Calculando de tonelagem do freio
Você pode usar a seguinte forma para calcular a tonelagem de dobradeira para determinar a força de flexão necessária para a dobra de chapa metálica. A calculadora fornece unidades métricas e imperiais. Eu pessoalmente recomendo usar a calculadora de tonelagem da prensa dobradeira abaixo, pois é provavelmente o melhor e mais conveniente método para calcular a força de flexão necessária.
A largura de abertura em V recomendada para a matriz inferior
| S | 0,5-3mm | 3-8 mm | 9-10 mm | >12 mm |
| V | 6*S | 8*S | 10*S | 12*S |
Por exemplo, se a chapa a ser dobrada for de aço macio, com espessura de 4 mm e comprimento de dobra de 3,2 m, a largura teórica da abertura inferior da matriz deve ser 8 vezes a espessura, que é 32 mm. Insira esses números na calculadora acima (lembre-se que as unidades estão em mm) e obteremos um valor de 106,12 Ton.
Isso significa que você precisará de uma força de flexão mínima de 106 toneladas para atender às suas necessidades de flexão. Claro, geralmente multiplicamos o resultado final por um fator de segurança de 1,1, e o valor resultante é a tonelagem da dobradeira que você pode escolher.
Novo método de cálculo de tonelagem
Se a relação largura/espessura (V/S) não for igual a 9 e a relação raio/largura não for igual a 0,16, a calculadora acima não será válida.
Revise o método atualizado para calcular a força de flexão em uma máquina dobradeira.
Use a seguinte calculadora de força de flexão.
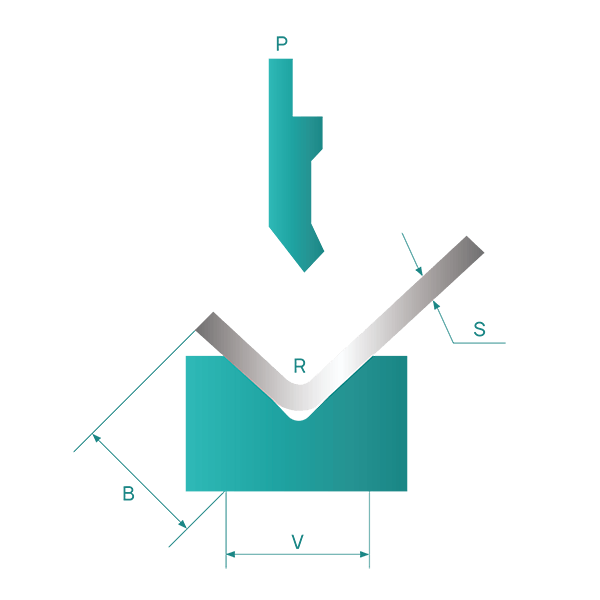
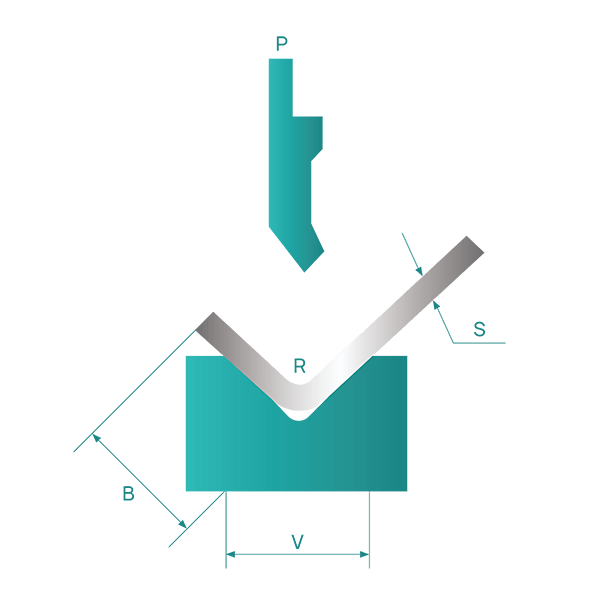
Calculando de força de flexão em forma de V e U
A magnitude da força de flexão é influenciada por fatores como o tamanho da peça, as propriedades mecânicas do material, a distância entre os fulcros da matriz, o raio de curvatura relativo, a folga entre as matrizes, o coeficiente de atrito entre o material e a matriz, o ângulo mínimo de flexão e o método de flexão.
Consequentemente, é difícil calcular a força de flexão com precisão em teoria.
Na prática, fórmulas empíricas ou fórmulas teóricas simplificadas são comumente utilizadas para cálculo.
