
A engrenagem é o componente mais importante da caixa de câmbio. Durante a operação, a superfície do dente suporta a tensão de contato, enquanto a raiz do dente suporta a tensão de flexão. Conseqüentemente, as formas de falha das engrenagens são categorizadas principalmente em corrosão por pite e descamação devido à fadiga da superfície do dente e fratura do dente causada pela fadiga da raiz do dente.
A cementação e a têmpera são os processos mais utilizados e desenvolvidos para engrenagens de alta velocidade e serviços pesados.
Este método pode melhorar simultaneamente a resistência à fadiga por contato da superfície do dente e a resistência à fadiga por flexão da raiz do dente. No entanto, o processo de cementação e têmpera é complicado e vários tipos de defeitos podem ocorrer durante o tratamento térmico, o que pode levar à falha precoce da engrenagem.
Durante o teste de resistência à fadiga de um conjunto de transmissão recém-desenvolvido pela nossa empresa, uma das engrenagens quebrou.
As especificações do projeto exigem que o material da engrenagem seja 8620H. Passou por cementação e têmpera e depois foi revenido em baixa temperatura. A profundidade efetiva da camada endurecida é de 0,8 a 1,3 mm, a dureza da superfície é de 58 a 64HRC e a dureza do núcleo é de 30 a 45HRC.
Para determinar a causa da fratura dentária, realizamos testes e analisamos a morfologia da fratura, o material e a qualidade do tratamento térmico.
1. Testes e análises físicas e químicas
(1) Observação macro
A Figura 1 ilustra a aparência geral da engrenagem com falha. Vários dentes estão quebrados na raiz e o número de dentes quebrados ultrapassa a metade do número total de dentes.
A macromorfologia da fratura é apresentada na Figura 2.
Com base na morfologia da fratura, a maioria das fraturas apresenta características óbvias de fratura por fadiga. A fonte da fratura está localizada na raiz do dente.
A área de expansão de fadiga lisa e irradiada para fora é responsável por aproximadamente 1/3 a 1/2 da área total da raiz.
A superfície de fratura da área de fratura transitória é áspera e cinza escuro.
Além das fraturas por fadiga, algumas fraturas de engrenagens não apresentam características de fratura por fadiga e resultam de fraturas por sobrecarga únicas.

Fig. 1 Visão geral dos dentes quebrados

Fig. 2 Morfologia da fratura
(2) Fratografia
Após a amostragem, a morfologia da fratura foi observada em microscópio eletrônico de varredura.
A Figura 3 mostra a aparência da fonte da trinca.
A fonte da fissura está situada na raiz do dente. Pela figura, pode-se observar que a origem da trinca da fratura não está convergindo para um ponto, mas é linear.
A superfície da fonte de trinca é lisa devido ao atrito e extrusão repetidos.
Após um exame mais aprofundado, estruturas pretas anormais são visíveis na origem da trinca (consulte a Fig. 4).
A observação da morfologia microscópica da zona de crescimento da fadiga com ampliação de 1000 vezes é apresentada na Fig.
Em grande ampliação, podem ser vistas estrias de fadiga e prismas radiais.
A Figura 6 ilustra que a aparência da zona de fratura transitória é uma fratura de ondulação + quase clivagem, indicando boa tenacidade do centro da engrenagem.
