
A soldagem a laser é amplamente utilizada em diversos setores devido às suas vantagens de alta eficiência, alta precisão, bons resultados e facilidade de integração de automação. Ele desempenha um papel importante na produção e fabricação industrial, incluindo indústrias como militar, médica, aeroespacial, peças automotivas 3C, chapas metálicas mecânicas, novas energias e ferragens para banheiros.
No entanto, qualquer método de processamento, incluindo soldagem a laser, pode produzir defeitos ou produtos abaixo da média se o princípio e o processo não forem devidamente compreendidos.
Para maximizar o valor da soldagem a laser e produzir produtos de alta qualidade com aparência impecável, é importante compreender esses defeitos e aprender como evitá-los.
Através de anos de experiência, os engenheiros compilaram soluções para defeitos comuns de soldagem para referência de colegas do setor.
1. Rachadura
As trincas que ocorrem durante a soldagem contínua a laser são principalmente trincas térmicas, como trincas de cristalização e trincas de liquefação.
A principal causa destas fissuras é a grande força de retração gerada pela solda antes que ela esteja totalmente solidificada.
Usar enchimento de arame, pré-aquecimento ou outros métodos pode reduzir ou eliminar essas rachaduras.

Solda de rachadura
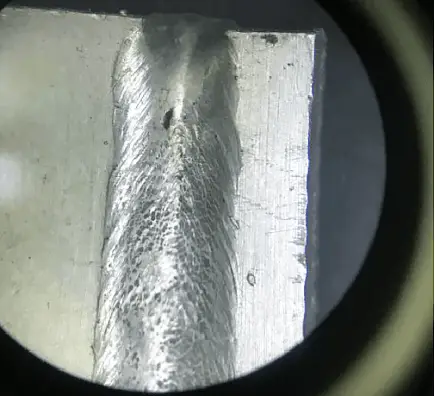
2. Orifício de ar
A porosidade é um defeito comum na soldagem a laser.
A poça fundida profunda e estreita na soldagem a laser esfria rapidamente, dificultando o escape de qualquer gás gerado na poça fundida, levando à formação de poros.
No entanto, apesar do resfriamento rápido, a porosidade na soldagem a laser é geralmente menor do que a encontrada na soldagem por fusão tradicional.
Limpar a superfície da peça antes da soldagem pode reduzir a ocorrência de poros, e a direção do sopro também pode impactar a formação de poros.
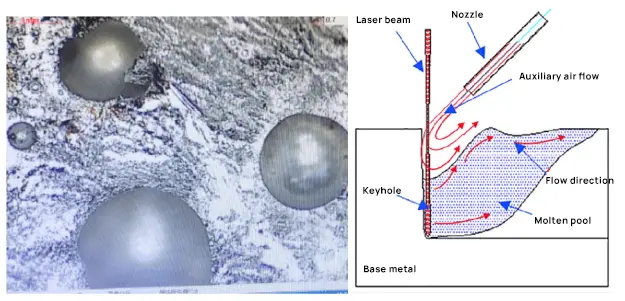
Porosidade da solda (esquerda)
Processo de formação de solda (direita)
3. Respingo
Os respingos produzidos durante a soldagem a laser podem impactar significativamente a qualidade da superfície da solda e causar contaminação e danos às lentes.
Os respingos estão diretamente ligados à densidade de potência, portanto, reduzir a energia de soldagem pode ajudar a reduzir os respingos.
Se a penetração for inadequada, reduzir a velocidade de soldagem também pode ajudar.

Respingos de soldagem
4. Corte inferior
Se a velocidade de soldagem for muito rápida, o metal líquido na parte traseira do pequeno orifício apontando para o centro da solda não terá tempo de se redistribuir, resultando em solidificação e corte em ambos os lados da solda.
Uma grande lacuna na montagem da junta também pode reduzir a quantidade de metal fundido calafetado, tornando mais provável a ocorrência de cortes inferiores.
Se a energia diminuir muito rapidamente no final da soldagem a laser, o pequeno orifício pode entrar em colapso, levando a um corte inferior local.
A combinação adequada de potência e velocidade pode prevenir eficazmente a formação de cortes inferiores.

5. Recolher
Se a velocidade de soldagem for lenta, a poça fundida será maior e mais larga, aumentando a quantidade de metal fundido. Isso pode dificultar a manutenção da tensão superficial.
Quando o metal fundido se torna muito pesado, o centro da solda pode afundar e formar colapsos e buracos.
Neste caso, é necessário reduzir a densidade de energia de forma adequada para evitar o colapso da poça fundida.
Colapso da solda de liga de alumínio
Ter uma compreensão correta dos defeitos que podem ocorrer durante a soldagem a laser e das causas dos diferentes defeitos permite uma abordagem mais direcionada para resolver quaisquer problemas anormais de soldagem.







