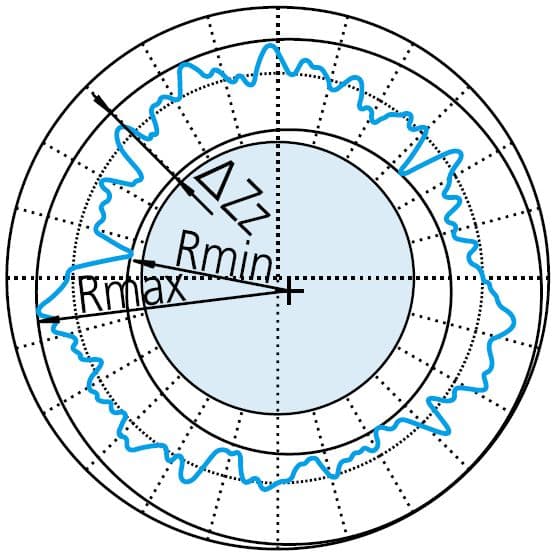
- Círculo de área mínima MZC
Para minimizar a diferença radial, dois círculos concêntricos são colocados ao redor do contorno medido. O valor de circularidade é definido como o intervalo radial entre os dois círculos.
ΔZz=Rmax-Rmin , símbolo que representa o valor de circularidade através de MZC
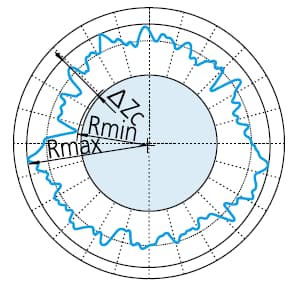
- Círculo circunscrito mínimo MCC
Primeiro, crie o menor círculo que envolve o perfil medido. Então, o valor de circularidade é definido como o desvio máximo entre o contorno e o círculo. Este método é comumente usado para avaliar eixos, hastes e objetos semelhantes.
ΔZc=Rmax-Rmin , o símbolo do valor de arredondamento por meio do MCC.
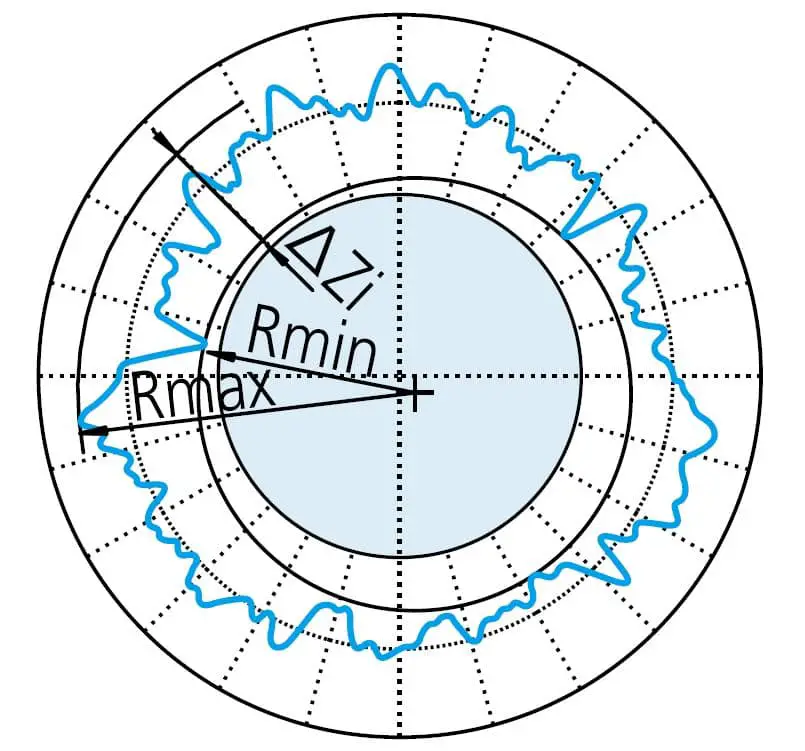
- Círculo inscrito máximo MIC
Crie o maior círculo que possa envolver o perfil medido. Então, o valor de circularidade é definido como o desvio máximo entre o contorno e o círculo.
ΔZi=Rmax-Rmin , o símbolo que indica o valor de redondeza por meio de MIC.
Ao avaliar a circularidade, o contorno obtido é normalmente filtrado para reduzir ou eliminar a influência de ruído desnecessário.