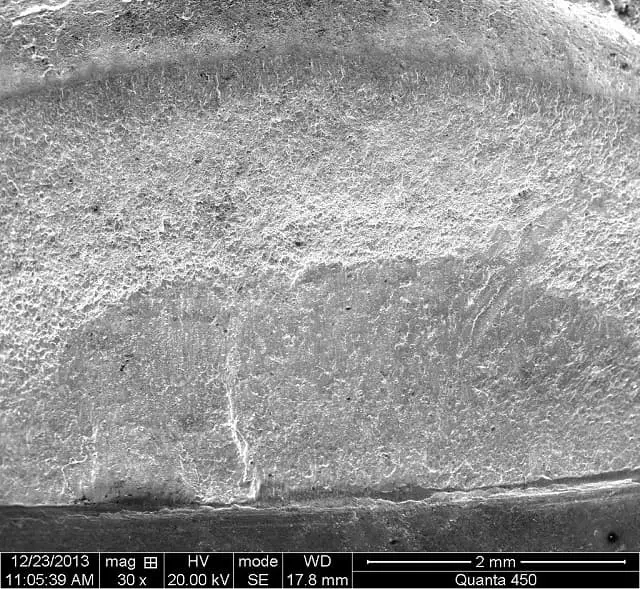
Fig. 3 Fonte de Rachadura
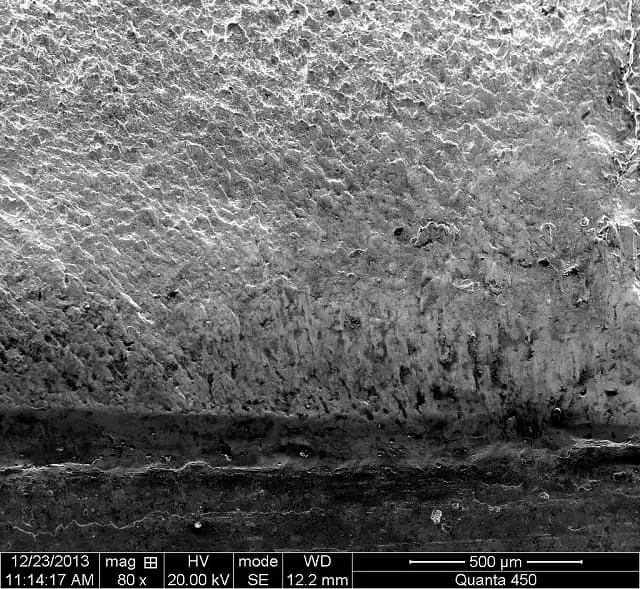
Fig. 4 Estrutura Negra da Fonte de Crack
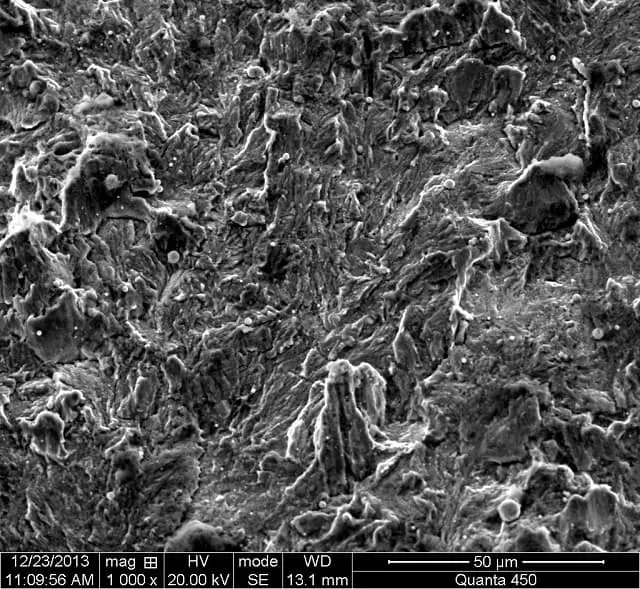
Fig. 5 Fratura por Propagação de Fadiga
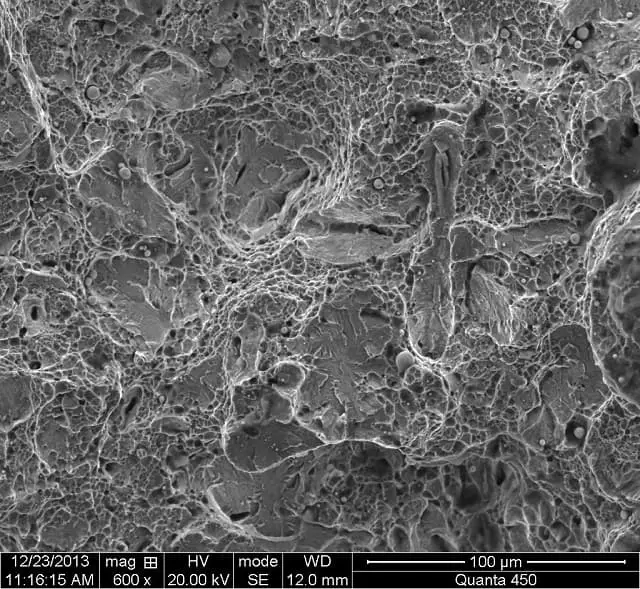
Fig. 6 Morfologia da ondulação + quase clivagem na zona de fratura transitória
(3) Inspeção do material da engrenagem
Amostras foram retiradas da engrenagem quebrada para análise de composição química e os resultados são apresentados na Tabela 1.
