
O corte térmico de metal é um processo essencial na maior parte da fabricação de metal, como no processamento de chapas metálicas, onde precisamos primeiro cortar a placa de aço no formato bruto que necessitamos e, em seguida, realizar usinagem ou soldagem de precisão para criar o componente desejado.
Na produção industrial, o corte térmico de metal geralmente inclui corte a gás, corte a plasma e corte a laser, entre outros.
Comparado ao corte a gás, o corte a plasma tem uma faixa de corte mais ampla e maior eficiência.
A tecnologia de corte a plasma fino atingiu o limite inferior do corte a laser em termos de qualidade da superfície do material cortado e é muito mais barata que o corte a laser. Portanto, tem sido amplamente utilizado no corte real.

1. Compreendendo o corte térmico de metal
Corte por chama, corte a plasma e corte a laser são classificados com base no tipo de energia térmica de corte e na forma de corte.
1.1 Corte por Chama (Corte a Gás)
O corte é formado pela fusão do metal com uma chama produzida pela combustão de uma mistura de gás inflamável e oxigênio e, em seguida, soprando-o para longe.
Geralmente é usado gás acetileno, mas também pode ser usado gás de petróleo, gás natural ou gás de carvão.
Devido a fatores como pressão do gás, altura do bico de corte e tempo de pré-aquecimento, a escala geral de deformação do material cortado é relativamente grande no corte por chama, tornando-o incapaz de atender às necessidades de corte de alta precisão, e a velocidade de corte é relativamente baixo.
Além disso, é necessário pré-aquecimento antes do corte, o que leva tempo e dificulta a adaptação a operações não tripuladas.
1.1.1 Vantagens:
(1) O corte por chama pode cortar aço carbono muito espesso e sua faixa de corte é ampla, capaz de cortar chapas de aço com espessura de 6 mm a 200 mm;
(2) O preço do equipamento de corte por chama é relativamente baixo e o custo de investimento inicial também é baixo.
1.1.2 Desvantagens:
(1) Longo tempo de pré-aquecimento e perfuração necessário para corte, velocidade de corte lenta;
(2) Deformação térmica significativa durante o corte, especialmente no corte de chapas finas (0,5-6mm), baixa precisão de corte;
(3) Não é possível cortar metais coloridos como cobre e alumínio e aço inoxidável;
(4) O método de queima de combustível é altamente poluente para o meio ambiente e não é ecologicamente correto.
O corte por chama controlado numericamente de chapas finas (0,5-6 mm) foi gradualmente substituído pelo corte a plasma na área de corte, mas em termos de corte de chapas grossas e médias, o corte por chama controlado numericamente ainda é insubstituível, e o corte por chama ainda ocupa um certo mercado participação devido à sua vantagem de preço no corte de chapas finas.
1.2 Corte por Arco Plasma
Usando arco de plasma como fonte de calor e contando com gás de plasma térmico de alta velocidade (como nitrogênio, argônio e nitrogênio-argônio, gás de mistura argônio-hidrogênio, etc.) para derreter o metal e explodi-lo para formar uma costura de corte .
Nas mesmas condições, a velocidade de corte por arco de plasma é maior que o corte a gás, e a gama de materiais cortados também é mais ampla que o corte a gás.
Existem três tipos comuns: corte por arco de plasma de pequena corrente, corte por arco de plasma de grande corrente e corte por arco de plasma por jato de água.
1.2.1 Vantagens:
(1) Amplo campo de corte, pode cortar todas as chapas metálicas;
(2) Velocidade de corte rápida, alta eficiência, velocidade de corte pode chegar a 10m/min ou superior;
(3) A precisão do corte é maior do que o corte com chama, o corte subaquático não apresenta deformação e a precisão do corte a plasma fino é ainda maior.
1.2.2 Desvantagens:
(1) É difícil cortar chapas de aço acima de 20mm, exigindo uma fonte de plasma de alta potência e alto custo.
(2) Ao cortar placas grossas, a verticalidade do corte é fraca e o corte torna-se em forma de V.