Influência do filtro no contorno medido
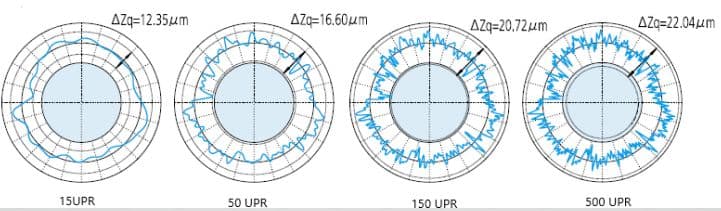
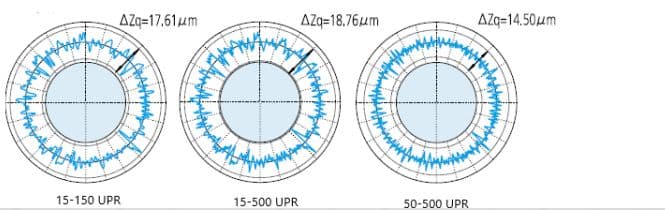
Os métodos de filtragem e os valores de corte de filtragem definidos (UPR: flutuações por rotação) podem variar dependendo dos requisitos de medição específicos. A figura abaixo ilustra os vários efeitos das configurações do filtro no contorno medido.
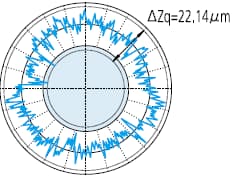
Sem filtro:
Filtro passa-baixo:
Filtro passa-banda:
Como avaliadores, o que estes números nos podem dizer?
Análise do gráfico de medição
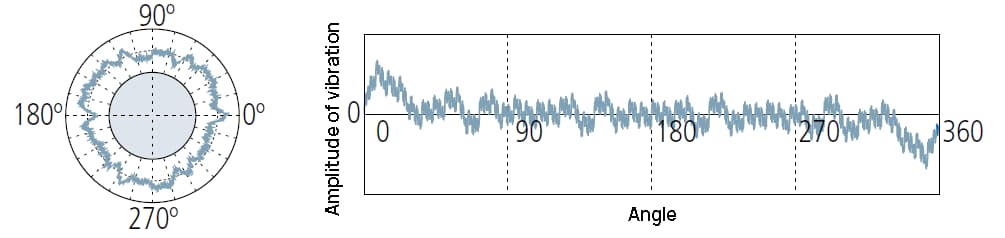
Figura: gráfico de resultados de medição
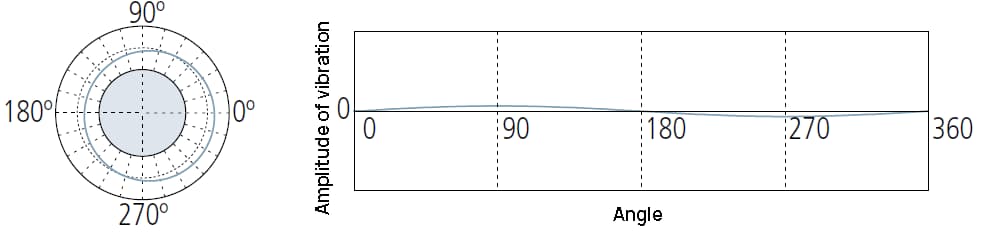
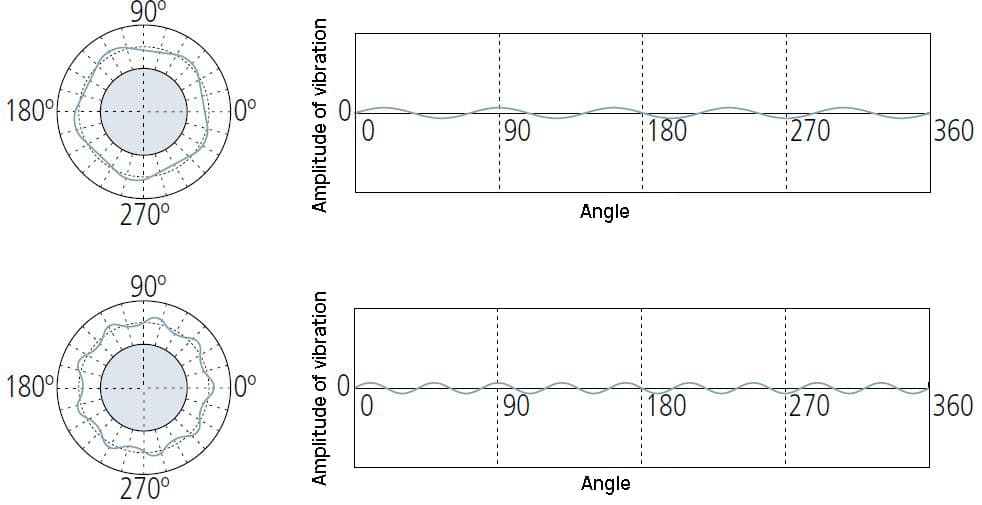
1UPR componente
1 UPR: apenas uma onda é retida após a filtragem:
O componente 1UPR indica a excentricidade da peça em relação ao eixo de rotação do instrumento de medição.
