1. Prefazer
A carroceria de aço inoxidável do vagão não só tem as características de alta resistência, boa durabilidade, alta proteção ambiental e alta regeneração, mas também tem as vantagens de boa firmeza da carroceria, aparência requintada, longa vida útil e alta eficiência de soldagem.
Por isso, aos poucos é procurado por pessoas do setor.
A soldagem a laser é um método que foca feixes de laser de alta energia na superfície da peça conectada para derreter os materiais a serem conectados para formar uma solda.
Existem muitas soldas longas e retas na fabricação de carrocerias de aço inoxidável para vagões ferroviários de passageiros.
As empresas de fabricação de veículos no Japão, Alemanha e China têm a capacidade de soldagem a laser de carrocerias de aço inoxidável.
No entanto, as desvantagens dos equipamentos especiais de soldagem a laser, como alto custo, ciclo longo, pouca acessibilidade e pouca flexibilidade, dificultam o desenvolvimento da tecnologia de soldagem a laser na carroceria de aço inoxidável.
Nos últimos anos, com o surgimento de equipamentos portáteis de soldagem a laser, é possível aplicar ainda mais a tecnologia de soldagem a laser na fabricação de carrocerias de aço inoxidável.
2. Ddesenvolvimento de soldagem a laser portátil
Da entrada de energia elétrica até a formação real do laser, ele precisa passar por três estágios: fonte da bomba, meio de ganho e ressonador.
A energia é bombeada da fonte da bomba (lâmpada, diodo, dispositivo de radiofrequência, etc.) para o meio laser para estimular o meio laser a enviar radiação laser.
O laser irradiado é amplificado no ressonador e, finalmente, o laser de alta potência é emitido através do caminho óptico.
De acordo com os diferentes meios de ganho, os lasers podem ser divididos em lasers a gás, lasers sólidos e lasers líquidos (não utilizados na indústria).
Entre eles, o meio do laser de estado sólido amplamente utilizado é composto de granada sintética de ítrio-alumínio (YAG) de cristal único ou vidro dopado com íons opticamente ativados, como neodímio (Nd) ou itérbio (Yb).
A função do meio de ganho do laser de estado sólido é promover a absorção máxima da luminescência do laser e garantir que o calor seja consumido da forma mais eficaz possível.
Devido às diferentes estruturas dos meios de ganho, os lasers de estado sólido são divididos em lasers de disco, lasers de fibra, lasers semicondutores e assim por diante.
O meio de ganho do laser de estado sólido tradicional é a haste, o meio de ganho do laser de disco é um disco fino e largo e o material de ganho do laser de fibra é uma fibra delgada.
O surgimento de equipamentos de transmissão de fibra óptica resolve o problema de que o caminho óptico muda de acordo com a direção da demanda de uso.
Surge a primeira geração de equipamentos portáteis de soldagem a laser.
Embora a primeira geração de equipamentos portáteis de soldagem a laser possa realizar soldagem dentro de uma certa faixa, ela tem baixa eficiência de conversão fotoelétrica, grande volume de equipamento (4 ~ 6 vezes o volume de equipamentos comuns de soldagem a arco de argônio), pequena penetração de soldagem e pequena faixa soldável.
O custo do equipamento é alto (mais de 3 vezes o da soldagem a arco de argônio).
Comparado com a soldagem a arco de argônio, é usado principalmente em outdoors e peças decorativas com requisitos estéticos.
Não há alternativa à soldagem a arco de argônio para conectores estruturais.
Nos últimos anos, o laser de fibra fez grandes progressos.
Suas vantagens incluem principalmente alta taxa de conversão fotoelétrica, rápida dissipação de calor, boa flexibilidade, forte capacidade anti-interferência, baixo custo, longa vida útil, sem ajuste, sem manutenção, alta estabilidade e pequeno volume.
Equipamentos manuais de soldagem a laser usando lasers de fibra também foram desenvolvidos gradualmente.
A soldagem a laser requer alta precisão de montagem da peça e defeitos de solda são fáceis de ocorrer.
Para resolver este problema, o projetista desenvolveu um equipamento portátil de soldagem a laser com oscilação de ponto de luz com referência ao equipamento especial de soldagem a laser.
O laser oscila no formato “8” ou “O”, o que pode reduzir a precisão de montagem da peça e aumentar a penetração da soldagem.
Após uma série de otimização e melhorias, o atual equipamento de soldagem a laser portátil comum tem uma potência de 0,5 ~ 1,5KW.
O tamanho e o peso do equipamento são equivalentes aos de uma máquina de solda a arco de argônio, podendo soldar placas de metal de 3 mm ou menos.
A fim de resolver o problema de resistência de soldagem insuficiente da estrutura de soldagem a laser, nos últimos anos, os fabricantes de equipamentos integraram dispositivos automáticos de alimentação de fio com base na soldagem a laser e desenvolveram equipamentos portáteis de soldagem de enchimento de fio a laser com alimentação automática de fio, que basicamente atende a soldagem de chapas metálicas finas abaixo de 4mm.
Ele pode basicamente substituir e exceder a soldagem a arco de argônio e realizar soldagem de alta velocidade, baixa entrada de calor, pequena deformação, baixo custo e proteção ambiental.
Nas condições anuais, o custo de fabricação é inferior ao da soldagem a arco de argônio.
3. Ccaracterísticas da soldagem a laser portátil
3.1 Avantagens da soldagem a laser portátil
1) A soldagem a laser portátil tem características de alta eficiência, baixa entrada de calor, baixo custo e proteção ambiental.
Ao mesmo tempo, como a extremidade frontal da pistola de soldagem geralmente é projetada com um bico guia longo, a ponta do bico guia pode aderir à peça de trabalho e se mover ao longo do formato da peça durante o processo de soldagem. O operador não precisa despender esforço como na soldagem a arco manual para superar a gravidade da pistola de soldagem e pode operar com uma mão.
Os requisitos para o nível de habilidade dos soldadores são baixos.
Geralmente, leva apenas 5 a 7 dias para um soldador aprender e usar habilmente, enquanto no mesmo caso, leva 30 dias ou mais para um soldador de arco manual qualificado.
2) Para peças mais complexas, sua eficiência é qualitativamente melhorada em comparação com a soldagem a arco manual tradicional.
Em termos de flexibilidade, a pistola de soldagem pode ser customizada, podendo se adaptar à soldagem em diversos espaços estreitos, ou seja, a posição onde a soldagem a arco manual pode ser soldada, e a soldagem a laser portátil também pode ser concluída.
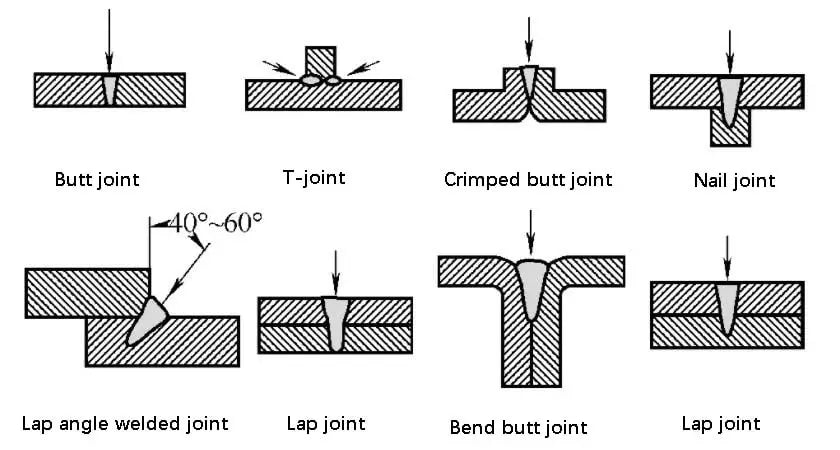
3) A costura de soldagem a laser é lisa e bonita, e o volume do metal de solda é pequeno, o que é adequado para peças com altos requisitos de aparência.
A forma comum de junta de soldagem a laser é mostrada na Fig.
Geralmente, juntas convencionais de 3 mm e abaixo podem ser concluídas por soldagem a laser manual.