O corte a plasma debaixo d'água pode eliminar ruído, poeira, gases nocivos e poluição do arco gerados durante o corte, melhorando efetivamente o ambiente de trabalho.
Leitura relacionada: Remoção de poeira de corte a plasma CNC: explicado
Com o uso do corte a plasma fino, a qualidade do corte se aproximou do nível do corte a laser e, com a maturidade da tecnologia de corte a plasma de alta potência, a espessura de corte ultrapassou 150 mm, expandindo a gama de corte das máquinas de corte a plasma CNC.
1.3 Corte a Laser
Corte usando um feixe de laser como fonte de calor (fonte de laser).
Sua temperatura ultrapassa 11.000 ℃, o suficiente para vaporizar qualquer material. O corte a laser possui uma aresta de corte estreita e precisa, uma superfície lisa e uma qualidade superior a qualquer outro método de corte térmico.
A fonte do laser é geralmente um CO2 feixe de laser com potência de trabalho de 500 ~ 2500 watts, o feixe de laser é concentrado em uma área muito pequena através de lentes e espelhos refletores.
A energia altamente concentrada pode aquecer rapidamente uma área local, fazendo com que o aço inoxidável evapore.
Além disso, como a energia é altamente concentrada, apenas uma pequena quantidade de calor é transmitida para outras partes do aço, causando mínima ou nenhuma deformação.
O laser pode cortar com precisão formas complexas da matéria-prima, e a matéria-prima cortada não precisa de processamento adicional.
1.3.1 Vantagens:
(1) Boa qualidade de corte, largura de corte estreita, alta precisão, boa rugosidade superficial do corte e geralmente não há necessidade de processamento adicional;
(2) Pode ser soldado diretamente após o processamento;
(3) Velocidade de corte rápida, pequena zona afetada pelo calor, deformação mínima;
(4) Limpo, seguro e livre de poluição.
1.3.2 Desvantagens:
(1) Atualmente, o corte a laser é adequado apenas para cortar chapas finas (geralmente leva muito tempo para fazer furos em chapas grossas);
(2) O preço do equipamento de corte a laser é bastante caro, cerca de 1,5 milhão de yuans ou mais.
A partir da situação atual da aplicação de corte a laser, mais e mais empresas adotarão CO2 tecnologia de corte a laser.
CO2 o corte a laser é amplamente utilizado em placas de aço com baixo teor de carbono com 12 mm de espessura, placas de aço inoxidável com 6 mm de espessura e materiais não metálicos com 20 mm de espessura.
Para o corte de superfícies curvas tridimensionais, também começou a ser aplicado nas indústrias automobilística e aeroespacial.
2. Comparação das características técnico-econômicas de três métodos de corte a quente”
Corte por chama, corte a plasma e corte a laser são atualmente muito procurados, cada um com uma determinada participação de mercado, dependendo dos requisitos de corte e dos preços de mercado.
Uma comparação de suas características técnico-econômicas pode ser vista nas Tabelas 1 e 2.
