1. Características da direção e ângulo de soldagem
1.1 Bconceitos básicos
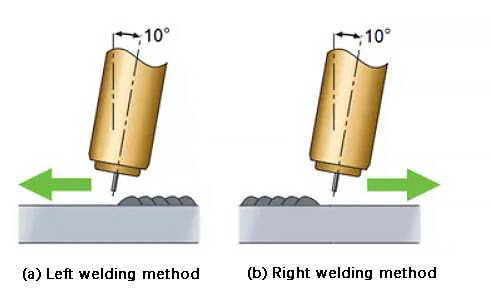
Para soldagem a arco de metal a gás, quando o operador segura a pistola de soldagem com a mão direita, ela normalmente é realizada da direita para a esquerda. Isso é chamado de “método de soldagem à esquerda”, pois o bico da pistola de soldagem está em um ângulo obtuso (>90°) com a direção de soldagem.
Por outro lado, ao soldar da esquerda para a direita com um ângulo agudo (<90°) entre o bico da pistola de soldagem e a direção de soldagem, isso é chamado de “método de soldagem à direita”.
Se o operador segurar a pistola de soldagem com a mão esquerda, a direção da soldagem será invertida.
A Figura 1 fornece uma representação visual dos métodos de soldagem esquerdo e direito.
Fig. 1 Diagrama esquemático do método de soldagem à esquerda e do método de soldagem à direita
O ângulo entre o eixo da pistola de soldagem e a superfície da soldagem é denominado “ângulo de trabalho”. No plano onde o eixo da tocha de soldagem e a direção de soldagem estão localizados, o ângulo entre o eixo da tocha de soldagem e uma linha reta perpendicular à direção de soldagem é chamado de “ângulo de caminhada”.
A Figura 2 (a) representa o ângulo de trabalho e o ângulo de deslocamento para uma solda de filete, enquanto a Figura 2 (b) ilustra o ângulo de trabalho e o ângulo de deslocamento para uma solda de topo.
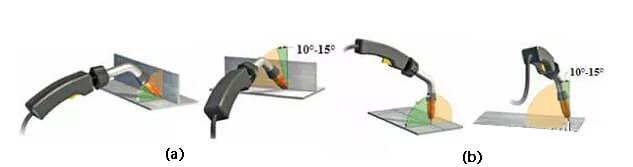
(a) Ângulo de trabalho e ângulo de deslocamento da solda de ângulo (junta em T)
(b) Ângulo de trabalho e ângulo de deslocamento da solda de topo (junta de topo)
Fig. 2 Diagrama esquemático do ângulo de trabalho e ângulo de caminhada
Normalmente, o ângulo de trabalho para uma solda de ângulo é de 45°, enquanto o de uma solda de topo é de 90°.
O ângulo de deslocamento pode ser classificado em “ângulo de inclinação” e “ângulo de caster” com base na direção da soldagem. Ao soldar na direção direita, é conhecido como “ângulo de caster” e, ao soldar na direção esquerda, é conhecido como “ângulo de inclinação”.
1.2 Eefeito na formação da solda
Quando a direção e o ângulo da soldagem variam, o comportamento do arco e da soldagem também muda.
Durante a soldagem à direita, a maior parte do arco atua diretamente na soldagem, enquanto durante a soldagem à esquerda, a maior parte do arco afeta a poça de fusão líquida. Como resultado, sob corrente de soldagem, tensão de arco e velocidade de soldagem semelhantes, a largura e a profundidade da solda podem ser diferentes.
A Figura 3 fornece uma representação visual de como a direção e o ângulo da soldagem afetam a formação da solda.
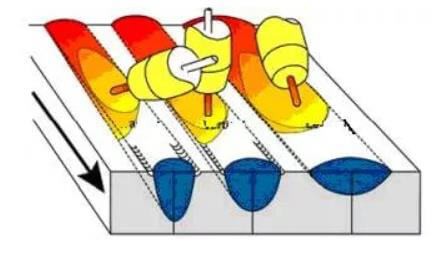
(a) Diagrama esquemático da influência da direção da soldagem de topo e do ângulo de deslocamento na formação da solda
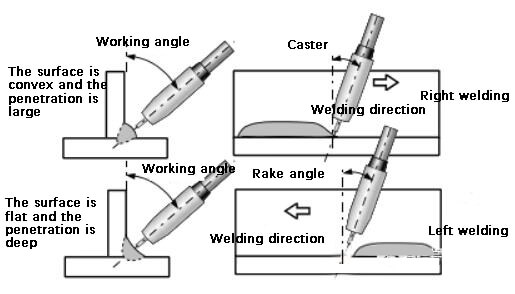
(b) Diagrama esquemático da influência da direção da soldagem de filete e do ângulo de deslocamento na formação da solda
Fig. 3 Diagrama esquemático da direção e ângulo da soldagem e sua influência na formação da solda
Além de afetar a formação da solda, a direção da soldagem e o ângulo de caminhada também têm impacto na visão do soldador sobre a poça de fusão, no tamanho dos respingos e na eficácia da proteção contra gás.