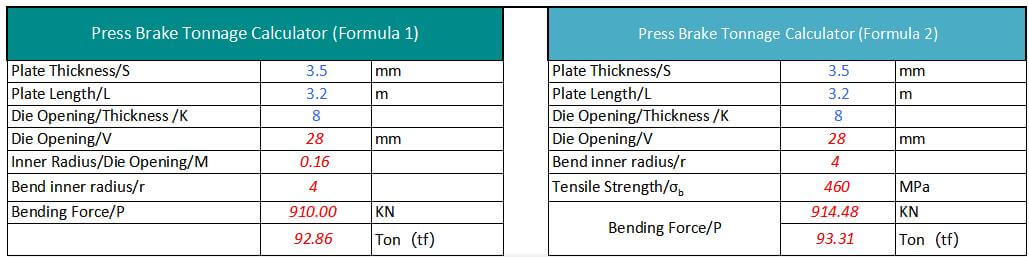
Fórmula de cálculo da tonelagem do freio de pressão
Atualmente, existem duas fórmulas principais para calcular a tonelagem da dobradeira que são populares.
A primeira fórmula é comumente usada na China e a segunda em outros países.
No entanto, independentemente da fórmula usada, a pressão necessária calculada da prensa dobradeira é basicamente a mesma. Deixe-me apresentar essas duas fórmulas separadamente abaixo.
Fórmula de cálculo de tonelagem de flexão nº 1
Onde,
- P – Pressão de flexão, kN
- S – Espessura da chapa metálica, mm
- L – Comprimento da chapa metálica, mm
- V – Largura da abertura inferior da matriz, mm
Por exemplo:
Espessura da placa S=4mm, largura L=3m, σb=450N/mm²
Geralmente largura do slot V=S*8
Portanto P=650*4²*3/4*8=975 (KN) = 99,5 (tonelada)
O resultado obtido usando a fórmula da força de flexão é muito semelhante aos dados do gráfico de força de flexão.
Observe que o método nº 1 para calcular a tonelagem da dobradeira é baseado em material de aço-carbono.
Se o material for aço inoxidável, alumínio ou latão, você poderá ajustar facilmente os resultados do cálculo multiplicando-os pelos coeficientes listados na tabela a seguir.
| Material | Coeficientes |
| Aço suave | 1 |
| Aço inoxidável | 1.6 |
| Alumínio | 0,65 |
| Latão | 0,5 |
#2 Fórmula de cálculo de tonelagem de flexão
- P – Força de flexão (KN)
- S – Espessura da placa (mm)
- L – Largura da placa (m)
- V – Largura da ranhura da matriz inferior (mm)
- σb – Resistência à tração (Mpa)
Por exemplo:
Espessura da placa S=4mm, largura L=3m, σb=450N/mm²
Geralmente largura do slot V=S*8
Portanto P=1,42*450*4²*3/48 = 958,5 (KN) = 96 (tonelada)
A chave para dobrar chapas metálicas com diferentes materiais é determinar a resistência à tração desse material específico e, em seguida, calcular a força de flexão necessária usando a fórmula acima.
A tabela de resistência à tração abaixo pode ser a referência:
| Material | Suave (N/mm²) | Duro (N/mm²) |
|---|---|---|
| Liderar | 25 – 40 | – |
| Lata | 40 – 50 | – |
| Alumínio | 93 | 1710 |
| Liga de alumínio tipo 4 | 230 | 480 |
| Duralumínio | 260 | 480 |
| Zinco | 150 | 250 |
| Cobre | 220 – 280 | 300 – 400 |
| Latão (70:30) | 330 | 530 |
| Latão (60:40) | 380 | 490 |
| Bronze Fósforo / Bronze | 400 – 500 | 500 – 750 |
| Níquel prata | 350 – 450 | 550 – 700 |
| Ferro laminado a frio | 320 – 380 | – |
| Aço .1% Carbono | 320 | 400 |
| Aço 0,2% Carbono | 400 | 500 |
| Aço 0,3% Carbono | 450 | 600 |
| Aço 0,4% Carbono | 560 | 720 |
| Aço 0,6% Carbono | 720 | 900 |
| Aço 0,8% Carbono | 900 | 1100 |
| Aço 1,0% Carbono | 1000 | 1300 |
| Aço Silício | 550 | 650 |
| Aço inoxidável | 650 – 700 | – |
| Níquel | 440 – 500 | 570 – 630 |
#3 Nova fórmula de cálculo da força de flexão
Na dobra a ar, a largura da abertura V da matriz inferior é normalmente escolhida para ser de 8 a 10 vezes a espessura da chapa, S.
Os fabricantes de dobradeiras geralmente listam os valores correspondentes da largura da matriz, V, e do diâmetro interno, r, da peça de dobra em sua tabela de parâmetros de força de dobra.