Tabela 1: Comparação de um dos três métodos de corte
| Comparação técnica e econômica de três métodos de corte | |||||
| Método de corte | Corte de chama | Corte a plasma | Corte a laser | ||
| Energia da fonte de calor | pequeno | médio | grande | ||
| Materiais adequados para corte | Aço carbono, aço de baixa liga | Aço de baixo carbono, aço de baixa liga, aço inoxidável, aço, alumínio e suas ligas e outros metais não ferrosos. | Aço de baixo carbono, aço de baixa liga, aço inoxidável, metais não ferrosos e não metais. | ||
| Espessura máxima de corte/mm | =4000 aço carbono) | =200 (aço inoxidável) | =20 (aço) |
||
| Velocidade de corte/mm.min-1 | <1 mm | – | 3.000 | >5000 | |
| 2 | – | 4000 | 3500 | ||
| 6 | 600 (bicos de pressão iguais) |
3700 | 1000 | ||
| 12 | 500 | 2700 (corte a plasma de oxigênio 200A) | 360 | ||
| 25 | 450 | 1200 | – | ||
| 50 | 300 | 250 | – | ||
| >100 | <150 | – | – | ||
Tabela 2: Comparação de dois dos três métodos de corte
| Comparação das Características Tecnoeconômicas do Método dos Três Cortes | |||
| Método de corte | Corte de chama | Corte a plasma | Corte a laser |
| Largura de corte/mm | 1,5-2,5 | 2,5-5,0 | 0,2-0,8 |
| Deformação de corte | grande | pequeno | mínimo |
| Precisão da dimensão de corte/mm | Fraco 1-2 | Geralmente 0,5-1 (0,2) | Muito bom 0,2 |
| Perpendicularidade da superfície de corte | bom | Pobre | bom |
| Rugosidade da superfície de corte | comumente | muito bom | preferencialmente |
| Grau de fusão da borda superior da superfície de corte | não é grande | Grande (não grande) | Muito pequeno |
| Zona afetada pelo calor (calor absorvido pela unidade)/J.mm-1 | Grande (22,53) | Médio (pequeno) (7,33) | Pequeno (4.09) |
| Poluição ambiental | comumente | Grandes cortes subaquáticos (poeira, ruído, luz de arco, etc.) podem ser bastante reduzidos | raramente |
| Investimento em equipamentos concluído/definido | Baixo | Mais baixo | Alto |
O corte a plasma, quando combinado com diferentes gases de trabalho, pode cortar vários metais que são difíceis de cortar com corte a oxigênio, especialmente metais não ferrosos (aço inoxidável, alumínio, cobre, titânio, níquel), com resultados de corte ainda melhores.
Sua principal vantagem é que no corte de metais de baixa espessura, o corte a plasma é rápido, principalmente no corte de chapas comuns de aço carbono, com velocidade que pode chegar de 5 a 6 vezes a do corte a gás, com superfície de corte lisa, mínima deformação térmica. , e quase nenhuma zona de impacto térmico.
Atualmente, com a maturidade da tecnologia de corte a plasma de alta potência, a espessura de corte pode chegar a 150 mm, e o uso da tecnologia de jato de água no corte a plasma de alta potência tornou a qualidade de corte próxima do limite inferior de precisão (± 0,2 mm) de corte a laser.
Devido ao alto preço das máquinas de corte a laser e à sua adequação atual apenas para cortar chapas finas (geralmente com um longo tempo de perfuração para chapas grossas) e com máquinas de corte a plasma fino com uma precisão de corte que pode atingir o limite inferior do corte a laser e uma qualidade de superfície de corte semelhante, mas com um custo de corte muito inferior ao do corte a laser, cerca de 1/3, com uma espessura máxima de corte de 25 mm, é vantajoso substituir as caras máquinas de corte a laser por máquinas de corte a plasma fino , para realizar cortes finos e em alta velocidade de chapas médias e finas da forma mais econômica.
3. Classificação e Aplicação de Corte Plasma
3.1.1 O método de corte a plasma pode ser classificado em corte por plasma com oxigênio, corte por plasma com nitrogênio, corte por plasma a ar e corte por plasma argônio-hidrogênio com base no gás de trabalho do plasma.
Diferentes métodos de corte têm aplicações diferentes devido às diferenças nas propriedades físicas e químicas dos meios de trabalho utilizados.
(1) O corte com oxigênio a plasma tem as características de alta velocidade de corte, pequena deformação da peça e rápido consumo de eletrodo, devido ao alto calor de dissociação, bom transporte de calor e propriedades químicas ativas do oxigênio como gás de trabalho, e geralmente é apenas utilizado para corte de aço carbono;
(2) O corte com nitrogênio por plasma usa nitrogênio como gás de trabalho e, devido à presença de nitrogênio, é fácil produzir uma camada nitretada na superfície de corte, resultando em baixa qualidade da superfície, mas como o nitrogênio é barato, este método é geralmente utilizado para corte de aço inoxidável que não é utilizado diretamente como material de soldagem e com baixos requisitos de qualidade superficial;
(3) O corte a plasma utiliza ar como meio de trabalho, que tem os dois métodos de corte acima em comum e também é usado para cortar aço carbono com baixos requisitos de qualidade superficial.
