Como um dos equipamentos de dobra de chapas metálicas mais amplamente utilizados, a prensa dobradeira CNC é amplamente utilizada na indústria de processamento de chapas metálicas e fabricação de equipamentos. É um equipamento de suporte crucial para o processamento de chapas metálicas, juntamente com punção de torre CNC, máquina de corte de chapa CNC e máquina de corte a laser CNC.
A prensa dobradeira CNC funciona usando uma matriz geral simples e movendo repetidamente o aríete para dobrar a folha em uma variedade de formas transversais complexas. Com o avanço de novas tecnologias, como CNC, servo e matriz, a tecnologia de prensa dobradeira CNC está focada principalmente na economia de energia e alta eficiência.
Além disso, com a melhoria contínua da precisão e eficiência da dobra, vários componentes funcionais estão se tornando cada vez mais disponíveis. Algumas empresas com fortes capacidades de investigação e desenvolvimento estão a concentrar-se na concepção de vários componentes funcionais, esforçando-se por melhorar o grau de automação em máquinas-ferramentas.
Entre todas as peças funcionais, o dispositivo de fixação rápida da matriz superior tem o impacto mais significativo na precisão e eficiência da dobra, particularmente na produção de dobras de múltiplas variedades e em pequenos lotes, onde a melhoria da eficiência da troca de matrizes é particularmente notável.
Este artigo apresenta dois novos dispositivos de fixação da matriz superior que são fáceis de operar, economizam energia e são eficientes. O princípio técnico, o design do mecanismo, as características técnicas e o processo de trabalho são descritos detalhadamente.
1. Introdução da tecnologia tradicional de dispositivos de fixação
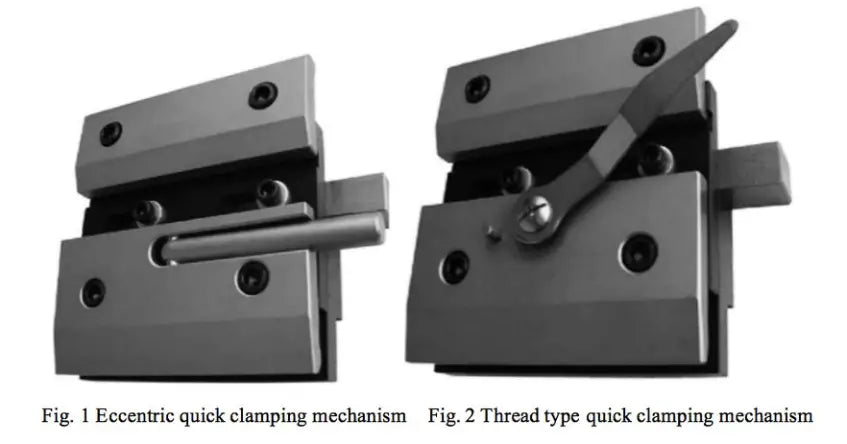
O dispositivo de fixação da matriz superior da dobradeira CNC da China geralmente adota estrutura mecânica, conforme mostrado na Fig.
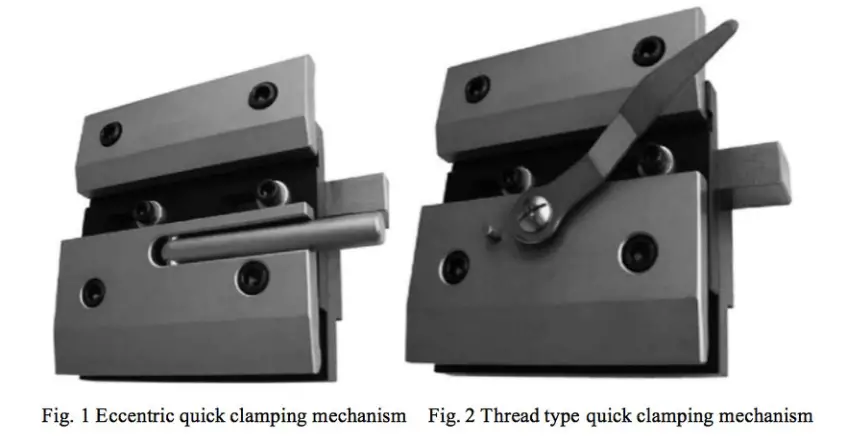
O mecanismo de fixação rápida excêntrico mostrado na Fig. 1 é caracterizado por possuir uma haste de came na extremidade da alavanca de operação. A alavanca de operação é fixada firmemente ao bloco de fixação frontal através de um pino cilíndrico e uma mola é fixada entre o bloco de fixação frontal e o bloco fixo.