Como uma regra geral,
r=(0,16~0,17)V
Contudo, quando o raio interno não é igual a (0,16-0,17)V, a fórmula de cálculo acima não é mais aplicável.
Nestes casos, você deve recorrer a um novo método de cálculo para determinar a força de flexão necessária ou a tonelagem da dobradeira.
A seguir está a calculadora:
Tabela de tonelagem do freio de pressão
A tabela de tonelagem da prensa dobradeira abaixo pode ajudá-lo a determinar a força de flexão necessária com facilidade.
Para obter instruções sobre como ler um gráfico de tonelagem de dobradeira, consulte esta postagem.
(1) Tabela de tonelagem de prensa dobradeira regular
Dados de V, R, B
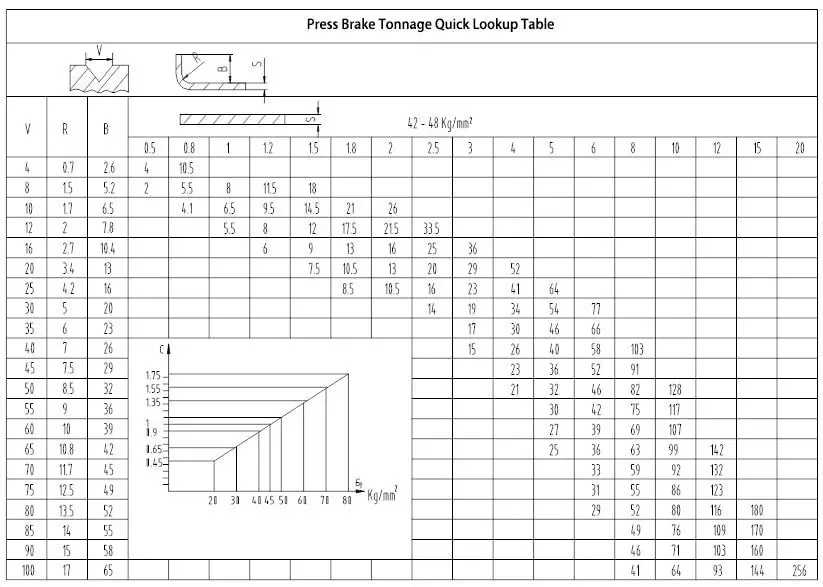
Como ver gráficos de tonelagem da prensa dobradeira?
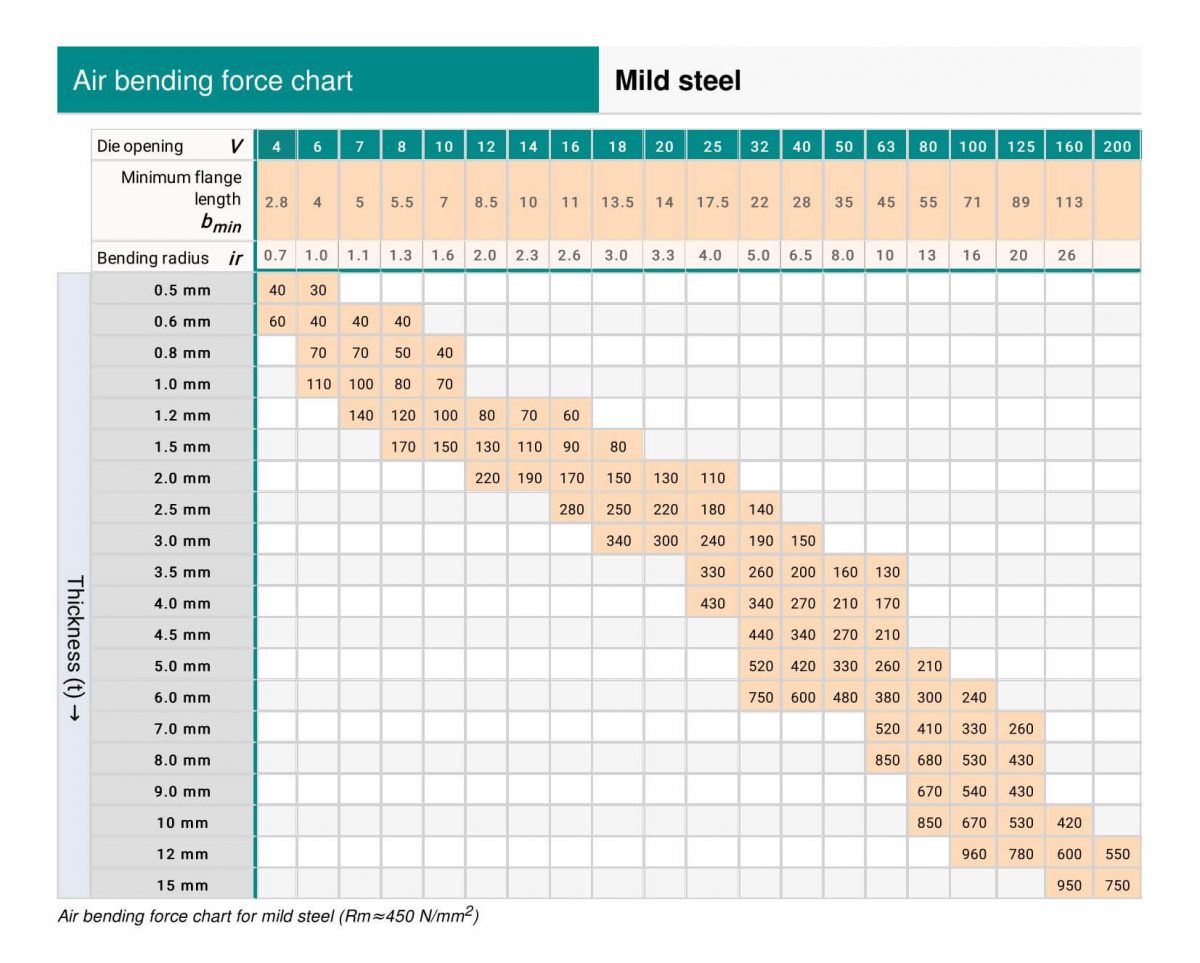
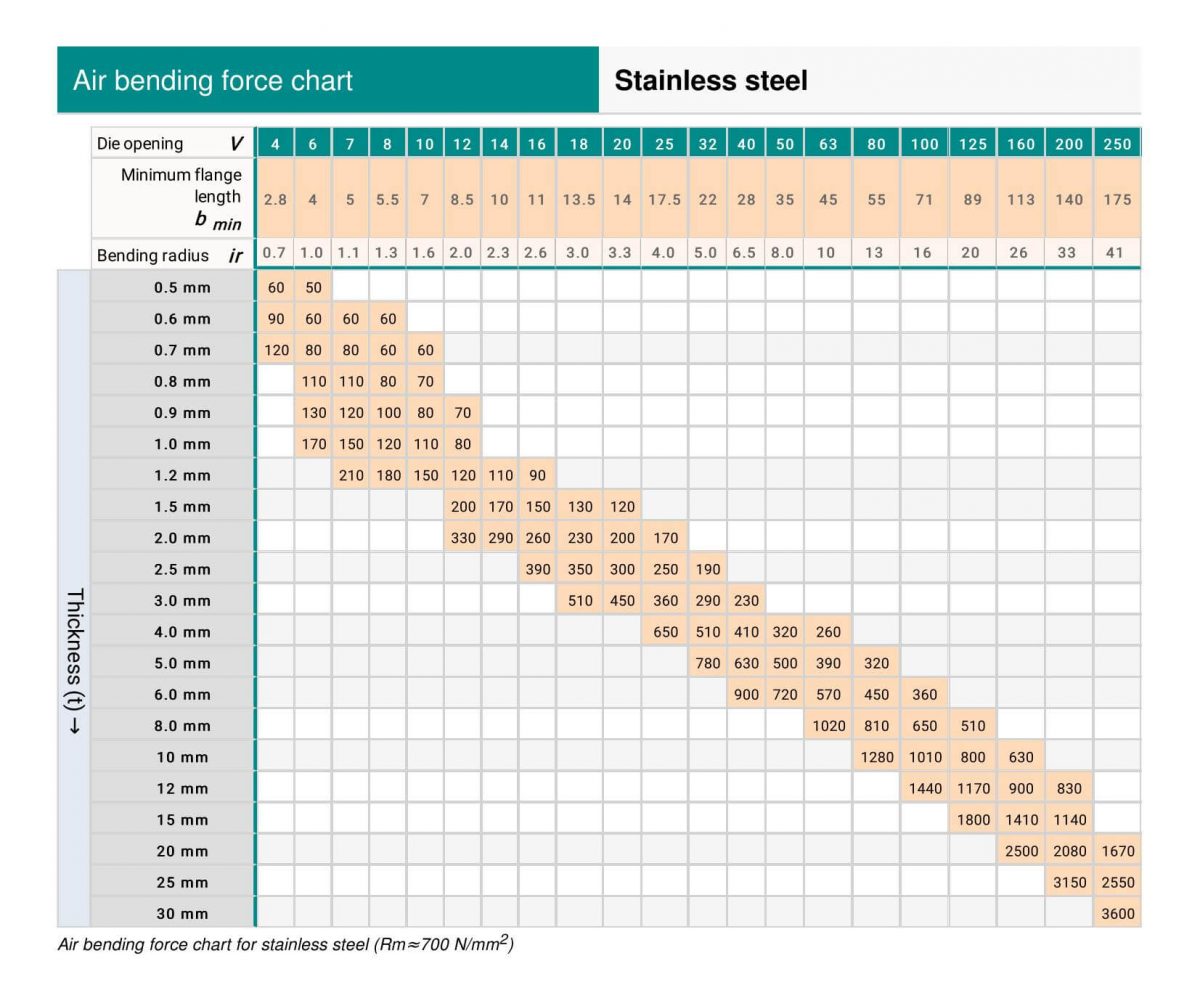
A tonelagem indicada na tabela de tonelagem da dobradeira é baseada em uma chapa metálica com resistência à tração de σb=450N/mm² e comprimento de L=1m.
