
I. Seleção de barramento de cobre
1. Barramentos retangulares de cobre devem ser usados tanto quanto possível para a fiação primária.
Quando for difícil processar com barramentos retangulares ou a corrente for menor ou igual a 100A, podem ser utilizados fios isolados.
Barramentos de cobre são geralmente usados para gabinetes de distribuição do tipo sala de máquinas.
2. Seleção do barramento primário:
2.1 Caso haja requisitos nos desenhos, o barramento deve ser selecionado de acordo com os requisitos dos desenhos (os barramentos do gabinete da linha de entrada principal e do gabinete de contato são selecionados de acordo com a confluência).
Quando não houver requisitos específicos nos desenhos, o barramento deverá ser selecionado de acordo com o disposto neste código de processo.
2.2 A seleção dos barramentos ramificados geralmente deve ser baseada na corrente nominal de trabalho do disparador térmico do interruptor pneumático automático. Outras seleções devem ser feitas de acordo com a Tabela 1.
Tabela 1 Requisitos para seleção de barramentos
| Forma | Condições para escolher um barramento |
| Interruptor de ar automático sem liberação térmica. | De acordo com o valor da corrente nominal do interruptor pneumático. |
| Existem vários circuitos ramificados abaixo do interruptor pneumático automático, cada um equipado com seus próprios interruptores pneumáticos automáticos. | De acordo com o valor da corrente do circuito derivado. |
| O circuito consiste em uma chave faca, um fusível e um transformador de corrente. | Com base no valor da corrente nominal do lado primário do transformador de corrente. |
| Somente contator | Com base no valor da corrente nominal do contator. |
| Somente fusível | De acordo com o valor da corrente nominal do fusível. |
Explicação: Ao ajustar o disparador térmico de um disjuntor em caixa moldada, selecione de acordo com o valor máximo.
3. Capacidade de suporte de corrente do barramento
3.1 O barramento do gabinete 8PT é selecionado de acordo com a seção transversal especificada na tabela técnica de materiais do barramento. Para peças não especificadas pelo material, utilize a Tabela 2 para seleção:
Tabela 2 Seleção da capacidade de carga de corrente para barramentos não padronizados em gabinete 8PT.
| Corrente nominal (A) | Barramento de cobre | |
| Barramento rígido | Barramento macio | |
| 160 | 2*20*1 | |
| 175~225 | 20*5 | |
| 225~250 | 25*5 | 4*20*1 |
| 250-275 | 30*5 | |
| 275~350 | 40*520*10 | |
| 350-400 | 30*10 | 5*32*1 |
| 400~500 | 30*10 | |
| 500~630 | 40*10 | 8*40*1 |
3.2 Para produtos padrão, consulte a tabela de seleção de barramentos da empresa:
3.3 A seção transversal do condutor de proteção deve ser escolhida conforme Tabela 4. Se o fio selecionado conforme Tabela 2 não for de tamanho padrão, ele deverá ser ajustado às especificações padrão do barramento.
Tabela 3
| Área da seção transversal S (mm2) da linha de fase do dispositivo | A seção transversal mínima do condutor de proteção PE correspondente Sp (PE, PEN) mm2. |
| ≤16 | S |
| 16<S≤35 | 16 |
| 35<S≤400 | S/2 |
Nota 1: Quando o condutor de proteção for utilizado como PEN, é permitido desde que a corrente do condutor neutro não exceda 30% da corrente de fase. Quando excede 30% da corrente de fase, a seção transversal do condutor de proteção correspondente precisa ser aumentada. A barra condutora de proteção PEN não necessita de isolamento.
Nota 2: Quando as dimensões da seção transversal não padronizadas forem obtidas nesta tabela, o próximo tamanho maior deverá ser selecionado.
3.4 A cor do barramento e dos fios do dispositivo deve estar de acordo com o disposto em GB2681-81 “Cores dos Fios em Conjuntos de Equipamentos Elétricos”, e sua sequência de fases é mostrada na Tabela 4 (vista pela frente do gabinete).
