
As molas são amplamente utilizadas nas indústrias mecânica e eletrônica devido às suas propriedades elásticas.
Quando uma mola é submetida a uma carga, ela sofre uma deformação elástica significativa, transformando trabalho mecânico ou energia cinética em energia de deformação armazenada.
Após a descarga, a mola retorna ao seu estado original, com a energia de deformação armazenada sendo convertida novamente em trabalho mecânico ou energia cinética.
A relação entre a carga da mola e sua deformação é chamada de rigidez da mola. Quanto maior a rigidez, mais rígida se torna a mola.
1. Função da mola
As funções das molas incluem:
- Amortecimento e amortecimento, como as molas de amortecimento usadas nas suspensões de carros e trens e vários sistemas de amortecimento.
- Controlar o movimento de mecanismos, como molas de válvulas em motores de combustão interna e molas de controle em embreagens.
- Armazenar e liberar energia, como molas de relógio e molas de trava de arma.
- Medição de força, como molas em balanças de mola e dinamômetros.
2. Classificação das molas
As molas podem ser categorizadas com base na sua natureza de tensão em quatro tipos: molas de tensão, molas de compressão, molas de torção e molas de flexão.
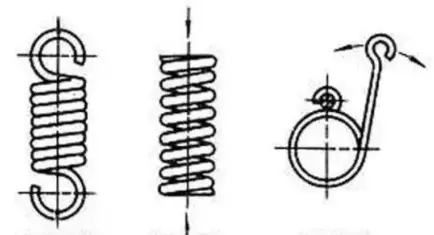
Uma mola de tensão é um tipo de mola helicoidal que sofre tensão axial.
Essas molas são normalmente feitas de materiais de seção transversal circular.
Quando não estão sujeitas a uma carga, as bobinas de uma mola de tensão geralmente ficam firmemente enroladas, sem folgas entre elas.

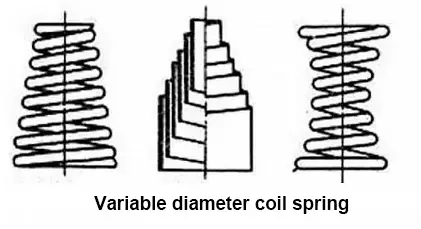
Uma mola de compressão é um tipo de mola helicoidal projetada para suportar forças de compressão.
A seção transversal das molas de compressão é tipicamente circular, mas também podem ser feitas de aço retangular ou multifilamentos.
Essas molas geralmente têm passo igual e há um pequeno espaço entre as bobinas.
Quando submetida a uma carga externa, a mola de compressão comprime, deforma e armazena energia em sua deformação.

As molas de torção são um tipo de mola helicoidal.
Eles são capazes de armazenar e liberar energia angular ou de manter um dispositivo em uma posição estática girando o braço de força em torno do eixo central do corpo da mola.
As extremidades de uma mola de torção são fixadas a outros componentes e, quando esses componentes giram em torno do centro da mola, a mola os puxa de volta à sua posição original, gerando torque ou força rotacional.

Além dos tipos comuns de molas, existem também dois tipos não convencionais: molas pneumáticas e molas de nanotubos de carbono.
Uma mola pneumática é uma mola não metálica que utiliza a compressibilidade do ar para criar um efeito elástico adicionando ar pressurizado em um recipiente fechado flexível.
Quando usadas em sistemas de suspensão de veículos de última geração, as molas pneumáticas melhoram muito o conforto de condução, tornando-as amplamente utilizadas em automóveis e locomotivas ferroviárias.