Fig. 1 Tipos comuns de juntas soldadas a laser
3.2 Svantagens da soldagem a laser portátil
1) Como o laser pode ser perigoso para os olhos e a pele, seja direto ou refletido, ao soldar alumínio, liga de alumínio, cobre, ouro, prata e outros materiais de alta reflexão, a maior parte do laser será refletida pelos materiais.
O laser pertence à luz invisível. Preste atenção ao ângulo de reflexão durante a operação. A operação cruzada deve ser evitada no processo de soldagem manual a laser.
Ao mesmo tempo, a fim de evitar ferimentos causados pela reflexão do laser, dispersão e dispersão difusa na área do equipamento laser, instalações de proteção de isolamento precisam ser instaladas e os operadores precisam usar óculos anti-laser.
2) Para soldas comuns de soldagem a laser, a folga da peça de trabalho após a montagem deve ser ≤ 0,1 mm.
A fim de reduzir os requisitos de precisão de montagem e reduzir o custo de fabricação de acessórios, equipamentos manuais de soldagem a laser com enchimento de fio e equipamentos portáteis de soldagem a laser oscilantes podem ser usados.
Diferentes testes de liberação podem ser realizados de acordo com a capacidade do equipamento e as condições do produto para finalmente atender aos requisitos de uso.
3) O equipamento portátil de soldagem a laser transmite o laser através da fibra óptica.
Quando o raio de curvatura da linha de transmissão do equipamento for muito pequeno, a fibra óptica será danificada.
Portanto, ângulos de curvatura muito grandes devem ser evitados durante o processo de soldagem.
Geralmente, o comprimento da costura de soldagem única e contínua deve ser controlado dentro da faixa de atividades do pessoal.
Para soldas retas longas com comprimento superior a 2m, pode-se considerar que são realizadas em seções, podendo ser instalado um dispositivo de suspensão do cabo da pistola de soldagem.
4) A soldagem a laser portátil ainda é usada na soldagem manual e ocorrerá fadiga durante a operação prolongada.
Para soldas longas e retas com boa acessibilidade à soldagem, máquinas especiais ou equipamentos automáticos devem ser considerados para soldagem.
4. UmPerspectiva de aplicação de carroceria de aço inoxidável
A carroceria de aço inoxidável tem características de forte resistência à corrosão, boa resistência plástica e livre de revestimento, o que é preferido pelos clientes.
A soldagem a laser da carroceria de aço inoxidável tem vantagens incomparáveis em relação à soldagem tradicional.
Possui alta resistência à soldagem, pode efetivamente reduzir defeitos e ter uma bela aparência, por isso é altamente respeitado.
A carroceria de aço inoxidável dos veículos ferroviários é geralmente composta de placas finas.
Para a carroceria leve de aço inoxidável (ver Figura 2), exceto que a espessura da placa da parte de suporte da estrutura inferior excede 4 mm, outras peças são feitas de materiais de paredes finas com uma espessura de placa de 0,8 ~ 3 mm.
Entre eles, a placa corrugada mais fina na tampa superior tem apenas 0,8 mm, enquanto o material de aço da placa da parede lateral e da placa da parede final exigido pela superfície externa é geralmente de 2 mm, o que está dentro da faixa de espessura da placa aplicável à soldagem a laser portátil .