Nos últimos anos, a China desenvolveu vigorosamente pequenas máquinas de corte a plasma a ar de corrente, e seu uso está se tornando cada vez mais difundido, e o desenvolvimento de máquinas de corte a plasma a ar com inversor criou condições para a conservação de energia;
(4) O método de corte por plasma argônio-hidrogênio usa argônio e hidrogênio facilmente ionizáveis com boa condutividade térmica como gás de trabalho, e a combinação dos dois pode formar uma coluna de arco estável e de alta densidade de energia e um feixe de plasma com forte capacidade de corte .
Porém, devido ao seu alto preço, geralmente é utilizado para corte de aço inoxidável e alumínio com elevados requisitos de qualidade de corte.
3.1.2 Classificação do Corte Plasma e suas Aplicações
Com base no meio de corte a plasma, no método de resfriamento do jato de plasma e na qualidade do corte, os métodos de corte a plasma podem ser divididos em corte a plasma tradicional, corte a plasma com gás duplo, corte a plasma com jato de água e corte a plasma fino.
(1) O corte a plasma tradicional (Figura 1), geralmente utiliza o mesmo gás (geralmente ar ou nitrogênio) para resfriar e gerar o arco plasma.
A maioria dos sistemas tem uma corrente nominal inferior a 100 A e pode cortar materiais com menos de 16 mm de espessura, usados principalmente para situações de corte manual.
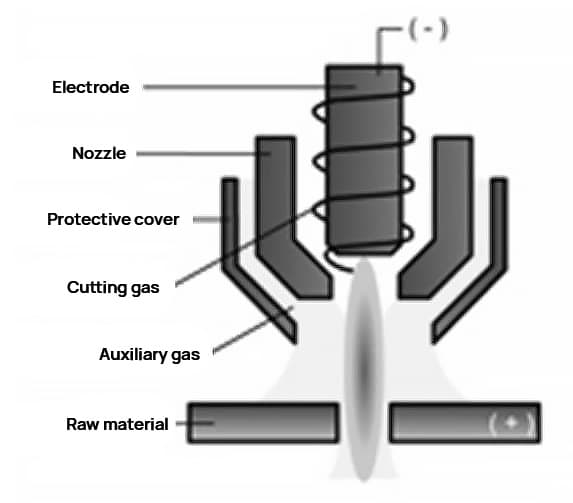
(2) Corte a plasma com gás duplo (Figura 2), utiliza dois gases; um para formar o plasma e outro para proteção. O gás protetor é usado para isolar a área de corte do ar, resultando em uma aresta de corte mais lisa.

Este também é o processo de corte mais popular porque diferentes combinações de gases podem ser usadas para obter a melhor qualidade de corte para um determinado material.
(3) O corte a plasma protegido por água (Figura 3) evoluiu do processo de gás duplo, usando água em vez do gás protetor. Melhora o efeito de resfriamento do bico e da peça de trabalho e pode obter melhor qualidade de corte ao cortar aço inoxidável.
Este processo é apenas para aplicações de corte industrial.
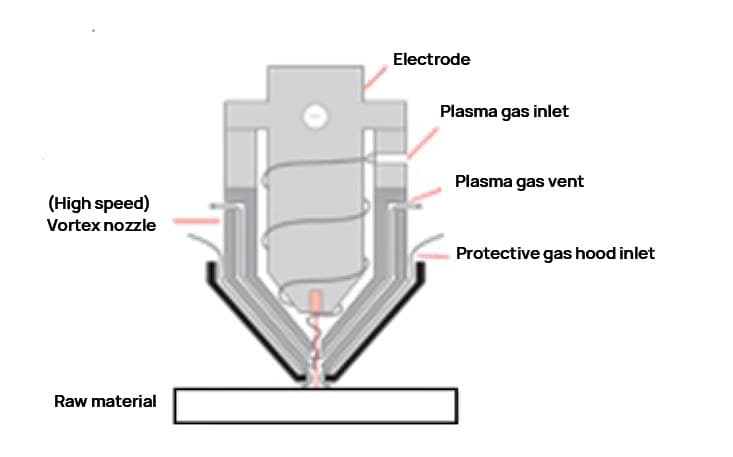
(4) O Corte Plasma a Jato de Água (Figura 4) utiliza um gás para gerar plasma e injeta água diretamente no arco de maneira radial ou em vórtice, aumentando bastante o grau de compressão do arco e, portanto, a densidade e a temperatura do arco.
