As placas de aço inoxidável são um material popular entre usuários de diversos setores. Os produtos fabricados com placas de aço inoxidável apresentam excelente desempenho e vida útil relativamente longa. Isso os torna amplamente utilizados na fabricação de máquinas, engenharia de construção, fabricação de utensílios de cozinha, veículos ferroviários e outras indústrias.
Atualmente, a maioria dos fabricantes opta pelo corte a laser quando se trata de chapas de aço inoxidável. No entanto, cortar chapas grossas de aço inoxidável de alta qualidade requer certas habilidades.
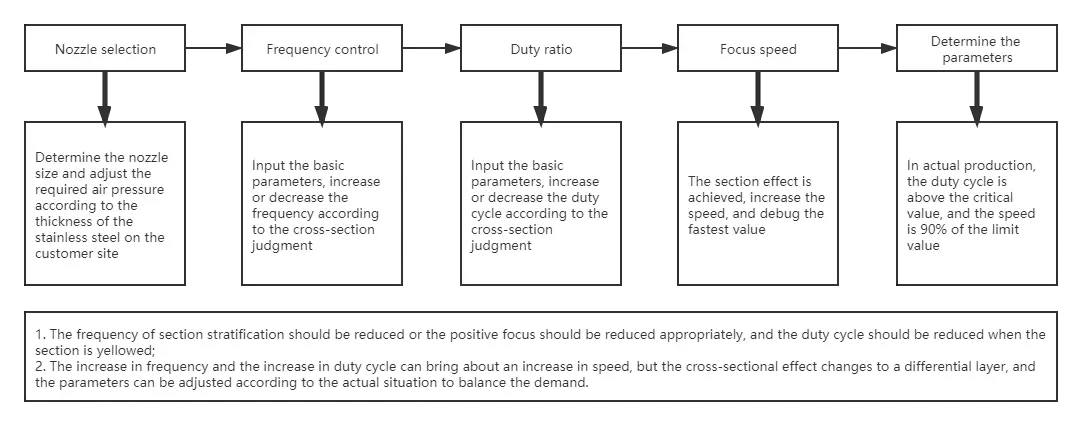
I. Método de depuração de aço inoxidável espesso corte de chapa
II. A seleção do bico
O diâmetro do bocal determina a forma do fluxo de ar na incisão, a área de difusão do gás e a taxa de fluxo do gás. Esses fatores podem afetar tanto a remoção do material fundido quanto a estabilidade do processo de corte.
Um fluxo de ar maior na incisão pode resultar em velocidades mais rápidas e, quando combinado com o posicionamento apropriado da peça dentro do fluxo de ar, pode aumentar a capacidade do jato de remover material fundido.
Para aço inoxidável mais espesso, recomenda-se um diâmetro de bico maior e uma configuração de pressão de ar mais alta. É importante garantir que a pressão e a vazão estejam equilibradas para obter um corte transversal normal.
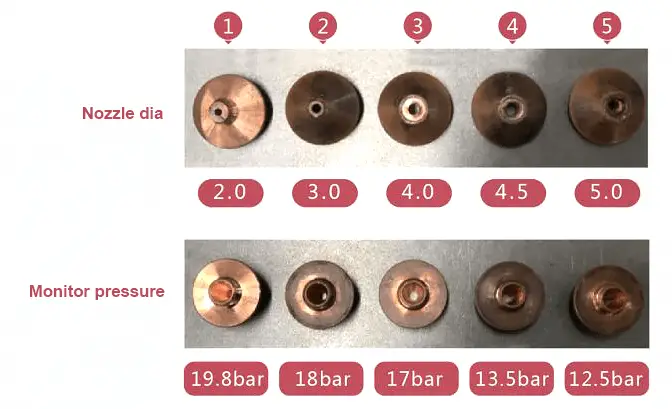
Nota: Pressão de ar a uma vazão fixa e diferentes tamanhos de bico
Ao cortar aço inoxidável mais espesso, um tamanho de bico maior deve ser usado, juntamente com uma configuração de válvula proporcional maior e taxa de fluxo para manter a pressão necessária e obter um efeito de seção transversal normal.