Agora que você tem o gráfico de força de flexão, a próxima etapa é entender como localizar a tonelagem da prensa dobradeira no gráfico.
Supondo que sua chapa metálica tenha espessura de 4 mm, a regra geral é que a abertura em V da matriz inferior deve ser 8 vezes a espessura da chapa.
Porém, ao lidar com chapas mais espessas, é necessária uma abertura em V maior.
As aberturas em V recomendadas listadas abaixo podem servir como referência:
| S | 0,5-3mm | 3-8 mm | 9-10 mm | >12 mm |
| V | 6*S | 8*S | 10*S | 12*S |
Vamos considerar uma chapa metálica com espessura de 4mm.
Normalmente, a abertura em V da matriz inferior deve ser 8 vezes a espessura da chapa. No entanto, para placas mais espessas, a abertura em V deve ser maior.
Para determinar a tonelagem necessária da prensa dobradeira, precisamos consultar a tabela de tonelagem da prensa dobradeira.
Primeiro, encontre a linha com um valor de espessura de “4” e então determine o valor de abertura em V correspondente de 32 (4 * 8).
A intersecção da linha e da coluna onde os valores “4” e “32” se encontram indica uma tonelagem de 330 KN.
Se precisarmos dobrar uma chapa de 4 mm com 3 metros de comprimento, a tonelagem necessária seria 330 * 3 = 990 KN, ou aproximadamente 101 toneladas. Neste caso, recomendamos a escolha de uma prensa dobradeira com tonelagem de pelo menos 100 toneladas.
Porém, é melhor optar por uma tonelagem maior, como 120 toneladas, pois a vida útil da máquina será maior se ela operar em plena carga por longos períodos de tempo.
(2) Tabela de tonelagem do freio de prensa Amada
(3) Tabela de tonelagem de bainhas e costuras para aço macio e aço inoxidável
A bainha é um tipo de dobra que requer uma quantidade maior de tonelagem em comparação com a dobra a ar padrão.
As tabelas a seguir ilustram a tonelagem necessária para operações de bainha e costura.
(1) Tabela de tonelagem de bainha e costura para aço macio
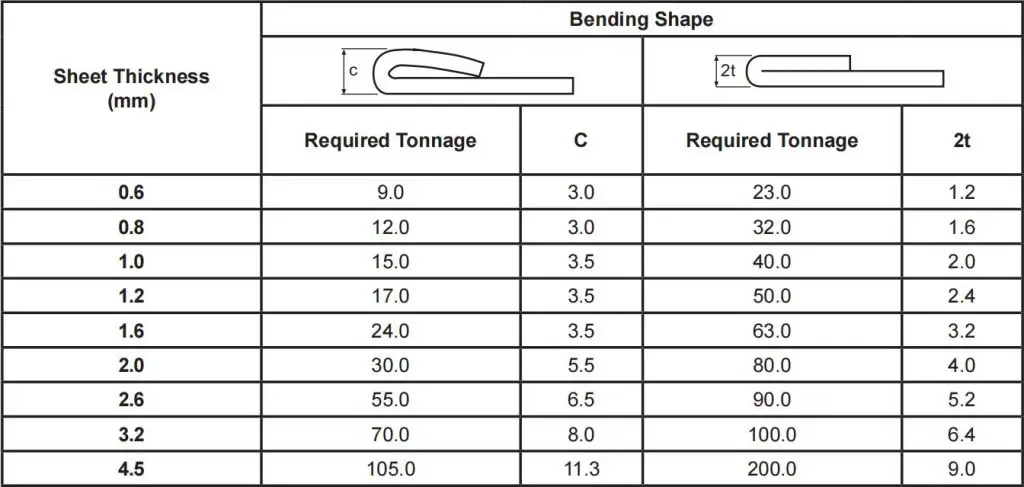
Nota: A tonelagem necessária é dada por 1 metro de comprimento
(2) Tabela de tonelagem de bainha e costura para aço inoxidável
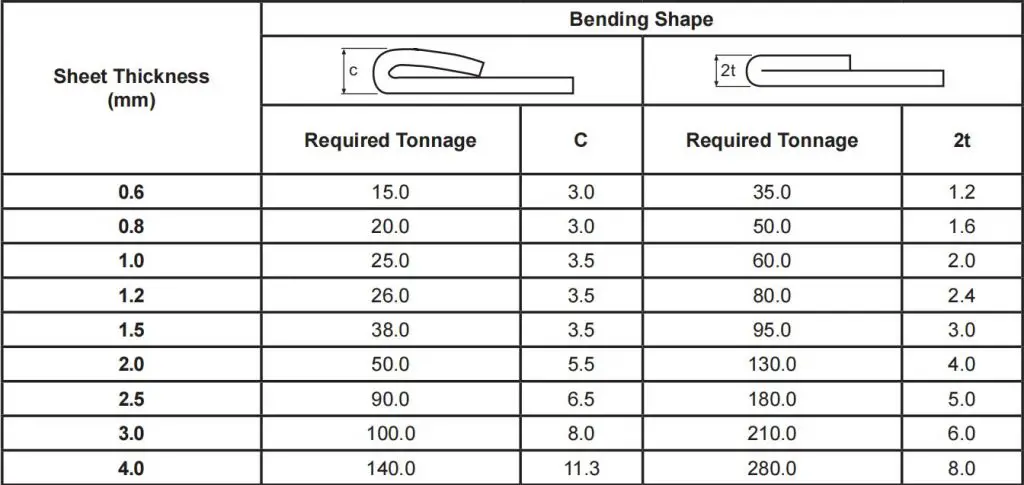
Nota: A tonelagem necessária é dada por 1 metro de comprimento
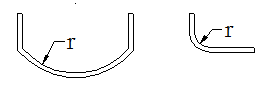