Para fixar rapidamente a matriz superior da prensa dobradeira, a matriz superior deve ser inserida na lateral do dispositivo de fixação rápida. A matriz pode ser fixada rapidamente girando a alavanca de operação.
Quando a alavanca de operação é girada na direção reversa, o bloco de fixação frontal é rapidamente reinicializado pela mola entre o bloco de fixação frontal e o bloco fixo, liberando a matriz e permitindo que ela seja transportada lateralmente.
O dispositivo é fácil de usar e operar, mas apresenta algumas limitações, como força de fixação irregular e necessidade de inserir a matriz lateralmente.
A Figura 2 apresenta um mecanismo de fixação rápida com rosca. Para fixar rapidamente a matriz da prensa dobradeira, a matriz superior deve ser inserida na lateral do dispositivo de fixação rápida.
A alavanca de operação é girada para acionar o parafuso, que por sua vez aciona o bloco de fixação frontal para avançar e fixar a matriz. Quando a alça é girada na direção reversa, o bloco de fixação frontal se move para trás, acionado pelo parafuso, para liberar a matriz e transportá-la lateralmente.
Esta estrutura oferece as vantagens de ter uma grande força de fixação, boas capacidades de travamento automático e operação simples. No entanto, tem algumas limitações, como força de fixação irregular e velocidade de fixação mais lenta.
2. Projeto de dispositivo de fixação hidráulico automático
2.1 Desenho do esquema
Neste artigo, duas soluções são propostas para abordar a situação de tensão e o tamanho da matriz superior da dobradeira, com base nas características do dispositivo de fixação hidráulico automático para a matriz superior da dobradeira.
Esquema 1:
A matriz é fixada pela força de expansão gerada quando o óleo sob pressão é injetado na mangueira de borracha comprimida.
Ambas as extremidades do dispositivo de fixação estão equipadas com uma trava de segurança.
Quando a matriz superior é fixada, o pino de segurança da trava de segurança é inserido no orifício da matriz.
Quando a pressão interna da mangueira de borracha se dissipa, o operador e a matriz ficam efetivamente protegidos.
O dispositivo de fixação hidráulico automático é ideal para matrizes de conformação em grande escala, como aquelas usadas na indústria automobilística para prensar portas e janelas em formato de arco.
Esquema 2:
A força gerada pela mangueira de compressão também é utilizada para extrusar a matriz.
Além disso, o dispositivo de fixação hidráulico automático está equipado com um mecanismo para compensar a deflexão da matriz superior e um mecanismo de travamento de segurança.
A cunha superior do mecanismo de compensação de deflexão pode ser ajustada para extrudar o pino superior, compensando assim qualquer deflexão na matriz superior.
O pino de segurança na estrutura de travamento de segurança fornece proteção eficaz tanto para o operador quanto para a matriz superior.
Este dispositivo de fixação hidráulico automático é adequado para uso com matrizes padrão e pode acomodar matrizes segmentadas.
2.2 Projeto estrutural
De acordo com a ideia de projeto do esquema 1, o dispositivo de fixação hidráulico automático da matriz superior mostrado na Fig. 3 e Fig. 4 pode ser obtido.
