
O corte a laser foi usado pela primeira vez na década de 1970. Na produção industrial moderna, é amplamente utilizado para cortar chapas metálicas, plásticos, vidro, cerâmica, semicondutores, bem como materiais como têxteis, madeira e papel.
Nos próximos anos, espera-se que o corte a laser ganhe um crescimento substancial em aplicações de usinagem de precisão e microusinagem. Primeiro, vamos dar uma olhada em como funciona o corte a laser.
Quando o feixe de laser focalizado atinge a peça de trabalho, a área de irradiação aquece rapidamente, fazendo com que o material derreta ou vaporize. Assim que o feixe de laser penetra na peça, o processo de corte começa: o feixe se move ao longo do contorno, derretendo o material. Uma corrente de jato é normalmente usada para soprar o material derretido para longe da incisão, deixando um espaço estreito entre a parte cortada e a estrutura. Essas costuras estreitas são quase tão largas quanto o feixe de laser focalizado.
Corte de Chama

O corte por chama é uma técnica padrão usada para cortar aço com baixo teor de carbono, onde o oxigênio é usado como gás de corte. O oxigênio pressurizado é aumentado até 6 bares antes de ser soprado na incisão.
Lá, o metal aquecido reage com o oxigênio, fazendo-o queimar e oxidar. Esta reação química libera uma grande quantidade de energia (cinco vezes a quantidade de energia do laser) que auxilia o feixe de laser no processo de corte.

Fig.1 O feixe de laser derrete a peça enquanto o gás de corte sopra o material fundido e a escória na incisão
Corte por fusão
O corte por fusão é outro processo padrão usado no corte de metal e também pode ser usado para cortar outros materiais fusíveis, como cerâmica. O gás nitrogênio ou argônio é usado como gás de corte e ar com uma pressão de 2 a 20 bar é soprado através da incisão.
O argônio e o nitrogênio são gases inertes, o que significa que não reagem com o metal fundido na incisão, mas o sopram para o fundo. O gás inerte também protege a aresta de corte da oxidação pelo ar.
Corte de ar comprimido
O ar comprimido também pode ser usado para cortar chapas finas. A pressão do ar aumentada para 5-6 bar é suficiente para remover o metal fundido da incisão.
Como quase 80% do ar é nitrogênio, o corte com ar comprimido é essencialmente um método de corte térmico.
Corte assistido por Plasma

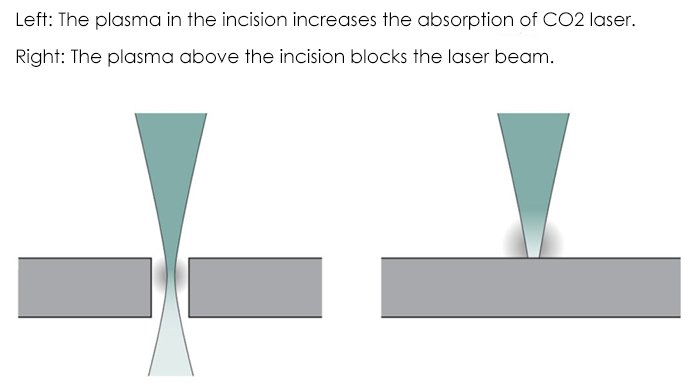
Se os parâmetros forem selecionados corretamente, aparecerão nuvens de plasma na incisão durante o corte por fusão assistido por plasma.
A nuvem de plasma consiste em vapor metálico ionizado e gás de corte ionizado.
A nuvem de plasma absorve a energia do laser de CO2 e a converte em calor na peça, permitindo que mais energia seja acoplada à peça, o que resulta em fusão mais rápida do metal e corte mais rápido.
Portanto, o processo de corte também é conhecido como corte a plasma de alta velocidade.
A nuvem de plasma é transparente para o laser sólido, portanto o corte por fusão assistido por plasma só pode ser usado com corte a laser CO2.
Corte Gasificado
O corte gaseificado vaporiza o material e minimiza o efeito térmico no material circundante.