A amplitude da forma de onda depende do ajuste do seu nível.
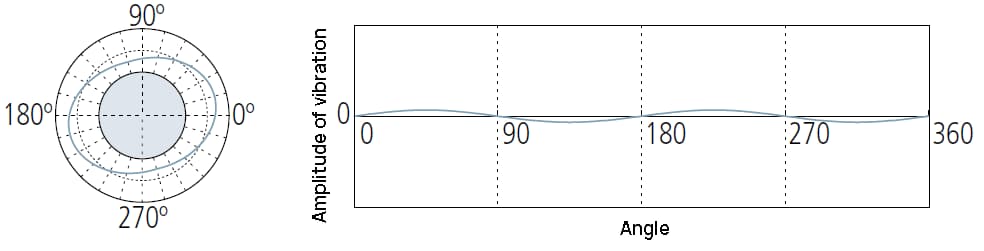
2UPR componente
Os componentes 2UPR podem indicar:
① Ajuste de nível insuficiente dos instrumentos de medição;
② Excentricidade circular causada pela instalação incorreta da peça na máquina-ferramenta formando seu formato;
③ O formato da peça de trabalho é oval, por exemplo, no pistão do motor IC.
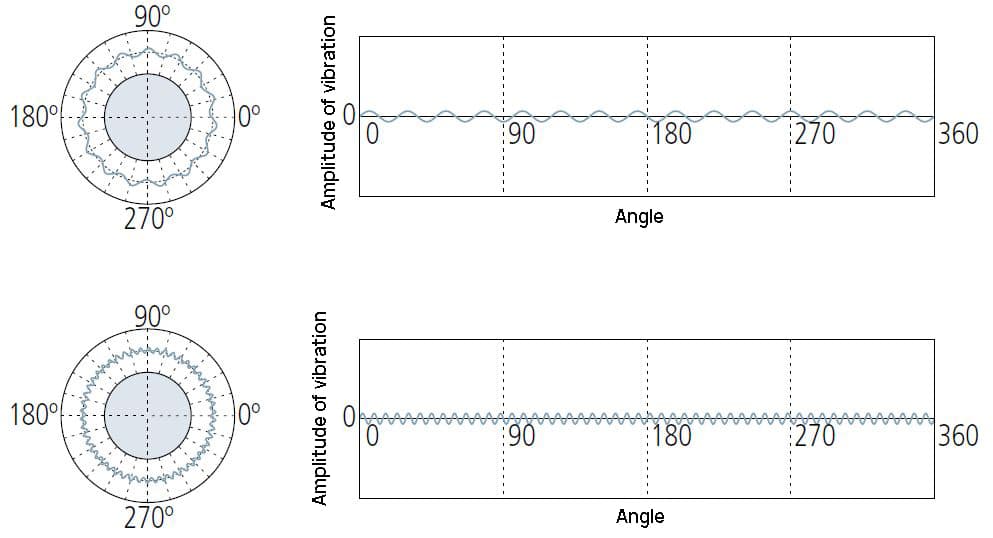
3~5UPR componente
Pode indicar:
① Deformação causada por mandril de retenção muito apertado no instrumento de medição.
② Deformação de relaxamento causada pela liberação de tensão ao descarregar do mandril fixo da máquina-ferramenta de processamento.