A faixa atual de corte a plasma com jato de água é de 260 a 750A e é usada para corte de alta qualidade de vários materiais de diferentes espessuras.
Este processo também é apenas para aplicações de corte industrial.
(5) O corte a plasma fino (Figura 5) é um processo que possui uma alta densidade de corrente de arco de plasma, normalmente várias vezes maior que a densidade de corrente de um arco de plasma convencional.
A estabilidade do arco também foi melhorada pela introdução de técnicas como campos magnéticos rotativos, levando a uma precisão de corte muito elevada.
Excelente qualidade de corte pode ser alcançada ao cortar materiais finos (menos de 16 mm) em velocidades mais baixas. A melhoria na qualidade deve-se à utilização de tecnologia de ponta para comprimir o arco de forma muito eficaz, aumentando assim enormemente a densidade de energia.
O requisito para operar a uma velocidade mais baixa é permitir que o equipamento de movimento se mova com mais precisão ao longo do contorno especificado. Este processo é usado apenas em aplicações de corte industrial.
4. Seleção dos parâmetros do processo de corte a plasma
Existem muitos parâmetros do processo de corte a plasma, incluindo corrente de corte, velocidade de corte, tensão do arco, gás de trabalho e vazão, altura do bico, etc.
Diferentes parâmetros têm diferentes graus de impacto na estabilidade e qualidade do processo de corte, e os parâmetros devem ser selecionados de acordo com o tipo de material de corte, a espessura da peça e os requisitos específicos durante o corte.
4.1 Corrente de Corte
A corrente de corte é o parâmetro mais importante do processo de corte, que determina diretamente a espessura e a velocidade de corte, ou seja, a capacidade de corte.
O impacto da corrente de corte no corte é o seguinte:
(1) Aumentar a corrente de corte aumenta a energia do arco, melhora a capacidade de corte e aumenta a velocidade de corte de acordo.
(2) Aumentar a corrente de corte aumenta o diâmetro do arco, tornando o arco mais espesso e o corte mais largo.
(3) A corrente de corte muito grande aumenta a carga térmica no bico, fazendo com que o bico seja danificado muito cedo e reduzindo a qualidade do corte, ou até mesmo impossibilitando o corte normal.
Portanto, a corrente de corte correta e o bico correspondente devem ser selecionados com base na espessura do material antes do corte.
Sobrecarregar o bico (ou seja, exceder a corrente de trabalho do bico) danificará rapidamente o bico. A intensidade da corrente geralmente deve ser 95% da corrente de trabalho do bico.
4.2 Velocidade de corte
A faixa ideal de velocidade de corte pode ser determinada pelas instruções do equipamento ou por experimentação. Devido a fatores como espessura do material, material, ponto de fusão, condutividade térmica e tensão superficial após a fusão, a velocidade de corte também muda correspondentemente.
O impacto da velocidade de corte no corte reflete-se principalmente nos seguintes aspectos:
(1) Aumentar moderadamente a velocidade de corte pode melhorar a qualidade do corte, ou seja, o corte é um pouco mais estreito e a superfície de corte é mais lisa e, ao mesmo tempo, pode reduzir a deformação.
(2) Se a velocidade de corte for muito rápida, a energia da linha de corte será menor que o valor necessário, e a escória de corte não pode ser rapidamente removida pelo jato, resultando em maior quantidade de arrasto, acompanhada de escória suspensa, e a superfície a qualidade do corte diminui.
(3) Quando a velocidade de corte é muito baixa, porque o corte é o cátodo do arco plasma, para manter a estabilidade do próprio arco, os pontos catódicos ou região catódica devem encontrar um local para conduzir a corrente próximo ao corte mais próximo costura, ao mesmo tempo, transferirá mais calor para a direção radial do jato, tornando o corte mais largo.