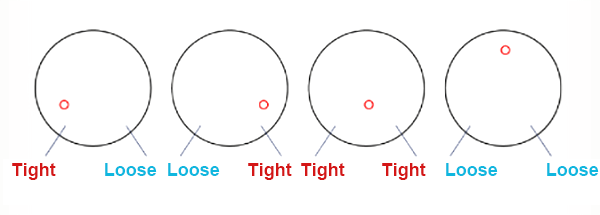
Para garantir o efeito de corte e proteger o bico contra danos, é necessário um teste coaxial antes do processo de corte. Isso envolve testar o alinhamento do bico e do feixe de saída do laser para garantir que sejam coaxiais.
Aqui está um método de teste sugerido: prenda um papel transparente na superfície da extremidade de saída do bico, ajuste a potência de saída do laser para perfuração, observe se há um orifício central no papel da fita transparente e a posição do orifício central e, simultaneamente, ajuste o parafuso de ajuste na alça da cavidade do espelho até que o furo perfurado a laser na fita de papel transparente coincida com o centro do bico.
III. Ajuste de frequência
O efeito da mudança de frequência no corte da chapa de aço inoxidável: quando a frequência diminui de 500 para 200 Hz, o efeito da seção transversal de corte torna-se mais fino e a estratificação melhora lentamente. No entanto, se a frequência for definida para 100 Hz, o material não pode ser cortado e torna-se luz anti-azul.
Ao alterar a frequência, é possível identificar a faixa de frequência ideal para corte.
Para garantir a melhor seção transversal de corte, é essencial garantir que o número de pulsos e a energia de pulso único correspondam perfeitamente.

| Frequência | 500Hz | 400Hz | 300Hz | 200Hz |
| Proporção de dever | 55% | 55% | 55% | 55% |
4. Ajuste da taxa de serviço
Ao cortar placas de aço inoxidável, é crucial ajustar adequadamente a relação de trabalho. Uma taxa de imposto de 53% é considerada o valor crítico. Se a taxa de serviço diminuir além deste ponto, poderão aparecer marcas não cortadas na superfície inferior, a seção poderá tornar-se áspera e poderá ocorrer delaminação. Por outro lado, aumentar a taxa de serviço para 60% pode fazer com que a superfície de corte fique amarelada.
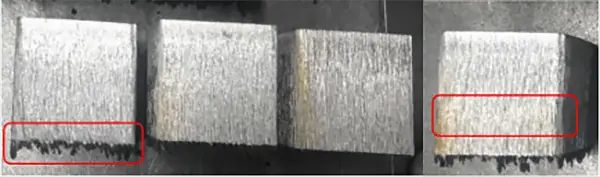
| Frequência | 200Hz | 200Hz | 200Hz | 200Hz |
| Proporção de dever | 52% | 53% | 55% | 60% |
V. Seleção de foco
A espessura, o material e a qualidade do corte podem variar de acordo com o foco escolhido.
É necessário ajustar o foco de acordo com o material e espessura a ser cortado.
Para determinar rapidamente o foco de corte ideal, recomenda-se medir o foco zero real antes de cortar e depois consultar apenas os parâmetros do processo de corte.
| Frequência | 200Hz | 200Hz | 200Hz | 200Hz |
| Proporção de dever | 52% | 53% | 55% | 60% |
Nota: O método acima é para depuração de parâmetros, mas o valor específico precisa ser determinado com base na potência do laser e na espessura das placas.
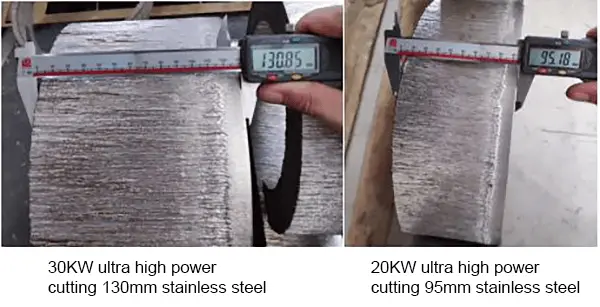
VI. MLaser yriawatt e efeitos do corte de aço inoxidável espesso