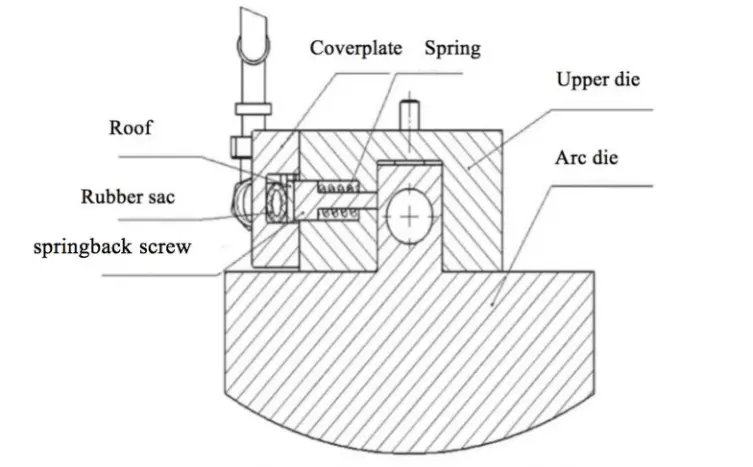
Fig. 3 Esquema 1: Mecanismo de fixação automática hidráulica da matriz superior
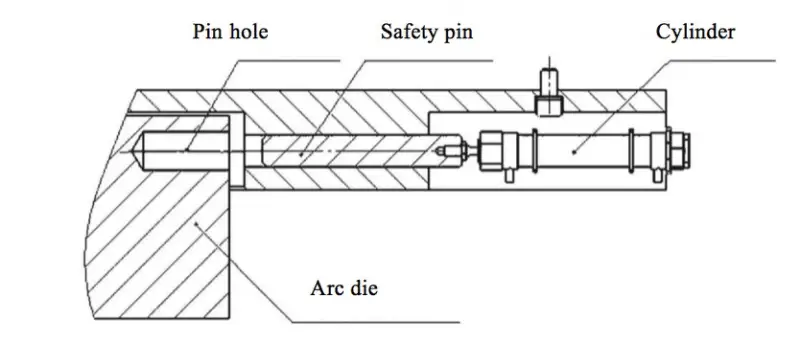
Fig. 4 Mecanismo de trava de segurança
O dispositivo de fixação hidráulico automático para a matriz superior é composto por um mecanismo de fixação e um mecanismo de travamento de segurança. Os componentes do mecanismo de fixação incluem a base superior da matriz, parafuso de rebote, placa superior, mola, placa de cobertura, bolsa de borracha, mangueira de acompanhamento, junta de transição e plugue.
A base superior da matriz é fixada com segurança à parte inferior do bloco deslizante por meio de parafusos. O assento superior da matriz possui uma ranhura vertical para segurar a alça superior da matriz e vários furos escareados paralelos em um lado. Os parafusos de recuperação para matrizes de extrusão e molas para reinicialização por mola são colocados nesses furos escareados.
A placa de cobertura é fixada na lateral da base superior da matriz e possui uma ranhura passante. Uma placa superior e um tubo de borracha são inseridos através desta ranhura, com a placa superior posicionada entre o parafuso de rebote e o tubo de borracha. A mangueira fica comprimida quando não está em uso.
Conforme mostrado na Fig. 4, um mecanismo de trava de segurança está localizado em ambos os lados do dispositivo de fixação e consiste em um cilindro de ar e um pino de segurança. Os furos são posicionados nos lados esquerdo e direito da sede superior da matriz e da prensa dobradeira.
Quando a matriz superior é fixada, o cilindro empurra o pino de segurança através do orifício na sede da matriz superior e para dentro do orifício na matriz superior para garantir que a matriz superior permaneça suspensa na ranhura da sede da matriz superior, mesmo que a pressão interna da mangueira de borracha cai repentinamente. Isto garante a segurança do operador e da matriz.
Seguindo o conceito de projeto do esquema 2, um segundo dispositivo hidráulico de fixação automática para a matriz superior pode ser produzido, conforme mostrado nas Figuras 5, 6 e 7.