Tabela 4: Sequência de disposição dos barramentos
| Categoria | Sinais | Arranjo vertical | Arranjo horizontal | Dispostos da frente para trás | |
| Corrente alternada | Fase A L1 | Amarelo | Principal | Esquerda Centro Certo Extrema-direita Extrema-direita |
Distante |
| Fase B L2 | Verde | Meio | Esquerda | Médio | |
| Fase C L3 | Vermelho | Fundo | Centro | Aproximar | |
| Linha Neutra N | Azul claro | Mais baixo | Certo | Mais próximo | |
| Linha Neutra de Terra Protetora PEN | Alternação Amarelo-Verde | Mais baixo | Extrema-direita | Mais próximo | |
| Linha Protetora PE | Alternação Amarelo-Verde | – | – | – | |
| Corrente direta | Terminal Positivo L+ | Marrom | Principal | Esquerda | Distante |
| Terminal negativo L- | Azul | Fundo | Certo | Aproximar | |
| Neutro à Terra M | Azul claro | – | – | – | |
Explicação: A ordem de disposição do barramento do produto 8PT refere-se à ordem padrão gerada pelo software 8PT.
3.5 Identificação da Sequência de Fase do Barramento:
A identificação da sequência de fases do barramento principal pode ser marcada com etiquetas coloridas e impressas. Os rótulos coloridos são o método preferido. Ao usar etiquetas impressas, a impressão deve ser nítida, bem colada e firmemente fixada.
Ao usar etiquetas coloridas, a cor das etiquetas deve estar de acordo com as especificações da Tabela 5.
O barramento PE é marcado com uma cor dupla amarelo-verde e um símbolo PE. As dimensões das etiquetas coloridas são especificadas na Tabela 5.
Tabela 5 Diâmetro das etiquetas coloridas
| Largura do barramento | Diâmetro da marca colorida |
| 15mm | φ15 |
| 20, 25, 30, 40, 50mm | φ20 |
| 60, 80, 100, 120 | φ30 |
Explicação: Os barramentos do 8PT são embalados e etiquetados com tiras de identificação de duas cores L1, L2, L3, N e amarelo-verde.
3.6 A distância mínima entre a disposição horizontal e vertical do barramento e a parte inferior da estrutura não deve ser inferior a 200mm, incluindo as fileiras N e PE.
3.7 Quando as linhas N e PE usam parafusos M8 ou maiores para fios de entrada e saída, os furos são configurados com parafusos sextavados externos; ao usar parafusos M6, os furos são configurados com parafusos sextavados internos.
3.8 A disposição dos barramentos deve garantir o espaço de operação dos equipamentos elétricos de operação direta (ou seja, os barramentos não devem comprometer a segurança do operador durante a operação normal).
II. Etapas de processamento de barramento
1. Selecione as linhas de acordo com o desenho (aquelas não especificadas no desenho são selecionadas de acordo com este processo) e determine o tamanho do esquema de fiação.
A forma e o tamanho do barramento são geralmente determinados pelo processador, e produtos padrão e desenhos com requisitos especiais são feitos de acordo com os desenhos.
2. Corte o material, ajuste o barramento para ficar reto e nivelado.
3. Marque linhas, faça furos ou faça furos, rebarbe e chanfre as faces finais.
4. Flexão (flexão plana, flexão vertical, flexão torcida).
5. Tratamento de estanho de superfície.
Nota: Para alguns tamanhos de barramentos especiais que são difíceis de medir e processar, um comprimento adicional de 150 mm pode ser reservado, a dobra pode ser realizada e, em seguida, os furos podem ser perfurados.
6. Requisitos de fabricação de barramentos
6.1 A produção de barramentos deve considerar segurança e confiabilidade após a instalação, conveniência para inspeção e desmontagem.
6.2 O barramento em si deve estar bem reto e qualquer material torto ou irregular do barramento deve ser corrigido. Geralmente, uma endireitadeira é utilizada para correção ou corrigida manualmente com um martelo de madeira.
No entanto, os barramentos corrigidos desta maneira não devem apresentar marcas óbvias de martelo. Após a correção, o grau de flexão da superfície larga do barramento não deve exceder 2 mm por metro, e a lateral não deve exceder 3 mm por metro.