De acordo com a análise, a composição química da engrenagem atende aos requisitos técnicos da norma SAEJ1268 para o aço 8620H.
Tabela 1 Resultados de testes de composição química (fração de massa) (%)
| Elemento | C | S | P | Si | Mn | Cr | Não | Mo | Cu |
| Valor padrão | 0,17~0,23 | ≤0,040 | ≤0,030 | 0,15~-0,35 | 0,60~0,95 | 0,35~0,65 | 0,35~0,75 | 0,15~0,25 | ≤0,35 |
| Valor de detecção | 0,22 | 0,017 | 0,010 | 0,28 | 0,87 | 0,58 | 0,45 | 0,18 | 0,086 |
(4) Inspeção de qualidade do tratamento térmico de engrenagens
Para testar a qualidade do tratamento térmico, coloque a engrenagem intacta ao lado da quebrada.
A dureza da superfície é de 61 HRC e a dureza do núcleo é de 45 HRC.
A estrutura superficial compreende martensita e austenita retida, com um teor de austenita retida de aproximadamente 15%. O centro consiste em martensita ripada e uma pequena quantidade de bainita.
A profundidade efetiva da camada endurecida na altura de 1/2 dente é de 1,01 mm.
A engrenagem passou por carburação e têmpera, e todos os índices de tratamento térmico atendem aos requisitos de projeto especificados no desenho.
Para preparar uma amostra, use uma máquina de corte de precisão para cortar a engrenagem ao longo do meio da largura do dente e, em seguida, examine a estrutura metalográfica da raiz do dente na superfície de corte usando um microscópio metalográfico.
Na ausência de corrosão (ver Fig. 7), podem ser observados graves tecidos pretos na raiz do dente, distribuídos em rede, com profundidade média em torno de 20 μm. A profundidade individual dos tecidos pretos atinge até 30 μm.
Uma fissura reta origina-se do tecido preto da raiz do dente e se estende para dentro perpendicularmente à raiz do dente.
A observação após a corrosão (consulte a Fig. 8) revela que existem estruturas normais cementadas e temperadas em ambos os lados da trinca.
A observação metalográfica das duas faces finais da raiz da amostra não apresenta sinais de trincas.
Com base na inspeção acima, infere-se que as trincas observadas são geradas durante o uso, sugerindo que os dentes testados desenvolveram trincas por fadiga que se expandiram, e o teste foi interrompido antes de ocorrer a fratura.
Se o teste continuasse, espera-se que a fratura ocorresse.
De acordo com a análise metalográfica, a fissura está intimamente associada ao tecido preto na raiz do dente.
