
O aço 35CrMo, um material comum usado nas peças de nossa empresa, geralmente é temperado e revenido por meio de resfriamento a óleo ou têmpera em água com resfriamento a óleo. No entanto, desde que o forno multifuncional da linha de produção foi colocado em uso, ele não consegue concluir o processo de resfriamento do óleo de têmpera em água.
Como resultado, as peças temperadas em óleo, particularmente aquelas com barras laminadas sem processamento de superfície, apresentam baixa dureza e não atendem aos requisitos de trefilação. Isto requer uma têmpera secundária, o que impacta negativamente no desempenho das peças, aumenta os custos de produção e resulta em perdas desnecessárias.
Uma análise revelou que a baixa dureza se deve principalmente à velocidade de resfriamento insuficiente. Com base em dados relevantes e na experiência de produção de outras plantas de tratamento térmico, o resfriamento das barras de aço 35CrMo com salmoura pode aumentar a taxa de resfriamento.
Como nossa empresa não utilizou anteriormente a têmpera em água na produção de barras de aço 35CrMo, precisamos testar os métodos de têmpera em água e em óleo e comparar suas propriedades mecânicas antes de decidir implementar a têmpera em água para barras de aço 35CrMo.
1. Determinação do plano de teste
(1) Materiais de teste
O material de teste é uma barra de aço 35CrMo produzida por nossa empresa (φ 60 mm), consulte a Tabela 1 para composição química.
Tabela 1 Composição Química da Barra de Aço 35CrMo (Análise de Massa) (%)
| Projeto | C | Si | Mn | Cr | Mo | S | P | Cu | Não |
| Padrão nacional | 0,32~0,40 | 0,17~0,37 | 0,40~0,70 | 0,80~1,10 | 0,15~0,25 | ≤0,035 | ≤0,035 | ≤0,30 | ≤0,30 |
| Materiais de teste | 0,36 | 0,26 | 0,56 | 0,99 | 0,17 | 0,03 | 0,02 | 0,1 | 0,1 |
(2) Instrumentos e equipamentos de teste
A linha de produção para equipamentos de teste de forno multiuso é mostrada na Figura 1. A máquina de teste universal eletrônica é controlada usando o testador de dureza Rockwell e o microcomputador CMT8202.

Fig. 1 Linha de produção de forno multifuncional
(3) Método de teste
O teste consiste em duas partes: uma comparação da profundidade da camada endurecida entre dois métodos de têmpera.
As amostras de ambos os métodos de têmpera passam por um teste de tração e os resultados de sua resistência à tração e alongamento são comparados.
2. Processo de teste e análise de resultados
2.1 Profundidade de endurecimento
Pegue a barra de φ60mm como amostra de teste e conduza a têmpera em óleo e água.
(1) Processo de têmpera de óleo
Têmpera 860 ℃, mantendo por 45min, resfriamento de óleo a 150 ℃;
Tempere a 200 ℃, mantenha por 180 minutos e deixe esfriar ao ar até a temperatura ambiente.
(2) Processo de têmpera em água
Tempere a 860°C, mantenha por 45 minutos e depois esfrie com água até 150°C.
Aqueça a 200°C, mantenha por 180 minutos e deixe esfriar ao ar até a temperatura ambiente.
Não são observadas fissuras de têmpera na superfície da amostra tratada.
Meça a dureza da superfície usinada a cada 2,5mm da superfície ao centro, conforme ilustrado na Figura 2.
Os resultados de dureza são apresentados na Tabela 2.
A Tabela 2 mostra que a dureza após a têmpera em água é alta e a camada endurecida é profunda.

Fig. 2 Teste de dureza da camada endurecida
Tabela 2 Dureza da Camada Endurecida
| Distância até a superfície/mm | 0 | 2,5 | 5 | 7,5 | 10 | 12,5 | 15 | 17,5 | 20 | 22,5 | 25 | 30 |
| Dureza de têmpera em água HRC | 53 | 52 | 50 | 46 | 40 | 37,5 | 35 | 33 | 32 | 30 | 28 | 25,5 |
| Dureza de têmpera em óleo HRC | 33 | 32 | 31 | 30,5 | 30 | 28 | 27,5 | 26 | 24 | 23 | 23 | 22,5 |
2.2 Comparação de propriedades mecânicas
As barras de aço 35CrMo podem ser submetidas à têmpera com óleo e água, e a dureza pode ser ajustada para atingir 28-30HRC por meio do ajuste de temperatura de revenido.