6.3 As peças processadas do barramento não devem ter rebarbas e a face final deve ser perpendicular à borda do barramento (exceto para requisitos especiais). O barramento deve ser rebarbado em ambos os lados após a perfuração.
6.4 Quando for necessário conectar os fios de alimentação secundários nos barramentos primários de cobre, faça um furo Ф6 no barramento e conecte-o com um parafuso M5. O furo Ф6 é feito a 30 mm de distância da junta do barramento e a 8 mm da borda. Retire uma superfície nua de 15 × 15 mm do barramento equipado com uma luva termorretrátil para fiação.
6.5 Consulte a tabela de puncionamento do barramento “Diretrizes do processo primário do circuito principal” para obter o tamanho do puncionamento da junta do barramento, que inclui principalmente conexões retas e verticais. Quando a distância entre os barramentos exceder o comprimento da Tabela 6, um suporte fixo adicional deverá ser adicionado.
Tabela 6
| Largura do barramento (mm) | Distância de suporte (mm) |
| ≤30 | 300 |
| ≤50 | 600 |
| ≥60 | 900 |
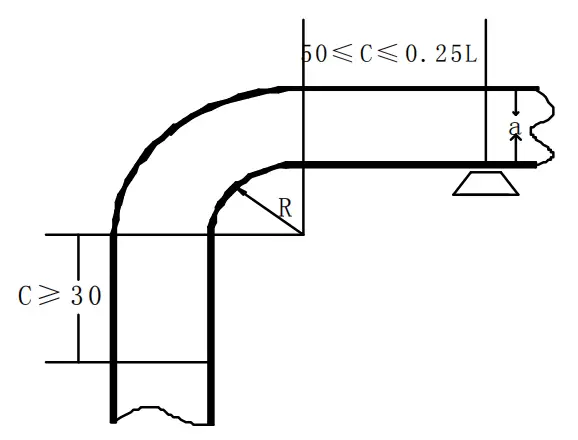
6.6 A distância do ponto inicial da curva do barramento até a borda mais próxima do grampo de suporte do barramento não deve ser inferior a 50 mm e não deve exceder 0,25L (L é a distância entre dois pontos de suporte do barramento, geralmente 1m), veja a Figura 1.
6.7 A distância do ponto inicial da curva do barramento até a posição de sobreposição do barramento não deve ser inferior a 20 mm, consulte a Figura 2.
a refere-se à largura do barramento
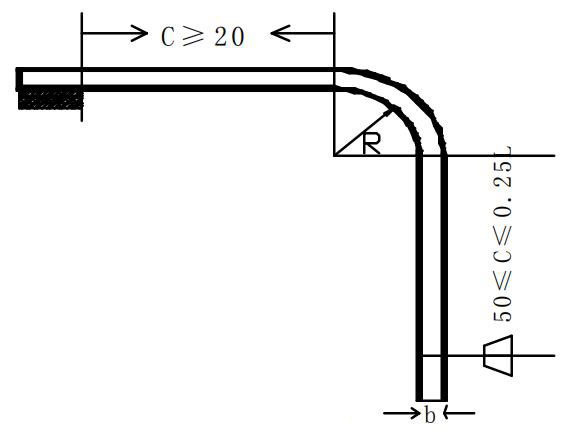
b refere-se à espessura do barramento
6.8 O barramento pode ser dobrado, verticalmente ou torcido conforme necessário. Os raios para dobras planas e verticais deverão ser feitos de acordo com os valores listados nas Figuras 1 e 2 e Tabela 7.