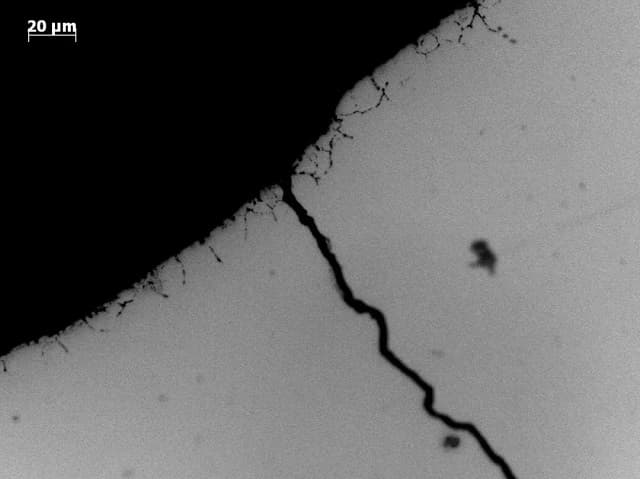
Fig. 7 Tecido preto e rachadura na raiz do dente (500 ×) Sem corrosão
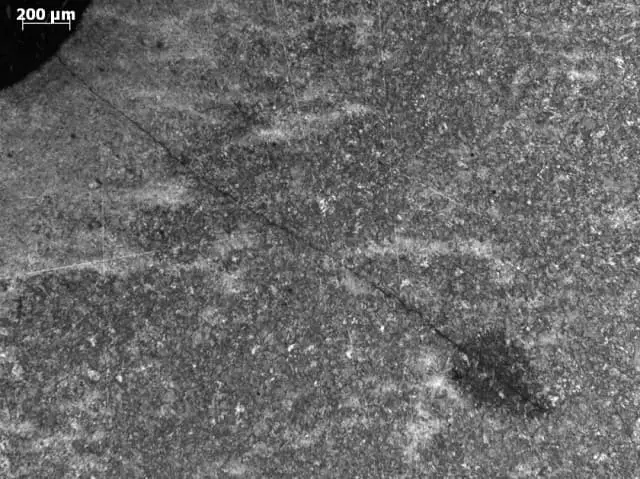
Fig. 8 Estrutura em ambos os lados da fissura (50 ×) solução de álcool de ácido nítrico a 4%
2. Análise e discussão
A maioria dos dentes quebrados na engrenagem com falha é devido à fratura por fadiga, com as trincas começando na raiz da parte intermediária da largura do dente.
Através da observação metalográfica e do microscópio eletrônico de varredura da raiz do dente, fica evidente que o tecido preto se torna a fonte de iniciação de trincas durante o uso da engrenagem.
À medida que o número de operações aumenta, a fonte de trinca se expande, eventualmente levando à falha da fratura da engrenagem.
Após a cementação, a microestrutura superficial da liga de aço geralmente apresenta microestruturas pretas pontilhadas, reticuladas ou com faixas distribuídas ao longo do limite do grão.
A razão para este tipo de estrutura é que o oxigênio no meio de cementação se difunde no aço, formando óxidos de cromo, manganês, titânio, silício e outros elementos na fronteira do grão. Isto resulta em elementos de liga esgotados no limite do grão, causando uma diminuição na temperabilidade local e o aparecimento de produtos pretos de decomposição austenítica, como a troostita.
Pesquisas realizadas tanto nacional quanto internacionalmente indicam que a presença de tecido preto reduz significativamente a dureza superficial, a resistência à fadiga por flexão e a resistência à fadiga por contato das peças, impactando negativamente sua vida útil.
Como tal, muitos fabricantes de veículos conhecidos, tanto no mercado interno como no estrangeiro, estabeleceram requisitos específicos para a profundidade do tecido preto. Por exemplo, fabricantes de automóveis alemães como Benz e BMW exigem que a profundidade do tecido preto não exceda 3 μm.
Além disso, o Grupo FAW está planejando reduzir a profundidade do tecido preto de menos de 20μm para menos de 3μm.
3. Sugestões de melhoria
Através da inspeção e análise acima, fica evidente que a profundidade da estrutura preta na estrutura metalográfica superficial das peças carburadas e temperadas requer um controle rigoroso. O controle do tecido preto começa principalmente com os dois aspectos a seguir:
- Melhorando a pureza do gás de cementação e reduzindo o teor de oxigênio. Isto pode ser conseguido controlando rigorosamente a pureza e o teor de água dos agentes de cementação, como metanol e acetona, e regulando a quantidade de ar.
- Adotar métodos de têmpera e resfriamento mais intensos, como usar um meio de têmpera com desempenho de têmpera e resfriamento mais forte ou empregar têmpera, resfriamento e agitação mais rápidos.