O processamento contínuo do laser CO2 pode atingir esse efeito ao evaporar materiais com baixo calor e alta absorção, como filme plástico fino e materiais que não derretem, como madeira, papel e espuma.
Lasers de pulso ultracurto permitem que esta técnica seja aplicada a outros materiais.
Os elétrons livres no metal absorvem o laser e aquecem significativamente.
O pulso de laser não reage com partículas fundidas e plasma, e o material sublima diretamente sem transferir energia para o material circundante na forma de calor.
Não há efeito térmico aparente na ablação por pulso de picossegundos do material e não ocorre fusão ou formação de rebarbas.
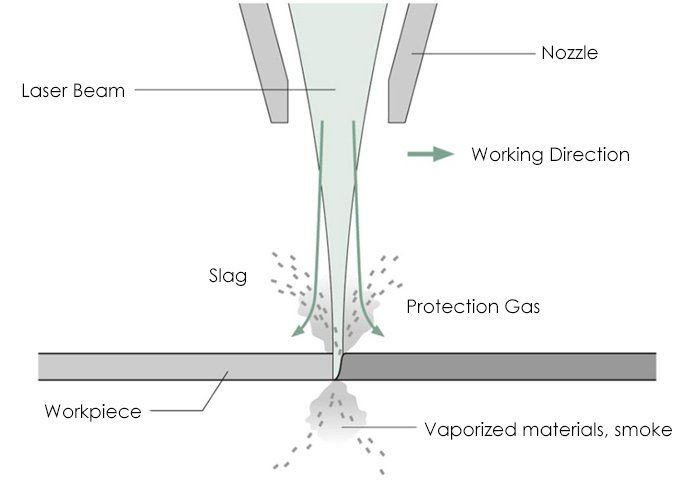
Fig.3 Corte por gaseificação: o laser faz o material evaporar e queimar. A pressão do vapor esgota a escória da incisão
Vários parâmetros afetam o processo de corte a laser, sendo alguns dependentes do desempenho técnico do gerador de laser e da máquina de corte a laser, enquanto outros são ajustáveis.
Grau de polarização
O grau de polarização indica a porcentagem do laser que é convertida.
Normalmente, o grau de polarização gira em torno de 90%, o que é suficiente para obter um corte de alta qualidade.
Diâmetro do foco
O diâmetro do foco afeta a largura da incisão e pode ser modificado alterando a distância focal da lente de foco. Um diâmetro de foco menor resulta em incisões mais estreitas.
Posição de foco
A posição focal determina o diâmetro do feixe, a densidade de potência e o formato da incisão na superfície da peça.

Fi.4 Posição de foco: dentro, superfície e lado superior da peça de trabalho.
Potência Laser
A potência do laser deve corresponder ao tipo de usinagem, tipo de material e espessura.
A potência deve ser alta o suficiente para que a densidade de potência na peça ultrapasse o limite de processamento.
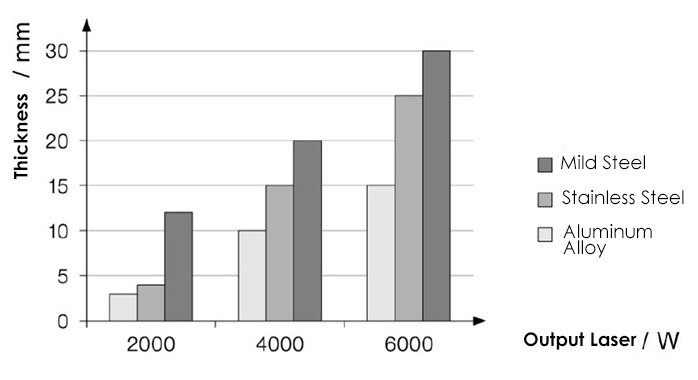
Fig.5 Maior potência do laser pode cortar materiais mais espessos
Modo de trabalho
O modo contínuo é usado principalmente para cortar contornos padrão em metais e plásticos com espessuras que variam de milímetros a centímetros.