Fig. 2 Uma carroceria leve de aço inoxidável
4.1 Arequisitos estéticos e perspectiva de aplicação de solda
As soldas sobrepostas ao redor da moldura da porta e do revestimento da parede lateral (ver Fig. 3) estão localizadas na entrada do habitáculo da carroceria do carro, as soldas de ângulo entre a drenagem da parede final e o revestimento da parede final (ver Fig. 4 ), e as soldas sobrepostas entre a borda final e o revestimento da parede lateral (ver Fig. 5).
Eles são visíveis aos passageiros na plataforma. Eles têm altos requisitos para a estética da solda.
A soldagem a arco manual é usada para formar soldas desagradáveis, como soldagem de comprimento total.
A grande entrada de calor de soldagem causará deformação da superfície externa, mas para garantir que o veículo não fique corroído por muito tempo e atenda às necessidades estruturais, o esquema convencional é soldagem a arco de argônio + tratamento de colagem, enquanto a soldagem a arco de argônio a solda é escama de peixe, a posição da solda é irregular, a junta de solda é côncava ou convexa, feia e a operação de tratamento de colagem da lacuna de soldagem final é complicada.
A espessura da junta adesiva é pequena, fácil de envelhecer e cair, e o custo de manutenção é alto.

Fig.3 Sobreposição da moldura da porta e parede lateral

Fig. 4 Conexão de canto entre a drenagem da parede final e a pele

Fig. 5 Sobreposição da borda final e da pele
Para as soldas nas posições acima, geralmente, a folga na junta de solda pode ser controlada dentro de 0,1 mm.
A soldagem a laser portátil pode substituir completamente a soldagem a arco de argônio + colagem, reduzir significativamente o custo de fabricação e melhorar a eficiência.
As soldas ficam retas e uniformes após a soldagem sem retificação, o que pode melhorar a satisfação do cliente.
4.2 Perspectiva de aplicação de solda de grande deformação
A solda sobreposta entre o diafragma e a viga dobrada acima da tampa superior e a solda de ângulo entre o diafragma e a placa inferior (ver Figura 6) têm cerca de 3m de comprimento.
Quando a soldagem a arco manual é usada, a entrada de calor é grande.
Mesmo se for usada soldagem por salto seccional, a deformação após a soldagem ainda é grande.
A deformação na placa inferior é superior a 5 mm e a deformação no diafragma é superior a 10 mm, o que requer muita mão de obra e recursos materiais para ajuste e reparo. Soldagem a laser portátil é usada.
A entrada de calor de soldagem é bastante reduzida e a velocidade de soldagem pode ser aumentada em mais de três vezes, o que pode reduzir bastante o ajuste e correção de forma subsequente.
Ao mesmo tempo, a formação da solda é bonita e há poucos defeitos nas juntas, o que pode reduzir o desbaste das juntas, de forma a reduzir custos e melhorar a eficiência.

Fig. 6 Conexão do diafragma acima da tampa superior
5. Conclusão
Atualmente, a tecnologia avançada de soldagem a laser é gradualmente adotada para a carroceria de aço inoxidável dos vagões ferroviários, e os padrões técnicos correspondentes são gradualmente aprimorados.
A resistência à fadiga das juntas e a resistência mecânica da soldagem a laser são melhores do que as da soldagem a arco tradicional. Na fabricação de carrocerias leves de aço inoxidável, a soldagem a laser portátil tem maior flexibilidade e ampla gama de aplicações.
Com o progresso contínuo desta tecnologia e a redução contínua dos custos do equipamento, o uso da soldagem a laser portátil pode reduzir custos, melhorar a eficiência e melhorar a satisfação do cliente.
Pode-se prever que a soldagem a arco manual será gradualmente substituída em carrocerias de aço inoxidável no futuro.