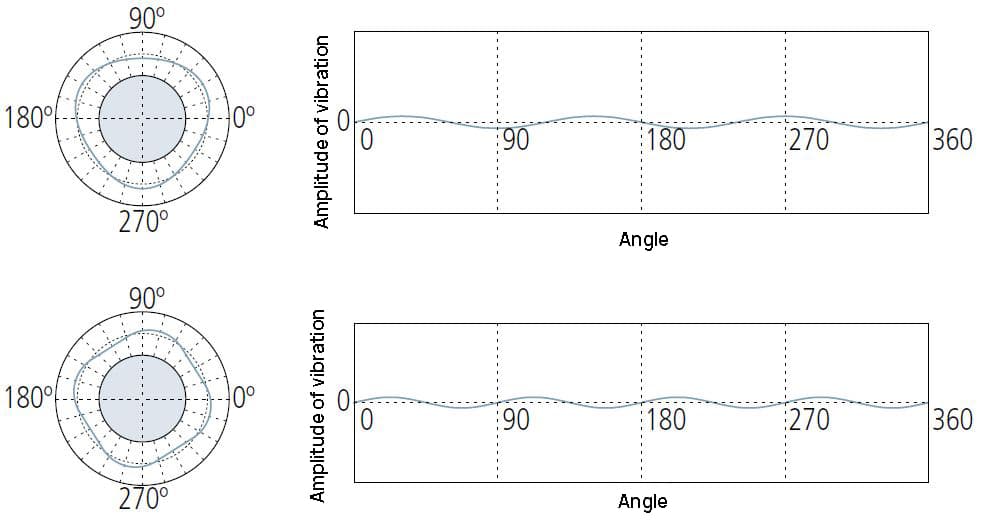
Componente UPR 5~15
Geralmente se refere a fatores desequilibrados no método de processamento ou no processo de produção de peças.
15 (mais) componentes UPR
15 (ou mais) condições de UPR são geralmente causadas por suas próprias causas, como vibração da ferramenta, vibração da máquina, efeito de transferência do líquido refrigerante, falta de homogeneidade do material, etc.
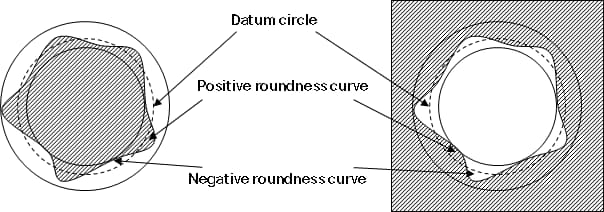
Principais parâmetros para avaliar a redondeza
| Parâmetro | Significado |
| ROnt | O valor medido da circularidade representa a diferença entre o valor máximo da curva de circularidade positiva e o valor mínimo da curva de circularidade negativa ou a soma dos valores absolutos. |
| RONp | A altura do pico medida da curva de arredondamento representa o valor máximo da curva de arredondamento positiva. |
| RONV | O valor medido da circularidade representa o valor absoluto do valor mínimo da curva de circularidade negativa. |
| RONq | A medida de redondeza quadrada média de raiz dupla representa a média quadrada média dupla da curva de circularidade. |
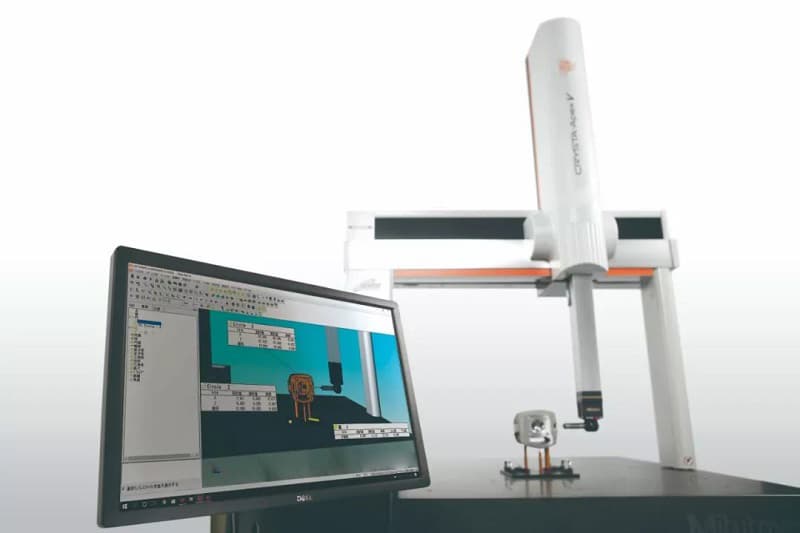
Finalmente, vamos dar uma olhada em quais ferramentas e instrumentos estão disponíveis para medir a circularidade?
Ferramentas/instrumentos comuns para avaliar a redondeza
Micrômetro:

Instrumento de medição de redondeza:

Máquina de medição por coordenadas:
O espaço é limitado e você pode deixar uma mensagem e criticar os assuntos não abordados.
Conclusão
Depois de ler este artigo, espero que você tenha adquirido uma compreensão mais profunda do arredondamento. Se você tiver mais dúvidas, fique à vontade para deixar um comentário abaixo.