Pressione o raio de curvatura do freio
Durante a dobra de chapa metálica, é necessário um raio de curvatura no ponto de dobra, que não deve ser muito grande ou muito pequeno, mas deve ser selecionado adequadamente. Se o raio de curvatura for muito pequeno, é fácil causar rachaduras no ponto de curvatura, enquanto se o raio de curvatura for muito grande, a curvatura poderá ricochetear.
(1) Tabela do raio de curvatura
O raio de curvatura ideal (raio de curvatura interno) para vários materiais de diferentes espessuras é mostrado na tabela abaixo.
Valor mínimo do raio de curvatura (mm)
| Ciência dos Materiais | Estado de recozimento | Estado de endurecimento por trabalho a frio | ||
| Posição correspondente entre a direção da curva de flexão e a direção da fibra | ||||
| vertical | paralelo | vertical | paralelo | |
| 08, 10 | 0,1t | 0,4t | 0,4t | 0,8t |
| 15, 20 | 0,1t | 0,5t | 0,5t | 1,0t |
| 25, 30 | 0,2t | 0,6t | 0,6t | 1,2t |
| 4550 | 0,5t | 1,0t | 1,0t | 1,7t |
| 65 minutos | 1,0t | 2,0t | 2,0t | 3,0t |
| Alumínio | 0,1t | 0,35t | 0,5t | 1,0t |
| Cobre | 0,1t | 0,35t | 1,0t | 2,0t |
| Latão macio | 0,1t | 0,35t | 0,35t | 0,8t |
| Latão semi duro | 0,1t | 0,35t | 0,5t | 1,2t |
| Bronze fósforo | / | / | 1,0t | 3,0t |
Os dados na tabela acima são ótimos e apenas para referência. Na verdade, o arredondamento da lâmina dobrada do fabricante é geralmente de 0,3, com algumas lâminas dobradas tendo um arredondamento de 0,5.
Para placas comuns de aço de baixo carbono, placas de alumínio à prova de ferrugem, placas de latão, placas de cobre, etc., um arredondamento interno de 0,2 geralmente é suficiente. No entanto, para alguns aços com alto teor de carbono, alumínio duro e alumínio superduro, esse tipo de arredondamento por flexão pode levar a fraturas por flexão ou rachaduras no arredondamento externo.
(2) Fórmula de cálculo do raio de curvatura
As peças dobradas de chapa metálica requerem um raio de curvatura r na dobra. Normalmente, os projetos para peças de chapa metálica possuem marcações claras para o raio de curvatura. O tamanho final após a dobra é determinado pelo raio do punção r0 e a quantidade de retorno elástico △r, ou seja,
r = r0 + △r.
