Em essência, o posicionamento e a fixação têm apenas um propósito: evitar deformações.
Durante a usinagem de peças surge a dúvida: a fixação ou o posicionamento devem vir em primeiro lugar?
Este é um resumo que os profissionais da indústria extraíram do design dos equipamentos, mas a realidade está longe de ser simples. Descobrimos que os projetos preliminares muitas vezes são insuficientes no gerenciamento do posicionamento e da fixação.
Como resultado, mesmo as soluções mais inovadoras perdem o seu valor prático. Compreender os conceitos básicos de posicionamento e fixação pode garantir fundamentalmente a integridade do projeto de fixação e dos planos de usinagem.
Conhecimento de localizadores
1. Princípios básicos para posicionamento lateral de uma peça de trabalho
No posicionamento lateral de uma peça de trabalho, da mesma forma que nos suportes, o princípio dos três pontos é básico.
Este princípio, conhecido como princípio dos três pontos, é derivado do conceito de que “três pontos não colineares determinam um plano”. Num conjunto de quatro pontos, três pontos podem determinar um plano, definindo assim potencialmente quatro planos no total.
Porém, não importa como o posicionamento seja feito, alinhar o quarto ponto no mesmo plano é um desafio significativo.
Por exemplo, ao usar quatro localizadores de altura fixa, é altamente provável que apenas três pontos entrem em contato com a peça de trabalho, deixando o quarto ponto sem tocar a peça de trabalho.
Portanto, ao configurar localizadores, é comum usar três pontos como base e maximizar ao máximo a distância entre esses três pontos.
Além disso, antes de configurar os localizadores, é necessário determinar a direção da carga de usinagem. A direção da carga de usinagem corresponde à direção de deslocamento do porta-ferramenta/ferramenta.
O posicionamento dos localizadores no final da direção de deslocamento da ferramenta pode influenciar diretamente a precisão geral da peça de trabalho.
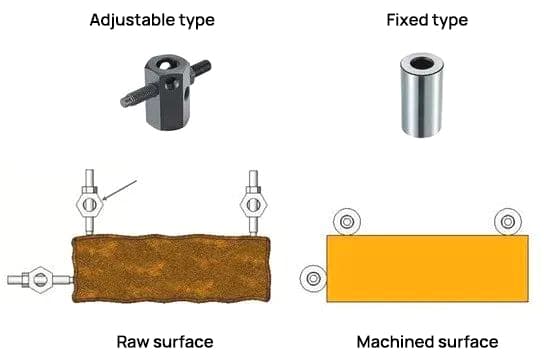
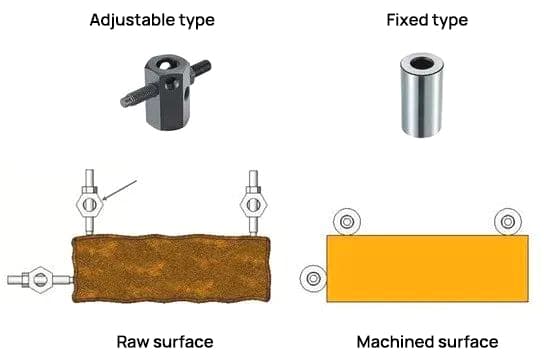
Normalmente, os localizadores ajustáveis do tipo parafuso são usados para posicionamento na superfície áspera da peça de trabalho, enquanto os localizadores do tipo fixo (com superfícies de contato da peça que foram retificadas) são usados para posicionamento na superfície usinada da peça de trabalho.
2. Princípios Básicos de Posicionamento do Furo da Peça
Ao utilizar furos usinados em operações anteriores de uma peça para posicionamento, é necessário utilizar pinos-guia com tolerância.
Através da coordenação precisa do furo da peça e do formato externo do pino-guia, e de acordo com a tolerância de ajuste, a precisão do posicionamento pode atender aos requisitos reais.