O material derretido em ambos os lados do corte se acumula e solidifica na borda inferior, formando escória de difícil remoção, e a borda superior do corte forma um arredondamento devido ao aquecimento e derretimento excessivos.
(4) Quando a velocidade for extremamente baixa, o arco será até extinto devido ao corte largo. Percebe-se que a boa qualidade de corte e a velocidade de corte são inseparáveis.
A velocidade de corte deve ser determinada com base na potência do arco plasma, na espessura da peça e no material. Sob o mesmo poder de corte, a velocidade de corte deve ser mais rápida para o alumínio devido ao seu baixo ponto de fusão, mais lenta para o aço devido ao seu alto ponto de fusão e mais lenta para o cobre devido à sua boa condutividade térmica e rápida dissipação de calor.
4.3 Tensão do Arco
Geralmente é considerado que a tensão normal de saída da fonte de alimentação é a tensão de corte.
As máquinas de corte a plasma geralmente têm alta tensão sem carga e tensão de trabalho e, ao usar gases de alta ionização, como nitrogênio, hidrogênio ou ar, a tensão necessária para estabilizar o arco de plasma será maior.
Quando a corrente é constante, o aumento da tensão significa o aumento da entalpia do arco e da capacidade de corte.
Se ao mesmo tempo que a entalpia aumenta, o diâmetro do jato é reduzido e a vazão do gás aumenta, muitas vezes podem ser obtidas velocidades de corte mais rápidas e melhor qualidade de corte.
4.4 Gás e Fluxo de Trabalho
O gás de trabalho inclui o gás de corte e o gás auxiliar, e alguns equipamentos também requerem o gás de partida do arco.
O gás de trabalho apropriado geralmente deve ser escolhido com base no tipo, espessura e método de corte do material de corte.
O gás de corte deve garantir a formação do jato de plasma e também a remoção do metal fundido e dos óxidos do corte.
Um fluxo de gás muito alto pode transportar mais calor do arco, encurtar o comprimento do jato, reduzir a capacidade de corte e causar instabilidade do arco, enquanto um fluxo de gás muito baixo pode fazer com que o arco plasma perca sua retilineidade, tornando o corte mais raso e produzindo facilmente escória.
Portanto, o fluxo de gás deve estar bem coordenado com a corrente e velocidade de corte.
Atualmente, as máquinas de corte a arco de plasma controlam principalmente o fluxo de gás através da pressão do gás, porque quando o diâmetro do corpo da pistola é fixo, o fluxo é controlado pelo controle da pressão do gás.
A pressão do gás utilizada para cortar uma determinada espessura de material geralmente deve ser selecionada de acordo com os dados fornecidos pelo fabricante do equipamento.
Se houver outras aplicações especiais, a pressão do gás deverá ser determinada através de testes de corte reais.
A pressão (fluxo) correta do gás de trabalho é muito importante para a vida útil dos consumíveis. Se a pressão for muito alta, a vida útil do eletrodo será bastante reduzida e se a pressão for muito baixa, a vida útil do bico será afetada.
Os sistemas de corte a plasma requerem gás de trabalho seco e limpo para funcionar corretamente. O gás sujo geralmente é um problema do sistema de compressão de gás, o que encurtará a vida útil das peças de desgaste e causará danos anormais.
4.5 Altura do Bocal
A altura do bico refere-se à distância entre a face final do bico e a superfície de corte e constitui parte de todo o comprimento do arco.
Como o corte a arco de plasma geralmente usa fontes de energia características externas de corrente constante ou queda acentuada, quando a altura do bico aumenta, a mudança de corrente é pequena, mas o comprimento do arco aumentará e a tensão do arco aumentará, resultando em um aumento na potência do arco;
Porém, ao mesmo tempo, o comprimento do arco exposto ao ambiente aumentará e a perda de energia da coluna do arco aumentará.
Sob o efeito combinado destes dois fatores, o primeiro é muitas vezes completamente compensado pelo último e, em vez disso, a energia de corte efetiva diminuirá, resultando numa redução na capacidade de corte.