Na produção real, o raio de punção r0 utilizado está predominantemente entre 0,3 e 0,5 mm, o que pode ser considerado uma constante e tem um impacto menor no raio de curvatura, podendo muitas vezes ser desconsiderado. Isso significa que o raio de curvatura r está intimamente relacionado ao retorno elástico △r.
Entretanto, a magnitude do retorno elástico está relacionada à pressão de flexão, que por sua vez é determinada pela largura da ranhura da matriz B e pela espessura da chapa t. Um aumento na largura da ranhura da matriz B reduz a pressão de flexão e aumenta o retorno elástico, enquanto uma diminuição em B aumenta a pressão de flexão e reduz o retorno elástico.
Portanto, sob certas condições da máquina de dobra, os fatores que mais influenciam o raio de dobra são o raio do punção r, a largura da ranhura da matriz B e a espessura da chapa t.
A fórmula a seguir pode ser usada para calcular o raio de curvatura da prensa dobradeira:
Tamanho mínimo da borda interna
A aresta interna mínima é o lado mais curto que pode ser dobrado sem que a chapa metálica deslize para dentro do V durante a dobra.
Na verdade, a chapa metálica deve ficar em ambos os lados do V enquanto atinge o ângulo necessário, caso contrário, ela deslizará para dentro do V, com subsequentes resultados insatisfatórios.
A aresta interna mínima pode ser calculada com a seguinte fórmula:
Se o ângulo necessário for 90°, borda interna mínima = V x 0,67
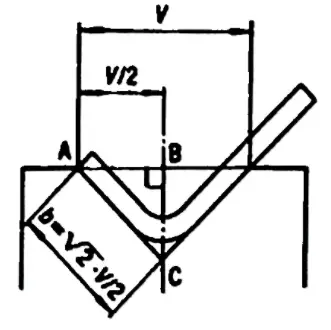
Esta fórmula deriva de um cálculo geométrico, pois a aresta interna mínima é a diagonal de um quadrado com lado=V/2. Então, levando em consideração o raio, o resultado é aproximado de V x 0,67.
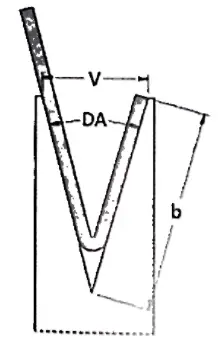
Quando o ângulo necessário for diferente de 90°, a aresta interna mínima também será diferente, pois o lado mais curto que pode ficar no V depende do ângulo.
Na verdade, se um perfil tiver um ângulo agudo, a chapa metálica será empurrada ainda mais para dentro da matriz e, portanto, o lado terá que ser mais longo.
Por outro lado, se um perfil tiver um ângulo obtuso, será necessário um lado mais curto para repousar sobre uma matriz. Por esta razão, fatores de correção devem ser utilizados para calcular a aresta interna mínima adequada.
| Ângulo | Fatores de correção |
| 30° | B = (V x 0,67) x 1,6 |
| 60° | B = (V x 0,67) x 1,1 |
| 90° | B = (V x 0,67) x 1,0 |
| 120° | B = (V x 0,67) x 0,9 |
| 150° | B = (Vx 0,67) x 0,7 |
(1) Fórmula de cálculo da borda de flexão mínima
A fórmula de cálculo da aresta de dobra mínima é diferente para diferentes ângulos de dobra, que pode ser encontrada na tabela abaixo.