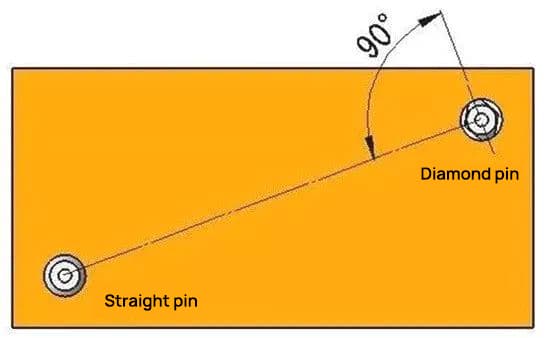
Além disso, ao usar pinos-guia para posicionamento, é comum usar um pino reto e um pino diamantado.
Esta configuração torna a montagem e desmontagem de peças de trabalho mais conveniente e raramente faz com que a peça fique presa nos pinos-guia.
Certamente, também é possível utilizar dois pinos-guia retos ajustando a tolerância de encaixe. No entanto, para um posicionamento mais preciso, o método mais eficaz normalmente envolve o uso de um pino-guia reto e um pino diamantado.
Em situações que empregam um pino-guia reto e um pino diamantado, a direção de alinhamento do pino diamantado (onde ele entra em contato com a peça de trabalho) geralmente está em um ângulo de 90° em relação à linha que conecta o pino-guia reto e o pino diamantado.
Esta configuração foi projetada para posicionamento angular (sentido de rotação da peça).
Conhecimento relevante sobre braçadeiras
1. Classificação das pinças
Com base na direção de fixação, eles são geralmente divididos nas seguintes categorias:
A seguir, vamos examinar os recursos de vários grampos.
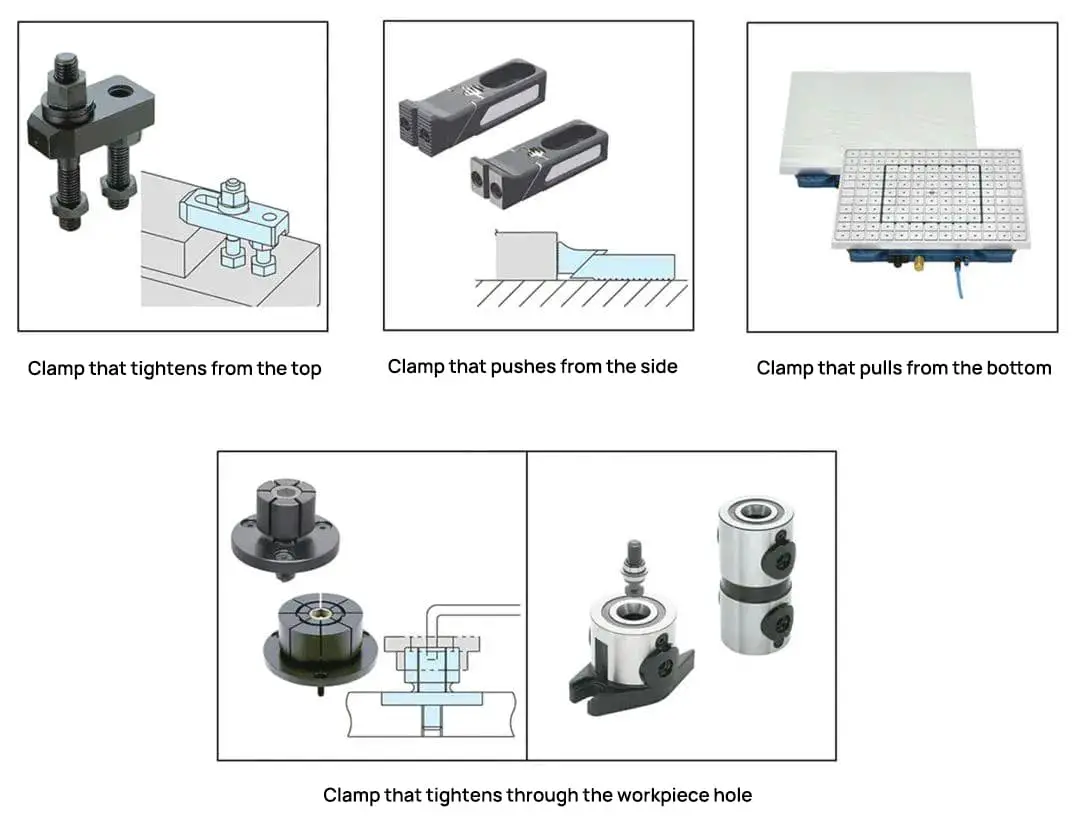
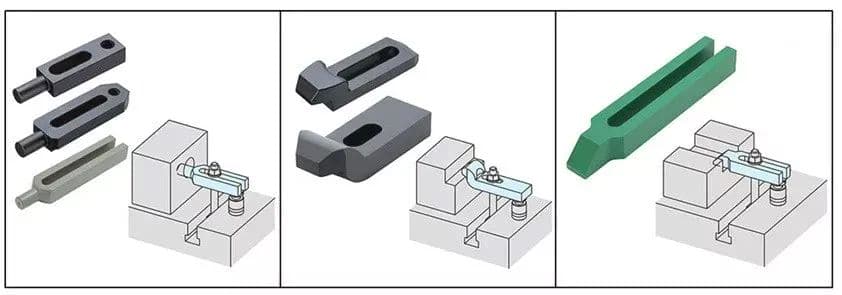
1. Grampos de cima para baixo
Os grampos de cima para baixo, que aplicam pressão de cima da peça, causam a menor deformação durante a fixação e garantem a máxima estabilidade durante o processo de usinagem.