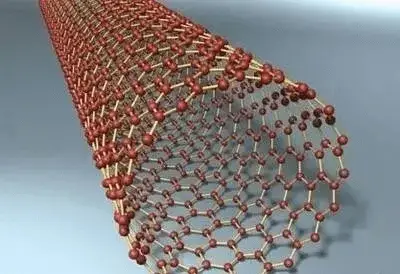
Uma mola de nanotubo de carbono é criada por tecnologia de fiação, começando com a preparação de um filme de nanotubo de carbono.
Com um diâmetro de centenas de mícrons e comprimento de alguns centímetros, as molas de nanotubos de carbono têm inúmeras aplicações potenciais, incluindo condutores retráteis, eletrodos flexíveis, sensores de micro deformação, supercapacitores, circuitos integrados, células solares, fontes de emissão de campo, fibras de dissipação de energia e mais. Espera-se também que sejam usados em dispositivos médicos, como bandagens com sensor de tensão.
3. Material da mola e tensão admissível
Durante a operação, as molas são frequentemente submetidas a cargas alternadas e de impacto e são obrigadas a sofrer deformações significativas. Como resultado, o material usado para fazer as molas deve ter alta resistência à tração, limite elástico e resistência à fadiga.
Além disso, o processo de fabricação deve resultar em temperabilidade suficiente, resistência à descarbonetação e boa qualidade superficial.
Materiais de mola comuns e tensão de cisalhamento admissível
| Ciência dos Materiais | Consulte tensão de cisalhamento (τ) / MP para obter detalhes | Módulo de elasticidade de cisalhamento G/MPa | Temperatura operacional recomendada/℃ | |||
|---|---|---|---|---|---|---|
| categoria | Código | Primavera tipo I | Mola tipo II | Mola tipo III | ||
| Fio de aço de mola de carbono | Grupo I II, II e III | 0,3s | 0,45 | 0,5 | 80.000 | -40~120 |
| 65 minutos | 420 | 560 | 700 | 80.000 | -40~120 | |
| Fio de aço de mola de liga | 60Si2Mn | 480 | 640 | 800 | 80.000 | -40~200 |
| 65SiMnWA | 570 | 760 | 950 | 80.000 | -40~250 | |
| 50CrVA | 450 | 600 | 750 | 80.000 | -40~210 | |
| Fio de aço inoxidável | 1Cr18Ni9 | 330 | 440 | 550 | 73.000 | -250~300 |
| 4Cr13 | 450 | 600 | 750 | 77.000 | -40~300 | |
Observação:
- As molas podem ser classificadas em três categorias com base no número de ciclos que sofrem sob carga: Tipo I, com n > 106; Tipo II, com n = 103 ~ 105 e sob carga de impacto; e Tipo III, com n < 103.
- A tensão admissível para as molas de tensão da manilha é de 80% do valor listado na tabela. Se a mola for submetida a um tratamento de forte pressão, a sua tensão admissível pode ser aumentada em 20%.
- O aço para molas de cabo de carbono é dividido em quatro grupos com base em suas propriedades mecânicas, com o Grupo 1 tendo a maior resistência à tração, o Grupo II em segundo lugar, o Grupo III tendo a menor e o Grupo IV tendo a mesma resistência à tração do Grupo II, mas melhor plasticidade .
O Sb do fio de aço da mola do cabo de carbono pode ser encontrado na tabela.
Resistência do fio de aço com mola de carbono
| Código | Deputado | |||
|---|---|---|---|---|
| Grupo I | Grupo II | Grupo III | ||
| Diâmetro do fio d/Mn | 0,2 | 2700 | 2250 | 1750 |
| 0,3 | 2700 | 2250 | 1750 | |
| 0,5 | 2650 | 2200 | 1700 | |
| 0,8 | 2600 | 2150 | 1700 | |
| 1 | 2500 | 2050 | 1650 | |
| 1,5 | 2200 | 1850 | 1450 | |
| 2 | 2000 | 1800 | 1400 | |
| 2,5 | 1800 | 1650 | 1300 | |
| 3 | 1700 | 1650 | 1300 | |
| 3.6 | 1650 | 1550 | 1200 | |
| 4 | 1600 | 1500 | 1150 | |
| 4,5 | 1500 | 1400 | 1150 | |
| 5 | 1500 | 1400 | 1100 | |
| 5.6 | 1450 | 1350 | ||
| 6 | 1450 | 1350 | 1050 | |
| 7 | 1250 | 1000 | ||
| 8 | 1250 | 1000 | ||
4. Fabricação de mola
O processo de produção de uma mola helicoidal envolve laminação, criação de ganchos ou conclusão de anéis de face final, tratamento térmico e testes de desempenho.
Na produção em larga escala, as molas são enroladas usando uma máquina de enrolamento automática universal. Para peças individuais ou produção de pequenos lotes, são confeccionadas em torno tradicional ou manualmente. Quando o diâmetro do fio da mola é de 8 mm ou menos, normalmente é utilizado um método de enrolamento a frio.
O tratamento térmico é necessário antes do enrolamento, sendo necessário revenimento a baixa temperatura após o enrolamento. Quando o diâmetro for superior a 8 mm, deve ser empregado um método de enrolamento a quente (com temperaturas variando de 800°C a 1000°C). Após o enrolamento a quente, a mola deve ser temperada e revenida em temperaturas médias.
Após a formação da mola, uma inspeção de qualidade da superfície deve ser realizada para garantir que ela esteja lisa e livre de defeitos como cicatrizes, descarbonetação e outras imperfeições. As molas que serão submetidas a cargas variáveis também devem passar por tratamento superficial, como shot peening, para melhorar sua vida em fadiga.
5. Estrutura final da mola
O número efetivo de voltas N que participam da deformação da mola de compressão é crucial para garantir que a mola funcione uniformemente e que sua linha central seja perpendicular à face final.
Para conseguir isso, há 3/4 a 7/4 voltas em ambas as extremidades da mola que desempenham um papel de suporte rígido, conhecido como círculos mortos ou anéis de suporte. Estas voltas não participam da deformação durante o trabalho.
A mola tensora é equipada com um gancho em sua extremidade para instalação e carregamento, e existem quatro tipos comuns de estruturas finais: manilha semicircular, manilha circular, gancho ajustável e gancho giratório.
As manilhas semicirculares e circulares são fáceis de fabricar e amplamente utilizadas, mas devido à alta tensão de flexão na transição do gancho, elas são adequadas apenas para molas com diâmetro de fio de mola d ≤ 10mm. Por outro lado, os ganchos ajustáveis e giratórios estão sob boas condições de tensão e podem ser girados em qualquer posição para facilitar a instalação.