| 165° | 135° | 120° | 90° | 60° | 45° | 30° |
| 0,51×V | 0,55×V | 0,58×V | 0,71×V | 1×V | 1,31×V | 1,94×V |
(2) Tabela de referência de altura mínima de flexão
Flexão em L
Tabela de referência para raio de curvatura interno R e altura mínima de curvatura de materiais de chapa de aço fina laminada a frio:
| Número de série | Espessura do material | Largura da ranhura côncava | Soco R | Altura mínima de flexão |
| 1 | 0,5 | 4 | 0,2 | 3 |
| 2 | 0,6 | 4 | 0,2 | 3.2 |
| 3 | 0,8 | 5 | 0,8/0,2 | 3.7 |
| 4 | 1,0 | 6 | 1/0,2 | 4.4 |
| 5 | 1.2 | 8 (ou 6) | 1/0,2 | 5,5/4,5 |
| 6 | 1,5 | 10 (ou 8) | 1/0,2 | 6,8/5,8 |
| 7 | 2,0 | 12 | 1,5/0,5 | 8.3 |
| 8 | 2,5 | 16(14) | 1,5/0,5 | 10,7/9,7 |
| 9 | 3,0 | 18 | 2/0,5 | 12.1 |
| 10 | 3.5 | 20 | 2 | 13,5 |
| 11 | 4,0 | 25 | 3 | 16,5 |
Dobra Z
A dimensão mínima de flexão L para flexão Z de chapas metálicas com diferentes espessuras é mostrada na tabela abaixo:
Altura mínima da curva z:
| Número de série | Espessura do material | Largura da ranhura côncava | Soco R | Altura da curva Z L |
| 1 | 0,5 | 4 | 0,2 | 8,5 |
| 2 | 0,6 | 4 | 0,2 | 8.8 |
| 3 | 0,8 | 5 | 0,8/0,2 | 9,5 |
| 4 | 1,0 | 6 | 1/0,2 | 10.4 |
| 5 | 1.2 | 8(6) | 1/0,2 | 11,7(10,7) |
| 6 | 1,5 | 10(8) | 1/0,2 | 13.3(12.3) |
| 7 | 2,0 | 12 | 1,5/0,5 | 14.3 |
| 8 | 2,5 | 16(14) | 1,5/0,5 | 18,2(17,2) |
| 9 | 3,0 | 18 | 2/0,5 | 20.1 |
| 10 | 3.5 | 20 | 2 | 22 |
| 11 | 4,0 | 25 | 3 | 25,5 |
6. Recuperação de flexão
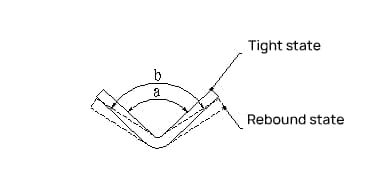
Ângulo de recuperação de flexão:
Δα = b – uma
onde:
b – Ângulo real da peça após o ressalto
a – Ângulo da matriz
Tamanho do ângulo de rebote:
Os ângulos de recuperação para flexão pneumática de ângulo único de 90° são mostrados na tabela abaixo.
| Material | r/t | Grossura t(mm) |
||
| <0,8 | 0,8~2 | >2 | ||
| Aço de baixo carbono | <1 | 4° | 2° | 0° |
| Latão, σb=350MPa | 1~5 | 5° | 3° | 1° |
| Alumínio, zinco | >5 | 6° | 4° | 2° |
| Aço médio carbono, σb=400-500MPa | <1 | 5° | 2° | 0° |
| Latão duro, σb=350-400MPa | 1~5 | 6° | 3° | 1° |
| Cobre duro, σb=350-400MPa | >5 | 8° | 5° | 3° |
| Aço de alto carbono, σb>550Mpa | <1 | 7° | 4° | 2° |
| 1~5 | 9° | 5° | 3° | |
| >5 | 12° | 7° | 6° | |
Fatores que afetam a recuperação e medidas para reduzir a recuperação:
- Resistência do material: O ângulo de rebote é proporcional ao ponto de escoamento do material e inversamente proporcional ao seu módulo de elasticidade E. Para peças de chapa metálica com requisitos de alta precisão, o aço de baixo carbono deve ser selecionado tanto quanto possível para reduzir o rebote e alto carbono aço, aço inoxidável, etc. devem ser evitados.
- Raio de curvatura relativo r/t: Quanto maior o raio de curvatura relativo r/t, menor será a deformação e maior será o ângulo de rebote Δα. Este é um conceito muito importante. O raio de curvatura da chapa metálica deve ser o menor possível, considerando o desempenho do material, o que contribui para melhorar a precisão. Deve-se atentar para evitar projetar arcos grandes, como o exemplo mostrado abaixo, que podem causar dificuldade na produção e no controle de qualidade.
Ao selecionar a tonelagem para uma máquina dobradeira, quais fatores precisam de consideração especial para garantir a qualidade do processamento?
Ao escolher a tonelagem para uma máquina dobradeira, os seguintes fatores precisam de consideração especial para garantir a qualidade do processamento:
Espessura e tipo de material: Em primeiro lugar, é crucial garantir que a dobradeira possa lidar com a espessura e o tipo de material utilizado.
Material e espessura da chapa metálica necessária para processamento: Calcular a tonelagem necessária da prensa dobradeira com base no material e na espessura da chapa metálica necessária para o processamento é extremamente importante.
Raio de curvatura da peça de trabalho: Durante o processo de dobra, o raio de dobra da peça também é um fator a ser considerado. Isso inclui a utilização de flexão livre, onde o raio de curvatura é 0,156 vezes o tamanho da abertura da ranhura em V.
Precisão de flexão: Por último, é necessário considerar a precisão da dobra, ou seja, escolher entre uma dobradeira CNC ou uma dobradeira manual, pois isso afetará diretamente a precisão das peças processadas.