Portanto, na maioria dos casos, fixar a peça por cima é a primeira consideração. O exemplo mais comum de dispositivos de fixação de cima para baixo são os grampos mecânicos manuais.
Por exemplo, o grampo mostrado abaixo é conhecido como grampo de “folha de bordo”. Os grampos compostos por uma placa de pressão, parafusos de cabeça dupla, um macaco para garrafa e porcas são chamados de grampos “folha de bordo”.
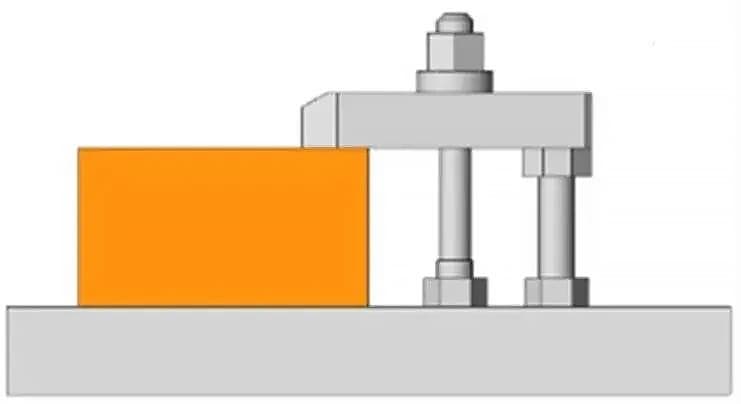
Além disso, com base no formato da peça de trabalho, diferentes formatos de placas de prensagem podem ser selecionados para corresponder às diversas configurações da peça de trabalho.
A relação entre o torque de fixação e a força de fixação de um grampo tipo folha de pinheiro pode ser calculada através da força motriz do parafuso.
A fórmula de cálculo simples para a força de fixação é a seguinte:
F (kN) = T (N×m) / 0,2d
(onde d refere-se ao diâmetro nominal do parafuso).
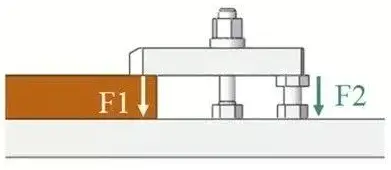
| T(N·m) | F(KN) | F1, F2(KN) | |
| M6 | 15 | 12,5 | 6.3 |
| M8 | 25 | 16,0 | 8,0 |
| M10 | 50 | 25,0 | 12,5 |
| M12 | 80 | 33,0 | 16,5 |
| M16 | 150 | 47,0 | 23,5 |
| M20 | 200 | 50,0 | 25,0 |
| M24 | 300 | 62,5 | 31.3 |
Além dos grampos tipo folha, existem outros grampos semelhantes que fixam a peça de trabalho por cima.