Para fundir furos ou produzir contornos precisos, são usados lasers pulsados de baixa frequência.
Velocidade de corte
A potência do laser e a velocidade de corte devem corresponder. Velocidade de corte muito rápida ou muito lenta pode levar ao aumento da rugosidade e à formação de rebarbas.
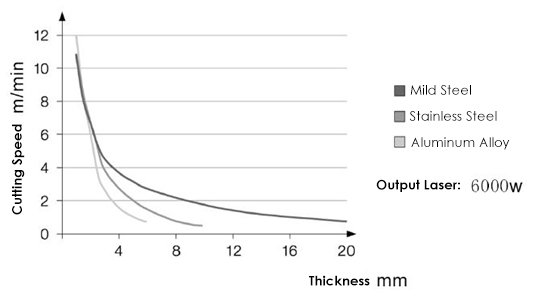
Fig.6 A velocidade de corte diminui com a espessura da placa
O diâmetro do bico
O diâmetro do bocal determina o fluxo de gás e a forma do fluxo de ar que sai do bocal.
Quanto mais espesso for o material, maior será o diâmetro do jato de gás e, portanto, maior será o diâmetro da abertura do bico.
Pureza e pressão do gás
Oxigênio e nitrogênio são comumente usados como gases de corte. A pureza e a pressão do gás têm impacto na eficácia do corte. Ao cortar com chama de oxigênio, a pureza do gás deve ser de 99,95%.
Quanto mais espessa for a placa de aço, menor será a pressão do gás necessária.
Ao cortar com nitrogênio, a pureza do gás deve ser de 99,995% (idealmente 99,999%), o que requer maior pressão ao derreter e cortar chapas de aço mais espessas.
Parâmetro técnico
Durante as etapas iniciais do corte a laser, o usuário deve determinar os parâmetros de usinagem através de operações de teste.
Hoje, parâmetros de processamento maduros são armazenados no dispositivo de controle do sistema de corte, com dados correspondentes para cada tipo de material e espessura.
Os parâmetros técnicos permitem que indivíduos que não são bem versados na tecnologia operem equipamentos de corte a laser sem problemas.
Julgamento de qualidade de corte
Vários critérios determinam a qualidade das arestas de corte a laser.
Por exemplo, o padrão de formação de rebarbas, flacidez e granulação pode ser avaliado a olho nu.
A retidão, rugosidade e largura da incisão requerem medição com instrumentos especializados.
Deposição de material, corrosão, região de influência térmica e deformação também são fatores críticos a serem considerados ao avaliar a qualidade do corte a laser.
Você também pode verificar os 9 padrões para verificar a qualidade do corte a laser.
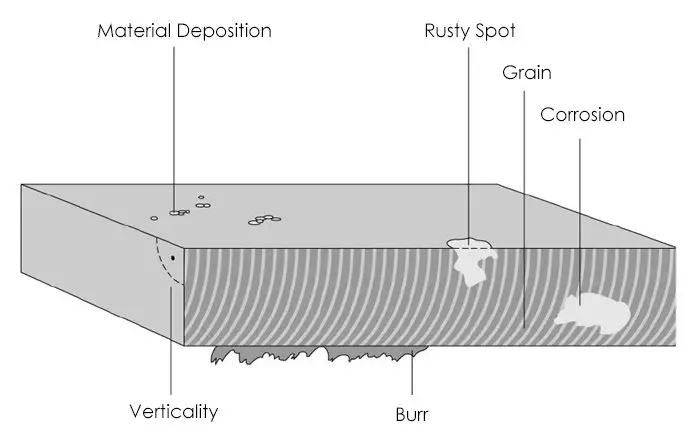
Fig.7 Corte bom, corte ruim
Ampla perspectiva
O sucesso contínuo do corte a laser é incomparável à maioria das outras técnicas, e essa tendência persiste até hoje. No futuro, as aplicações do corte a laser tornar-se-ão cada vez mais promissoras.