Tabela 7: Valores Mínimos de Raio de Curvatura (R) para Barramentos
| Tipo de barramento | Métodos de dobra | Dimensões transversais do barramento | Raio de curvatura mínimo (mm) |
| Cobre | |||
| Barramento Retangular | Flexão plana | 50×5 e abaixo 120×10 e abaixo |
2b 2b |
| Flexão Vertical | 50×5 e abaixo 120×10 e abaixo |
1 uma 1.5a |
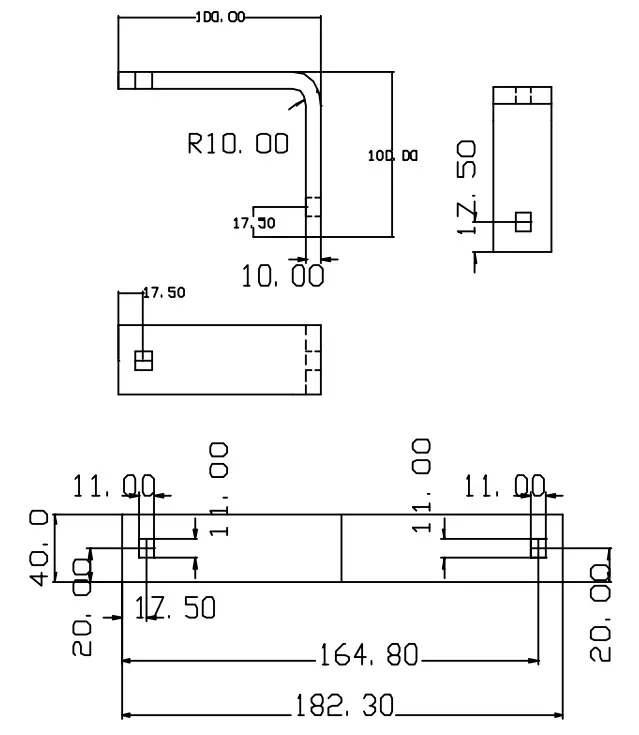
6.9 Processamento de barramento retangular a 90 graus
Ao torcer um barramento em 90 graus, as operações podem ser realizadas em uma morsa de bancada. Coloque um bloco de cobre nas garras do torno, prenda a extremidade inicial do barramento para ser dobrado verticalmente entre as garras, use uma chave ajustável ou outras ferramentas especializadas para girar o barramento 90 graus em um local apropriado.
A distância mínima de torção do barramento é de 1,5 a 2 vezes a largura (b) do barramento. As especificações para este processo são espessura ≤6mm e largura do barramento ≤60mm. O formulário específico pode ser visto na Figura 3.

6.10 Os pontos inicial e final da curva plana, curva vertical e curva torcida do barramento trifásico no mesmo circuito devem ser consistentes.
6.11 Quando vários barramentos retangulares são usados em paralelo para um circuito, deve haver uma folga não inferior à espessura do barramento entre as peças.
6.12 Detalhes de processamento:
Etapas de processamento:
Medir → Cortar → Endireitar, Nivelar → Marcar → Perfurar → Dobrar → Terceirizar revestimento de estanho de superfície → Instalar → Colar etiqueta
Observação:
① Processe a barra de cobre 8PT de acordo com os desenhos padrão formados no software 8PT, e as correções precisam ser feitas para aquelas que devem ser sobrepostas positivamente pelo acordo técnico.
② Meça a barra de cobre encontrando um ponto fixo no gabinete e não se esqueça da espessura da barra de cobre.
—Diagrama de barras de cobre: Geralmente, três vistas são usadas, no método de projeção – vista principal, vista superior, vista esquerda.
—Requisitos técnicos a serem marcados no diagrama de processamento do barramento de cobre:
①. Unidade: ** mm
②. Especificação: ** × ** largura * espessura
③. Tolerância: +/-0,3 mm
④. Quantidade: ** peças
⑤. Local de instalação:
— Cálculo do material desdobrado:
1). Dobrar ângulo reto:
①. A regra básica para dobrar uma dobra em ângulo reto é: Comprimento do material desdobrado = comprimento total medido externamente – espessura da barra*1,77 (mm).
②. Para um barramento dobrado em ângulo reto com espessura inferior a 6 mm, use um molde R5 para dobrar, e para aqueles acima de 6 mm, use um molde R10 para dobrar.