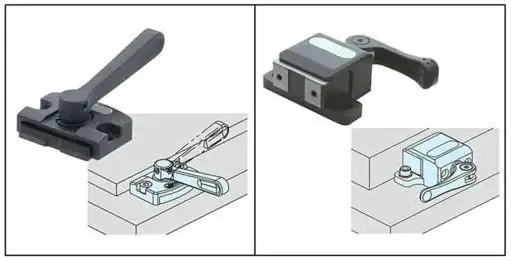
2. Dispositivo de fixação lateral
Tradicionalmente, a fixação de peças por cima tem sido o método mais estável, resultando na menor carga de trabalho para a peça.
Porém, quando for necessário trabalhar na parte superior da peça, ou quando a fixação superior não for apropriada por vários motivos, a fixação lateral pode ser uma alternativa.
No entanto, a fixação lateral pode produzir uma força ascendente na peça de trabalho. Esta força precisa ser considerada ao projetar o dispositivo de fixação.
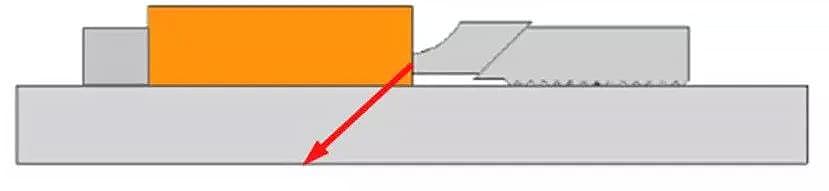
Grampos que são fixados lateralmente, como mostrado acima, geram uma força lateral juntamente com uma força diagonal descendente. Este tipo de acessório evita efetivamente que a peça de trabalho se levante.
Existem também outros grampos semelhantes que são fixados lateralmente.
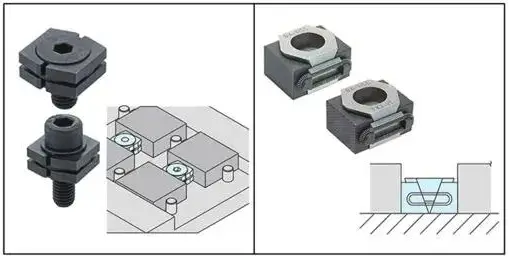
3. Utilizando um grampo pull-down para peças de trabalho
Ao usinar superfícies de peças de chapa metálica, não é apenas inadequado fixar por cima, mas a pressão lateral também não é razoável. O único método viável é empregar uma abordagem suspensa a partir de baixo.
Ao puxar para baixo por baixo, se a peça de trabalho for feita de ferro, normalmente é usada uma pinça magnética. Para peças metálicas que não sejam de ferro, geralmente é aplicada uma ventosa a vácuo para fixação pull-down.
Em ambos os cenários, a magnitude da força de fixação é diretamente proporcional à área de contato entre a peça de trabalho e o ímã ou ventosa a vácuo.
Se a carga de usinagem for muito alta ao trabalhar em peças pequenas, os resultados do processo de usinagem poderão não ser satisfatórios.
Além disso, ao usar ímãs ou ventosas a vácuo, a superfície de contato com o ímã e a ventosa precisa atingir um certo nível de suavidade para uma operação segura e normal.