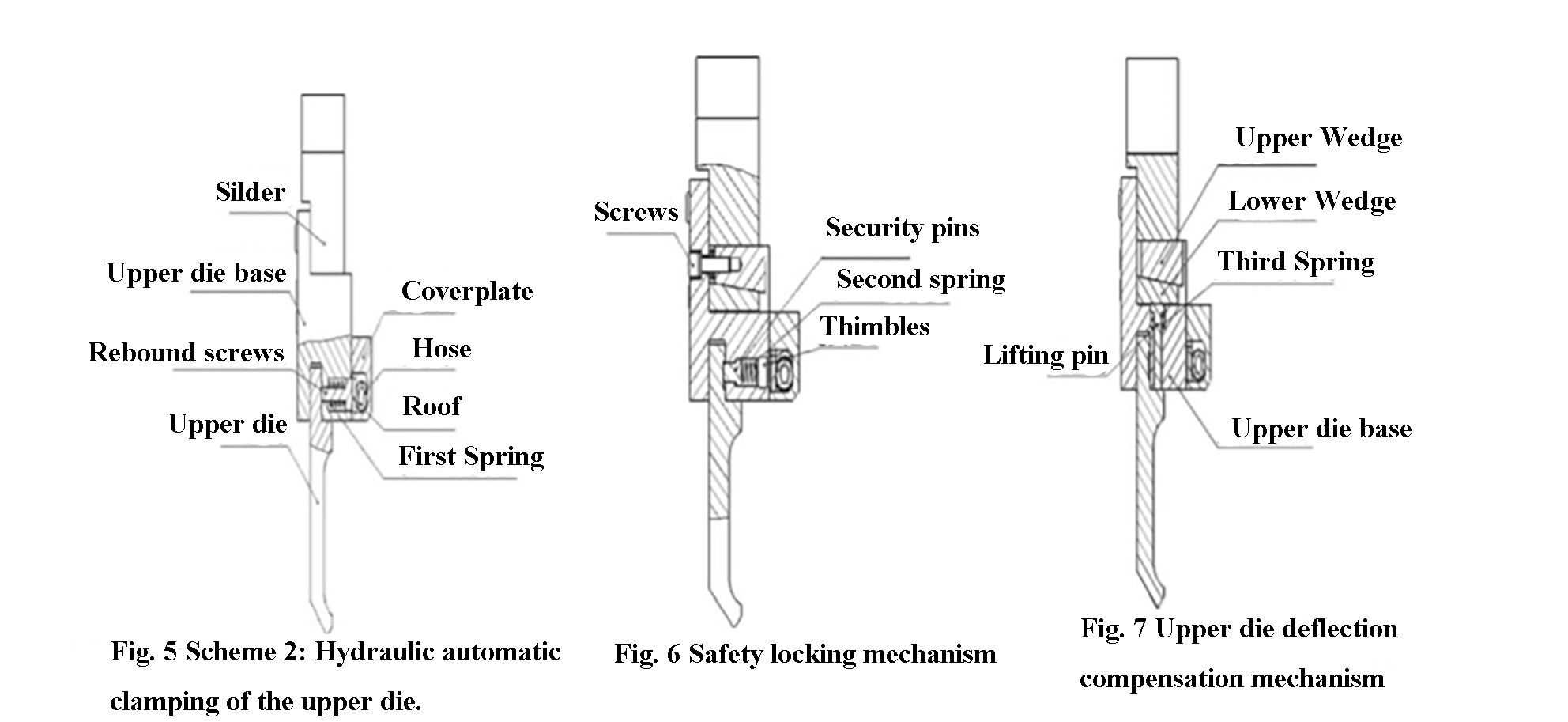
O diagrama esquemático do dispositivo de fixação hidráulico automático da matriz superior revela que ele compreende um mecanismo de fixação, um mecanismo de compensação de deflexão e um mecanismo de travamento de segurança.
O dispositivo consiste em uma primeira placa de cobertura, uma cabeça de fixação, uma placa superior, um tubo de borracha e uma cabeça de fixação.