(1) Processo de têmpera de óleo
Têmpera 860 ℃, mantendo por 45min, resfriamento de óleo a 150 ℃;
Tempere a 520 ℃, mantenha por 90 minutos e deixe esfriar ao ar até a temperatura ambiente. A curva do processo é mostrada na Fig.
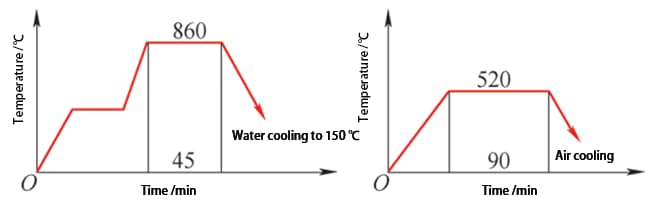
Fig. 3 Curva do processo de têmpera em óleo
(2) Processo de têmpera em água
Têmpera 860 ℃, retenção por 45min, resfriamento com água até 150 ℃;
Tempere a 580 ℃, mantenha por 90 minutos e deixe esfriar até a temperatura ambiente. A curva do processo é mostrada na Fig.
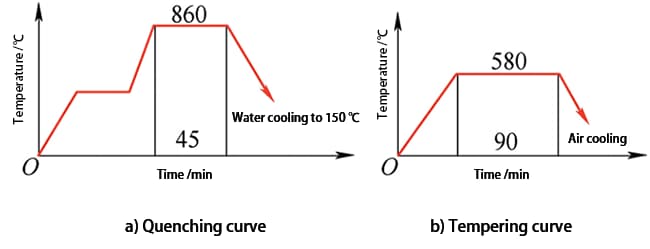
Fig. 4 Curva do processo de têmpera em água
A barra de teste é processada em uma amostra de tração para teste de tração e os resultados são mostrados na Tabela 3.
Pode-se observar na Tabela 3 que a resistência após a têmpera em água é relativamente alta e a tenacidade é relativamente baixa, com pouca diferença geral.
Tabela 3 Propriedades Mecânicas
| Meio de resfriamento de têmpera | Resistência à tração/MPa | Alongamento (%) |
| salmoura | 880 | 14 |
| óleo | 814 | 19 |
2.3 Análise de resultados
Com base nos resultados do teste, pode-se deduzir que, embora a resistência à tração tenha melhorado significativamente, o alongamento diminuiu com a mesma dureza superficial. Isto se deve à rápida velocidade de resfriamento da têmpera em água, que resulta em uma camada profundamente endurecida e alta dureza.
Esta solução aborda o problema de dureza insuficiente em barras de aço 35CrMo após têmpera em óleo.
3. Análise de benefícios
A mudança de algumas peças de aço 35CrMo para um processo de têmpera em água pode não apenas atender aos requisitos de produção e reduzir a taxa de retrabalho, mas também economizar custos. A economia de eletricidade é igual ao custo de eletricidade para retrabalho mais o custo de eletricidade economizado pelo processo existente. O cálculo é o seguinte: Economia de eletricidade = (209 × 1,5 + 78 × 3) × 120 (aproximadamente 120 calores de produção de aço 35CrMo por ano) × 10% × 1,2 + 91 (potência da lavadora) × 0,5 × 120 × 1,2 yuan = 14.436 yuan.
Custo de mão de obra economizado = (tempo economizado + tempo de retrabalho) × número de operadores × forno de produção anual × preço unitário de homem-hora=(0,5+4,5×10%)×2×120×8,571yuan = 1954yuan.
Custo de material economizado = (perda de óleo de têmpera por forno + perda de fluido de limpeza) × produção anual aquece = (50 + 20) × 120 yuans = 8.400 yuans.
O total anual é de cerca de 24.790 yuans.
4. Conclusão
As barras de aço 35CrMo podem ser temperadas com água em vez de óleo.
A dureza não apenas atende aos requisitos, mas também tem pouco impacto nas propriedades mecânicas abrangentes.
Leitura relacionada: Gráfico de propriedades mecânicas de metais
Além desses benefícios, o índice de retrabalho diminuiu significativamente, levando à melhoria da eficiência da mão de obra e à redução dos custos de produção. Além disso, a utilização de uma temperatura de têmpera mais baixa e a eliminação da fumaça de óleo gerada no processo de têmpera do resfriamento do óleo do material resultam em maiores benefícios econômicos, bem como em economia de energia e redução de emissões.