Isto geralmente se reflete em uma diminuição na força de sopro do jato de corte, um aumento na escória residual na parte inferior do corte e bordas arredondadas na borda superior devido ao derretimento excessivo.
Além disso, do ponto de vista da forma do jato de plasma, o diâmetro do jato se expande para fora após sair da pistola, e o aumento na altura do bico causará inevitavelmente um aumento na largura do corte.
Portanto, escolher a menor altura do bico é benéfico para melhorar a velocidade e a qualidade do corte, mas uma altura do bico muito baixa pode causar o fenômeno de arco duplo.
O uso de um bico externo de cerâmica pode definir a altura do bico para zero, ou seja, a face final do bico entra em contato direto com a superfície de corte, o que pode alcançar bons resultados.
De acordo com as instruções, utilize uma altura de bico razoável, ao perfurar, utilize uma distância de 2 vezes a distância normal de corte ou utilize a altura máxima que o arco plasma pode transmitir, isso pode aumentar a vida útil das peças de desgaste.
4.6 Densidade de Potência de Corte
Para obter um arco de corte de plasma de alta compressão, os bicos de corte adotam diâmetro de bico menor, comprimento de canal de bico mais longo e efeito de resfriamento aprimorado, o que aumenta a corrente que passa pela seção efetiva do bico, ou seja, a densidade de potência do arco aumenta .
Ao mesmo tempo, a compressão também aumenta a perda de potência do arco. Portanto, a energia efetiva real utilizada para o corte é menor que a potência da fonte de energia, com uma taxa de perda geralmente entre 25% e 50%.
Alguns métodos, como o corte a plasma comprimido com água, apresentam uma taxa de perda de energia mais alta, o que deve ser considerado ao projetar os parâmetros do processo de corte ou ao calcular os custos de corte.
Portanto, o diâmetro real do bico de corte deve ser determinado com base na espessura da peça de corte e nas espécies de gás iônico selecionadas.
Quando a espessura de corte for maior, o diâmetro do bico também deverá ser aumentado de acordo.
Ao usar gás misto Ar+H2, o diâmetro do bico pode ser um pouco menor, enquanto usando N2, deve ser maior.
5. Conclusão
O século 21 é uma era que defende a proteção ambiental verde.
Com a rápida ascensão da economia e o próspero desenvolvimento da indústria transformadora, são inevitáveis requisitos mais elevados para a tecnologia de corte.
A tecnologia de corte a plasma tem muitas características ecologicamente corretas, portanto, o desenvolvimento da tecnologia de corte a plasma tem a vantagem de acompanhar os tempos.
A tecnologia de corte a plasma pode eliminar ruído, poeira, gases nocivos e luz de arco gerados durante o corte por meio de uma plataforma de corte subaquática ou de um dispositivo de tratamento de fumaça e poeira, que basicamente atende aos requisitos de proteção ambiental.
Nos últimos anos, a tecnologia de corte a plasma desenvolveu-se rapidamente e algumas tecnologias precisas de corte em alta velocidade estão competindo com o corte a laser.
A tecnologia de corte a plasma com controle numérico é um campo de alta tecnologia que integra tecnologia de corte a plasma, tecnologia de controle numérico e tecnologia de fonte de energia inversora, entre outros, e progrediu junto com o desenvolvimento de controle por computador, pesquisa de características de arco de plasma e eletrônica de potência. .
Além disso, o uso de corte a plasma de controle numérico com software de programação de alimentador automático pode aumentar a taxa de utilização de materiais em 5% a 10%. Com uma capacidade de corte anual de 20 milhões de toneladas, 100.000 a 200.000 toneladas de aço podem ser economizadas anualmente, no valor de bilhões de yuans.
Nos países industrializados, há uma tendência de substituição de máquinas de corte por chama e máquinas de corte a laser por máquinas de corte por plasma de controle numérico.
Na China, as máquinas de corte a plasma são amplamente utilizadas em diversas indústrias, como automóveis, locomotivas, vasos de pressão, máquinas químicas, indústria nuclear, máquinas em geral, máquinas de engenharia e estruturas de aço.