③. Coeficiente de redução específico (cada dimensão externa da curvatura em ângulo reto é medida uma vez e o coeficiente é reduzido uma vez), consulte a Tabela 8:
Tabela 8
| Espessura do material do barramento (mm) | Redução de dimensão necessária (mm) | Espessura do material do barramento (mm) | Redução de dimensão necessária (mm) |
| 3 | 5.3 | 6 | 10.6 |
| 4 | 7.1 | 8 | 14.2 |
| 5 | 8,9 | 10 | 17,7 |
2) Curva Oblíqua:
Calculado de acordo com o teorema de Pitágoras, com pequenos desvios.
Pontos-chave a serem observados:
—Não deve haver rebarbas na seção transversal do barramento de cobre.
—Não deve haver rebarbas nas bordas dos furos perfurados.
—Não deve haver marcas de canetas de marcação na superfície do barramento de cobre durante a instalação.
—Ao aplicar uma luva termorretrátil na superfície do barramento, use uma pistola de ar quente para aquecê-la uniformemente. Não deve haver poços de aquecimento irregulares na superfície.
—Ao retirar a capa termorretrátil, use uma régua quadrada para pressionar a faca de papel e descascá-la em linha reta. A camada de estanhado na superfície do barramento de cobre não deve ser riscada, expondo vestígios de cobre nu.
—Considere a folga elétrica e a distância de fuga entre os barramentos e do barramento ao solo durante o processamento do barramento.
7. Instalação de barramento
7.1 O método de conexão dos barramentos deve ser executado de acordo com a tabela de sobreposição especificada no documento do processo.
7.2 No quadro, o barramento é geralmente conectado com parafusos passantes. A conexão do barramento deve ser firme e ter bom contato. A superfície de conexão deve se encaixar naturalmente e a configuração deve ser elegante e esteticamente agradável.
7.3 Os fixadores utilizados nas conexões dos barramentos devem ser parafusos galvanizados, porcas, coxins de mola e arruelas que atendam às normas nacionais. A conexão do produto 8PT atende aos requisitos relevantes do processo.
7.4 Todos os parafusos de sobreposição deverão utilizar arruelas planas comuns (superfície côncava voltada para o barramento). A parte roscada do parafuso deve sobressair 3 a 5 roscas. Deve haver uma distância livre de mais de 3 mm entre arruelas de parafusos adjacentes.
7.5 Quando o barramento estiver plano, os parafusos devem ser instalados de acordo com as seguintes regras para facilitar a observação do estado de aperto e manutenção: voltados para o lado de manutenção elétrica e operação, os parafusos passantes devem ser instalados de trás para frente e de baixo para principal. Em outros casos, a porca deve ficar do lado da manutenção.
7.6 Após a instalação do barramento, caso haja flacidez ou subida entre dois pontos de apoio, o desvio não deve ser superior a 4mm.
7.7 A conexão entre os barramentos deve garantir tensão de contato suficiente e duradoura, mas não deve causar deformação permanente do barramento.
7.8 Uma peça composta de cobre-alumínio deve ser instalada quando o cobre e o alumínio estiverem conectados.
Precauções:
—O barramento de cobre precisa ser protegido durante o processo de estanhagem. Deve passar por inspeção para confirmar se o tratamento de superfície é aceitável antes de poder ser transportado ou instalado.
—Devem ser usadas luvas brancas ao instalar o barramento de cobre após o estanhamento para evitar que impressões digitais fiquem na superfície.
—Os produtos comuns são instalados com parafusos de grau 4,8, enquanto os produtos Siemens e outros produtos especificados são instalados com parafusos de grau 8,8.
—A penetração do parafuso do produto 8PT deve estar de acordo com o diagrama de montagem do produto 8PT, e o torque deve atender aos requisitos.
—Folga elétrica e distância de fuga entre barramentos e do barramento ao solo.
8. Inspeção
8.1 Se a fabricação da linha primária atende aos requisitos pertinentes dos desenhos.
8.2 Se o barramento primário e a seleção atendem aos requisitos de capacidade de carga.
8.3 Se a folga elétrica e a distância de fuga do barramento atendem aos requisitos do processo.
8.4 Aperto das conexões aparafusadas.







