
O que é flexão da prensa dobradeira?
A dobra da prensa dobradeira envolve a deformação elástica da chapa metálica sob a pressão da matriz superior ou inferior de uma máquina dobradeira, seguida de deformação plástica.
No início da dobra do plástico, a chapa fica livre para dobrar. Com a pressão da matriz superior ou inferior aplicada à placa, ela gradualmente se adapta à superfície interna da ranhura em V da matriz inferior, com o raio de curvatura e o braço da força de flexão diminuindo.
Isso continua até que as matrizes superior e inferior estejam em contato total no final do curso, formando um formato em V, conhecido como flexão.
Em geral, a dobra da prensa dobradeira é uma tecnologia de processo que modifica a placa ou o ângulo da placa exercendo pressão sobre ela.
A dobra é uma aplicação incrivelmente difundida, visível onde quer que a chapa metálica seja usada, e pode-se dizer que afeta todos os aspectos da vida. O objetivo de uma prensa dobradeira é dobrar folhas planas em uma variedade de peças tridimensionais necessárias para aplicações práticas.
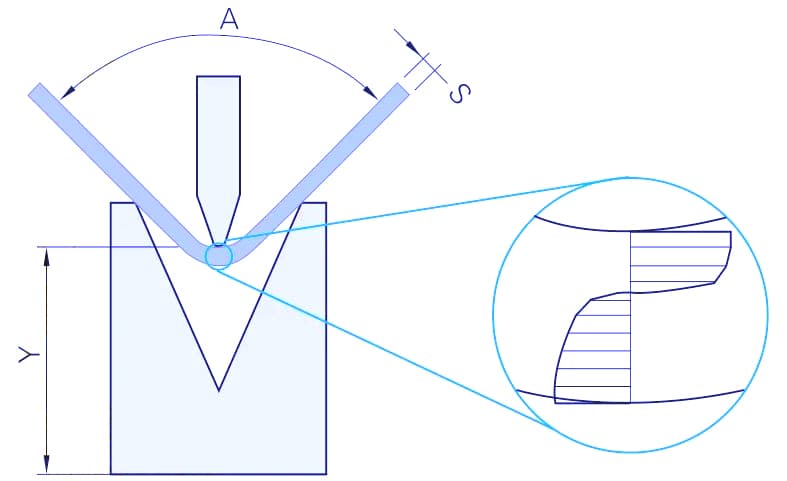
Como isso é conseguido? Ao colocar a chapa metálica horizontalmente na matriz inferior, posicionando-a usando um medidor traseiro e pressionando o metal na ranhura em V da matriz inferior com a matriz superior para atingir o ângulo de curvatura desejado, a chapa plana é transformada em uma peça tridimensional. , conforme mostrado na Figura abaixo.
Princípio de funcionamento da prensa dobradeira
As matrizes superior e inferior são montadas nas mesas de trabalho superior e inferior da prensa dobradeira, respectivamente. O movimento relativo das mesas de trabalho é acionado por transmissão hidráulica, e seu formato, em combinação com as matrizes superior e inferior, permite a formação de flexão da placa.
Princípios de Dobra
A dobra é essencialmente um processo de deformação a frio que dobra chapas metálicas em um formato específico. É um método de processamento sob pressão realizado em temperatura ambiente, capaz de dobrar materiais metálicos, materiais não metálicos e materiais compósitos.
Neste método de processamento, a peça é usinada com base no molde de dobra e no equipamento hidráulico. A precisão dimensional das peças dobradas é garantida pelos moldes superiores e inferiores e pelos equipamentos de dobra.
O processo de conformação é o seguinte: Em um determinado tamanho da chapa, o molde superior aplica uma força de flexão, uma força reacionária forma um momento de flexão no ponto de apoio do molde inferior, forçando a deformação da chapa. O ângulo de curvatura final da chapa é determinado pela profundidade em que o molde superior entra na abertura do molde inferior.
As principais peças de trabalho de uma prensa dobradeira CNC consistem em um medidor traseiro, um molde superior e um molde inferior.
O medidor traseiro é uma peça de trabalho que controla a localização da linha de dobra, enquanto os moldes superior e inferior são usados para controlar o ângulo de dobra e o raio interno da peça de trabalho. Se a peça de trabalho está qualificada ou não, é determinado principalmente por essas três partes.
Princípios fundamentais de dobra com dobradeira
1) Os ângulos externos devem ser dobrados antes dos ângulos internos.
2) Formas especiais (referentes a formas diferentes de 90°) devem ser dobradas antes das formas padrão.
3) A etapa de flexão anterior não deve influenciar ou interferir nas etapas subsequentes.
4) Referências de posicionamento apropriadas devem ser consideradas para etapas futuras ao dobrar nos estágios iniciais.
Pressione a velocidade de dobra do freio
Durante a dobra, o aríete de uma prensa dobradeira pode se mover para baixo em velocidades diferentes dependendo da fase de trabalho para dobrar corretamente sem ferir o operador.
Existem quatro fases diferentes:
FASE 1 – VELOCIDADE RÁPIDA, até à chapa.
Esta é uma velocidade fixa que não pode ser controlada pelo programa. As câmaras superiores dos cilindros recebem um alto fluxo de óleo em baixa pressão diretamente do tanque, para que o aríete caia livremente, aproveitando seu próprio peso.

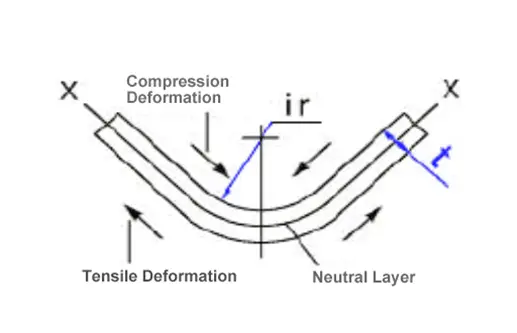
Após a dobra em forma de V, a superfície interna da parte dobrada da peça sofre deformação por compressão, enquanto a superfície externa sofre deformação por tração.
A maior deformação ocorre na superfície do material e diminui à medida que a espessura da placa aumenta.
Existe uma linha neutra, chamada linha XX, que não é comprimida nem esticada.
Para determinar a posição da camada neutra, considere o seguinte:
Se o IR (raio interno) da peça for 5 vezes maior que a espessura da placa, a camada neutra é posicionada no centro da espessura da placa.
Se o IR da peça for 5 vezes menor que a espessura da placa, a posição da camada neutra se desloca para o interior à medida que o IR diminui, com a espessura da posição de dobra passando para t.
A relação entre o raio da camada neutra (representada por P) e IR pode ser descrita da seguinte forma:
- R≥5t, P-IR=0,5t
- R<5t, P-IR=(0,25-0,4)t
1) Retorne o aríete da prensa dobradeira para a posição inicial e reduza o valor do manômetro para o valor mais baixo que apenas move o aríete.
2) Coloque dois blocos de igual altura sobre a mesa, de preferência sob os cilindros esquerdo e direito.
3) Mude a dobradeira hidráulica para o modo “ajuste de movimento”, remova os moldes superior e inferior e quaisquer outros acessórios, levante o bloco mecânico para sua posição mais alta e desconecte o acoplamento na engrenagem do eixo de acionamento do bloco mecânico.
4) Coloque cuidadosamente o carneiro sobre os dois blocos (a face inferior do molde do carneiro deve tocar os blocos).
Estratégia de Segurança Relacionada
Instalação incorreta de ferramentas