A parte inferior do bloco deslizante é fixada à base superior da matriz com parafusos.
A base superior da matriz possui uma ranhura horizontal na parte inferior e um primeiro furo escareado na lateral.
O primeiro furo escareado é equipado com uma primeira mola, que é colocada na superfície do parafuso de retorno elástico.
O parafuso de retorno elástico passa pelo primeiro furo escareado e interage com a alça da matriz superior da dobradeira.
O tubo passante tem uma extremidade equipada com um tubo passante, enquanto uma extremidade do tubo de borracha está conectada ao saco de borracha.
Um teto é posicionado entre a mangueira e o parafuso de retorno elástico.
No seu estado inicial, a mangueira é comprimida pela pré-carga da primeira mola.
O dispositivo mostrado na Fig. 6 inclui um mecanismo de travamento de segurança que consiste em um pino de segurança, um parafuso de macaco e uma segunda mola. O mecanismo foi projetado para garantir a segurança do operador e da matriz caso o mecanismo de fixação pare de funcionar.
A lateral da base superior da matriz está equipada com vários segundos furos escareados. Uma extremidade desses furos é conectada à ranhura horizontal, enquanto a outra extremidade é rosqueada. O pino de segurança passa através do segundo furo escareado e engata na ranhura da matriz superior da dobradeira. A pré-carga da segunda mola pode ser ajustada girando o parafuso superior, que regula a força de extrusão entre o pino de segurança e a matriz superior.
Além do mecanismo de travamento de segurança, o dispositivo também inclui um mecanismo de compensação de deflexão da matriz superior, conforme mostrado na Fig. 7. Este mecanismo consiste em várias cunhas superiores, cunhas inferiores, pinos de elevação, grupos de molas prato e uma terceira mola.
A parte superior da base superior da matriz apresenta múltiplas ranhuras, cada uma equipada com dois terceiros furos escareados. Uma extremidade dos terceiros furos escareados é conectada à parte inferior da base superior da matriz. As cunhas superior e inferior são instaladas na ranhura da base superior da matriz e conectadas a ela por meio de parafusos. Um grupo de molas prato é posicionado entre a cunha superior e a base superior da matriz.
Uma terceira mola é colocada na superfície do pino ejetor e instalada no terceiro furo escareado. O pino ejetor engata na matriz superior da dobradeira através deste orifício.
2.3 Características técnicas
- O dispositivo de fixação automático hidráulico apresentado neste artigo é mais superior ao dispositivo de fixação mecânico. Ele não apenas fornece automação, mas também permite uma operação mais simples. A matriz pode ser convenientemente inserida na ranhura do assento superior da matriz.
- O dispositivo de fixação neste artigo utiliza fixação hidráulica, que permite ajuste preciso da força de fixação e distribuição uniforme. Isso resulta em maior confiabilidade.
- O dispositivo também está equipado com um mecanismo de segurança para proteger o operador e a matriz.
- A matriz de extrusão de expansão de tubo de borracha é adotada para o dispositivo de fixação neste artigo, proporcionando uma estrutura simples, boa relação custo-benefício e praticidade.
- No Esquema 2, o dispositivo de fixação está equipado com um mecanismo de compensação de deflexão para melhorar efetivamente a precisão da flexão.
- No Esquema 2, a matriz superior da dobradeira pode ser segmentada, permitindo a montagem de diferentes matrizes superiores na dobradeira.
2.4 Processo de movimento
Esquema 1:
O primeiro passo no uso de uma prensa dobradeira é colocar a matriz superior na matriz inferior da mesa de trabalho, seja por meio de operação manual ou com a ajuda de um manipulador. O bloco deslizante então faz com que o assento superior da matriz se mova para baixo.
Em seguida, a alça superior da matriz é inserida na ranhura da base superior da matriz e o bloco deslizante se move para o ponto morto inferior. O sistema hidráulico relevante é então ativado.