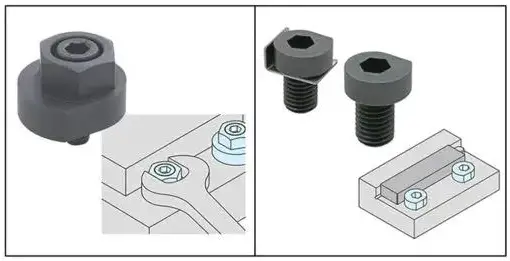
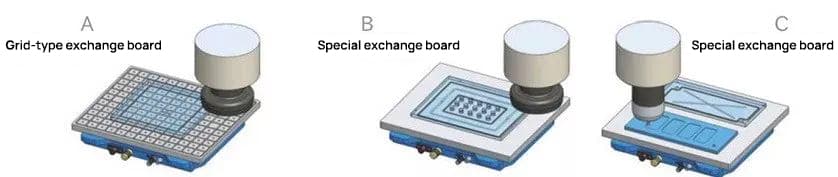
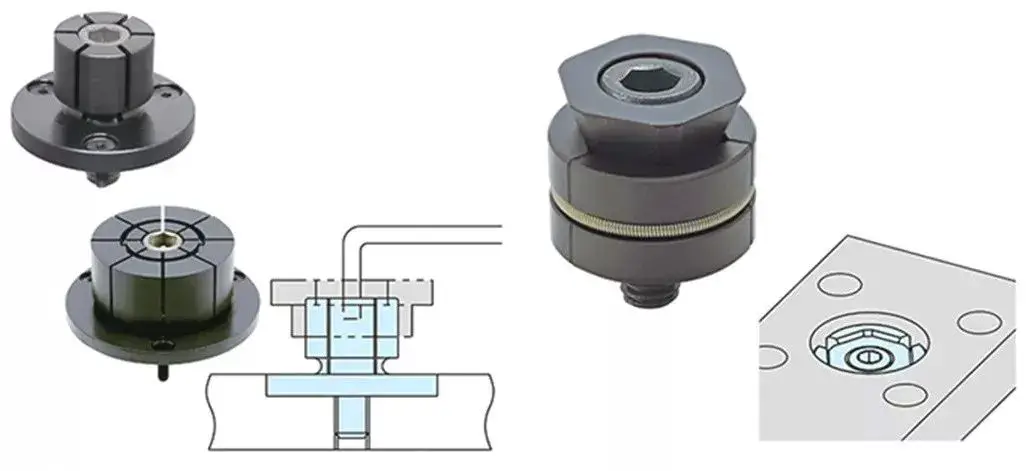
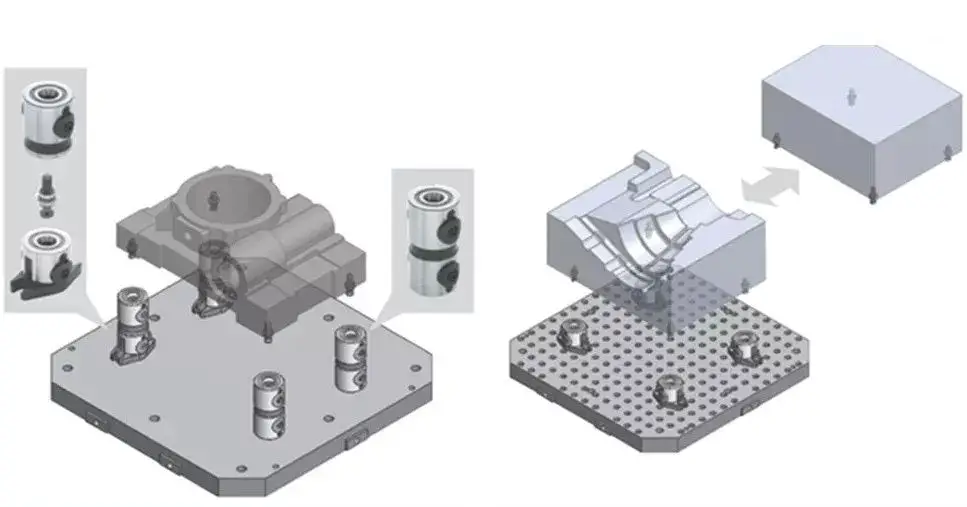
4. Usando dispositivos de fixação de furos
Ao realizar usinagem simultânea multifacetada ou processamento de moldes com uma máquina de 5 eixos, a fixação de furos é frequentemente escolhida para evitar interferência de grampos e ferramentas.