Ao soldar com a mão esquerda, o soldador deve observar o arco de soldagem e a poça de um lado do arco de soldagem em um ângulo de 45° a 70°, o que facilita o monitoramento do derretimento da extremidade do fio de soldagem e mudanças na poça de fusão.
Porém, ao soldar na direção correta, a presença da pistola de soldagem obstrui a linha de visão do soldador, tornando mais difícil a execução da soldagem.
A Figura 4 fornece um diagrama esquemático do ângulo de visão ideal para o soldador durante a soldagem à esquerda (para uma posição de soldagem plana).
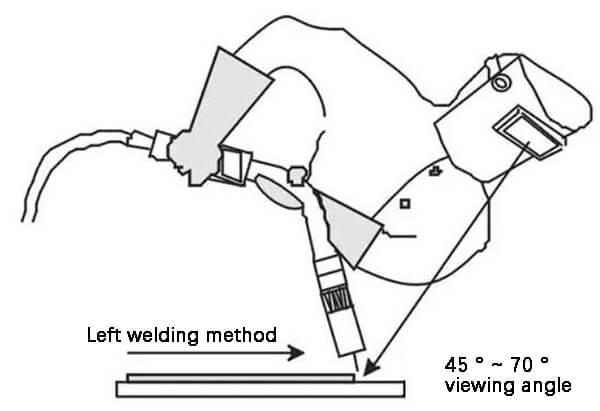
Fig. 4 Perspectiva do operador de soldagem esquerdo (posição de soldagem plana)
Quando o ângulo de caminhada é grande, fica mais fácil a entrada de ar na solda, resultando na formação de poros. Para evitar isso, o ângulo de deslocamento descendente é normalmente definido entre 10° e 15°.
Além disso, a direção da soldagem também afeta o tamanho dos respingos produzidos durante o processo. A soldagem à esquerda normalmente resulta em respingos maiores, enquanto a soldagem à direita produz respingos menores.
2. Aplicação da direção e ângulo de soldagem
Dado o impacto significativo da direção e do ângulo de soldagem em fatores como formação de solda, tamanho de respingos e proteção de gás, diferentes direções de soldagem são utilizadas na produção real de soldagem com base em requisitos técnicos e fatores situacionais.
Uma tabela descrevendo as aplicações práticas típicas de diversas direções de soldagem é fornecida para referência.
Tabela – Aplicação prática da direção de soldagem
| Aplicativo | Método de soldagem correto | Método de soldagem à esquerda | |
|---|---|---|---|
| Soldagem plana | folha | Não é adequado, porque grande penetração é fácil de queimar | Adequado porque a profundidade de cozimento é rasa e a solda é plana. |
| placa | Adequado, porque pode garantir uma boa fusão | Não adequado, devido à penetração superficial, a penetração não pode ser garantida. | |
| Soldagem transversal | Soldagem de passagem única | Não é adequado porque soldas estreitas e profundas tendem a formar soldas convexas | Adequado porque é fácil obter soldas largas e planas. |
| Soldagem multipassagem | Adequado para soldagem de apoio e soldagem de enchimento | Adequado para soldagem de cobertura | |
| Soldagem vertical ascendente | arbitrariamente | inadequado | ajustar |
| Soldagem vertical descendente | arbitrariamente | ajustar | inadequado |
3. Conclusão
3.1 O método de soldagem esquerdo é caracterizado por penetração rasa e cordão de solda largo, tornando-o adequado para soldagem de placas finas. Por outro lado, o método de soldagem correto é conhecido por sua penetração profunda e cordão de solda estreito, tornando-o ideal para soldagem de chapas médias e pesadas.
3.2 Um pequeno ângulo de deslocamento resulta em uma profunda profundidade de fusão e proteção eficaz da poça de fusão. Por outro lado, um grande ângulo de caminhada leva a uma penetração superficial e a uma proteção deficiente da poça de fusão. Para obter resultados ideais, recomenda-se um ângulo de caminhada de 10° a 15° para garantir uma boa proteção da poça de fusão.