O óleo sob pressão entra no tubo de borracha para estampagem, fazendo com que o tubo se expanda e expulse a placa superior e a placa de cobertura. Como a placa de cobertura é fixada na base superior da matriz, a extrusão do teto faz com que o parafuso traseiro da mola se estenda, o que por sua vez fixa a alça superior da matriz e a mola.
O cilindro no mecanismo de travamento de segurança empurra o pino de segurança no orifício da sede superior da matriz e entra no orifício da máquina dobradeira. Durante o processo de dobra, se o pino do meio for pressionado, a matriz de segurança é retirada do cilindro de ar.
Uma vez concluída a dobra, a força de pré-aperto da mola ejeta o parafuso de retorno elástico, liberando a matriz superior da máquina. A matriz pode então ser trocada manualmente ou com a ajuda do manipulador.
Esquema 2:
Ao operar o dispositivo, primeiro insira a alça da matriz superior da dobradeira na ranhura da base da matriz superior manualmente ou com a ajuda de um manipulador. Supere a pré-carga da segunda mola deslizando a alça superior da matriz ao longo da borda chanfrada do pino de segurança no dispositivo de segurança.
Depois que a alça da matriz superior tiver sido totalmente inserida na ranhura da base da matriz superior, pressione o pino de segurança na ranhura da matriz superior da dobradeira. O mecanismo de travamento de segurança travará e fixará a matriz superior da dobradeira no lugar.
A força de pré-tensão da segunda mola pode ser ajustada girando o parafuso superior, ajustando assim a força de extrusão entre o pino de segurança e a matriz superior da dobradeira.
Após todas as matrizes superiores necessárias terem sido colocadas no dispositivo, feche as matrizes superior e inferior da dobradeira e ative o sistema hidráulico relevante.
O óleo sob pressão fluirá então para a parte interna do tubo de borracha, fazendo com que ele se expanda e expulse a placa superior e a placa de cobertura. A placa de cobertura e o assento superior da matriz são fixados no lugar por parafusos, de modo que, à medida que o teto é extrusado, ele também empurra o parafuso de rebote, que por sua vez comprime a primeira mola e fixa a matriz superior da dobradeira.
Neste ponto, o mecanismo de compensação de deflexão da matriz superior da dobradeira pode ser utilizado. Para fazer isso, ajuste a posição da cunha superior girando o segundo parafuso no sentido horário.
A cunha superior irá então extrudar o grupo de molas prato e a cunha inferior, fazendo com que a cunha inferior expulse o pino ejetor. O pino ejetor então comprime a segunda mola e a matriz superior da prensa dobradeira, compensando efetivamente qualquer deflexão da matriz superior.
Quando a compensação de deflexão for cancelada, gire o segundo parafuso no sentido anti-horário e mova a cunha superior para trás pela pré-carga do grupo de molas prato.
O pino de levantamento e a cunha inferior são levantados pela pré-carga da segunda mola, fazendo com que a compensação de deflexão da matriz superior desapareça.
Ao trocar a matriz, primeiro libere a pressão do tubo de borracha. A primeira mola então ejetará o parafuso de retorno através da força de pré-aperto, fazendo com que o saco de borracha se achate e liberando a matriz superior da dobradeira.
Remova e substitua a matriz superior da dobradeira através de operação manual ou manipulação, superando a pré-carga da terceira mola.
3. Conclusão
A indústria de processamento e manufatura está se desenvolvendo rapidamente e a automação está melhorando rapidamente, de modo que a demanda por troca eficiente de matrizes em máquinas dobradeiras está crescendo. Como resultado, é crucial desenvolver um dispositivo de fixação rápida para a matriz superior de máquinas dobradeiras.
A pesquisa nesta tecnologia não apenas avança a tecnologia de troca de matrizes e aumenta a eficiência, mas também melhora a precisão da dobra. Quando utilizada adequadamente, esta tecnologia pode melhorar a competitividade das empresas no mercado e resultar em benefícios económicos substanciais.







