
1. Visão geral:
Este produto, mostrado na figura abaixo, é composto por um corpo de molde e uma almofada, que pode criar aumentos e diminuições nos deslocamentos, e realizar dobramento de segmento diminuindo para frente.

A almofada do componente principal é fixada com parafusos e a espessura da almofada pode ser alterada ou os ângulos da almofada podem ser alterados e o deslocamento mudará.
2. Padrões:
A espessura máxima da placa aplicável é SPCC-2.3t.
A faixa de deslocamentos que podem ser produzidos é H=1~10MM.
2.1) O deslocamento do molde é determinado pela montagem da almofada e pelo ângulo do componente. Para obter informações sobre o deslocamento do molde, a montagem da almofada e a quantidade de chanfro do componente, consulte a Tabela 1.
| Componente | Calço chanfrado | 0 | 1.4 | 2.9 | 4.3 | 4.9 | 7,8 | 9.2 |
| 0,5 | 6,72 | 5,92 | 5.06 | 4.26 | 3,91 | 2,25 | 1.14 | |
| 1,0 | 7h15 | 6,33 | 5,47 | 4,66 | 4.32 | 2,66 | 1,85 | |
| 2,0 | 7,95 | 7h15 | 6.28 | 5,48 | 5.14 | 3,48 | 2,67 | |
| 4,0 | 9,58 | 8,79 | 7,93 | 7.12 | 6,78 | 5.11 | 4.31 |
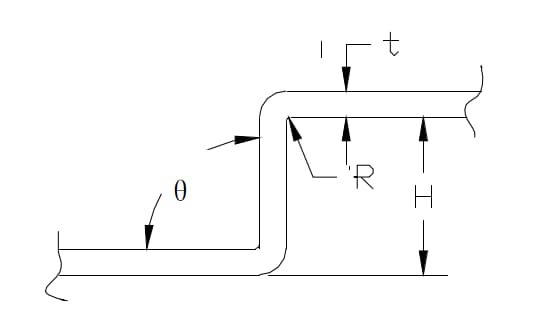
Fórmula para calcular a altura do deslocamento:
Altura do deslocamento = {11,0-(espessura do calço)}×0,574 + (quantidade de chanfro)×0,819
Porém, o deslocamento do produto é igual ao deslocamento do molde. A quantidade exata de deslocamento do molde para o produto é confirmada através de dobramento experimental de cada produto, com resultados corretos e errôneos.
2.2) Se o deslocamento H for pequeno, o ângulo θ aumentará.
2.3) O raio de curvatura R é geralmente menor ou igual a R2. Se o deslocamento H for pequeno, o ângulo R também diminuirá.
2.4) A almofada é classificada como acessório de terceira classe, com 2 peças cada para 1,4t, 2,9t e 4,9t, e combinada com o componente chanfrado.
3. Métodos para ajustar o molde usando um pino de ajuste
1)Primeiro, instale o molde superior; após colocar o molde inferior no assento de instalação do molde inferior, ajuste-o usando o pino de ajuste.
2)Se o deslocamento for relativamente pequeno (em torno de H=1~2mm), o molde também pode ser calibrado diretamente combinando os moldes superior e inferior.
3)Método de ajuste da escala do pino de ajuste:
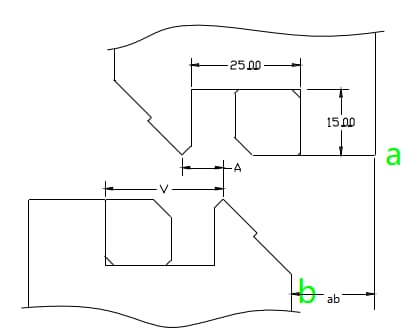
(1) Ao ajustar a dimensão A, o deslocamento pode variar devido a diferenças na espessura da placa ou no formato da dobra e não pode ser generalizado. Esta é apenas uma faixa de ajuste aproximada: A = V/3 + 0,245t;
(2) Meça a distância vertical entre os pontos aeb, e a distância vertical entre as duas extremidades do molde deve ser igual.
4)Precauções ao usar a ferramenta Pino de ajuste:
4)-1 Primeiro, combine o chanfro e o calço de acordo com a altura do deslocamento e instale os moldes superior e inferior, mas não fixe o molde inferior primeiro.
4)-2 O ajuste do pino de ajuste deve ser consistente com (0,245t) e a espessura da placa correspondente. Após o ajuste na escala correspondente, todos os parafusos devem ser apertados.
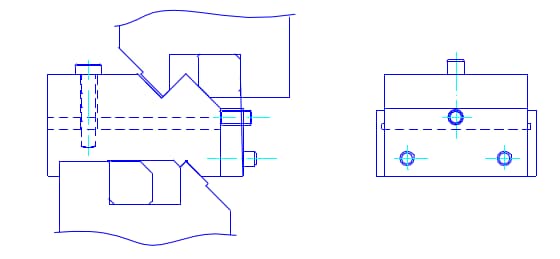
4)-3 Conforme mostrado na figura abaixo, coloque dois pinos de ajuste simétricos no molde inferior, alinhe-os com o molde superior e pressione para baixo até cerca de 1 tonelada ou menos. Após fixar o molde inferior, remova o acessório.
4)-4 A dimensão A mostrada na figura acima pode mudar teoricamente devido ao deslocamento e à espessura da placa. Como este acessório define automaticamente o deslocamento, apenas a espessura da placa pode ser ajustada de acordo com A = 0,245t. Existem dados teóricos e testes reais de flexão, e o melhor ângulo deve ser obtido (especialmente para flexão com diferentes espessuras de placa ou flexão em ângulo rombudo, etc.).
Aviso: Não utilize mais do que a resistência à compressão especificada do molde;
Se for encontrado algum dano ao molde, pare de usá-lo imediatamente.
O molde deve ser instalado estritamente de acordo com os procedimentos operacionais.