Em comparação com a fixação pela parte superior ou lateral da peça de trabalho, a fixação por furo coloca menos carga na peça de trabalho, evitando efetivamente sua deformação.
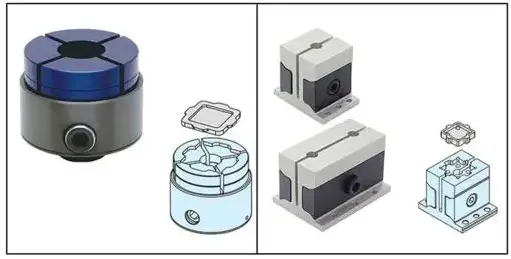
2. Pré-fixação
O texto acima discute principalmente dispositivos de fixação de peças e como melhorar sua operabilidade. O uso de pré-fixação também é crucial para melhorar a operabilidade.
Ao posicionar verticalmente uma peça de trabalho na base, a peça de trabalho cairá devido à gravidade. Neste ponto, deve-se simultaneamente segurar a peça no lugar e operar a pinça.
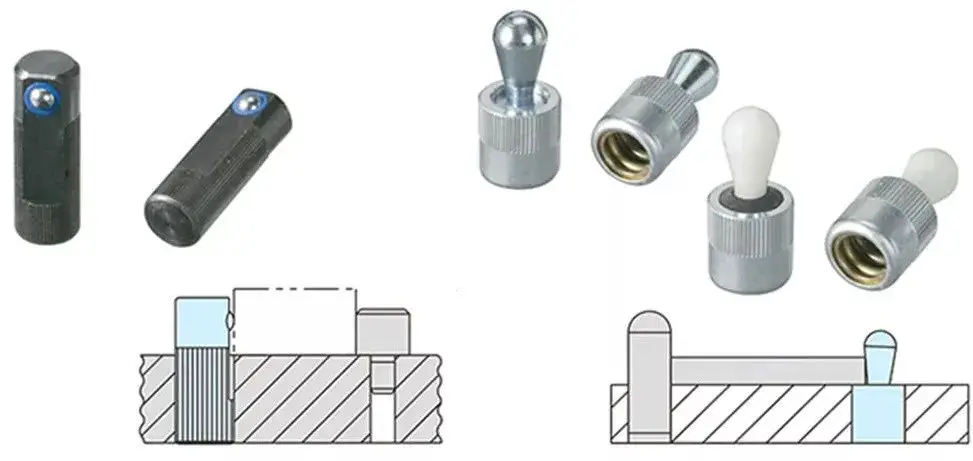
A operabilidade diminui significativamente e o tempo de fixação torna-se mais longo quando a peça de trabalho tem um peso substancial ou quando várias peças são fixadas simultaneamente.
Nesses casos, o uso deste tipo de produto de pré-fixação com mola permite ao operador fixar a peça enquanto ela permanece estacionária, melhorando significativamente a operabilidade e reduzindo o tempo de fixação.
3. Considerações ao escolher uma pinça
Ao utilizar vários tipos de grampos no mesmo dispositivo, as ferramentas de fixação e liberação devem ser padronizadas.
Por exemplo, conforme mostrado na imagem abaixo à esquerda, ao usar uma variedade de chaves para fixação, a carga geral sobre o operador aumenta e o tempo total de fixação da peça de trabalho aumenta.
Conforme ilustrado na imagem à direita abaixo, a padronização dos tamanhos de chaves e parafusos facilita a tarefa do operador no local.

Além disso, ao configurar os grampos, a facilidade operacional de fixação da peça deve ser levada em consideração tanto quanto possível. Se a peça de trabalho precisar ser inclinada para fixação, a operação será inconveniente. Portanto, tais situações devem ser evitadas ao projetar os gabaritos.