6. Cálculo da tensão da mola
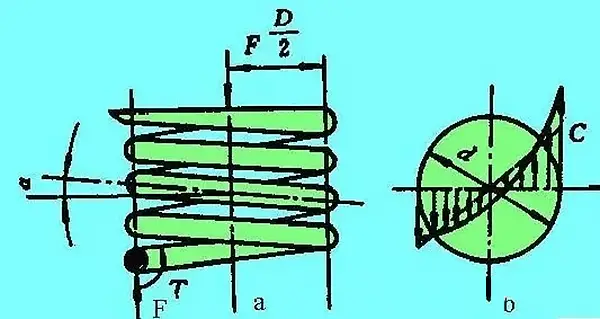
Análise de tensão da mola de compressão
A figura (a) mostra a mola de compressão helicoidal cilíndrica, que suporta a carga de trabalho axial F.
A análise do método de seção revela que a seção do fio da mola está sujeita a uma força de cisalhamento F e a um torque T, que é igual a F vezes D dividido por 2. O torque resulta em uma tensão de cisalhamento, que pode ser calculada da seguinte forma:
Se levarmos em conta o impacto da tensão de cisalhamento gerada pela força de cisalhamento F e a curvatura espiral do fio da mola, a tensão de cisalhamento máxima t pode ser encontrada no lado interno da mola, conforme representado na figura (b). Suas condições de valor e resistência são as seguintes:
Onde,
C – relação de enrolamento,
C = D / D, que pode ser selecionado conforme tabela 1
K — coeficiente de curvatura da mola,
K também pode ser encontrado diretamente na tabela 2.
Sabe-se pela tabela que quanto maior C, menor é a influência de K sobre T;
F — carga de trabalho da mola, N;
D — diâmetro primitivo da mola, mm;
D – diâmetro do material mm.
Tabela 1 valores recomendados de relação de enrolamento
| Fio de aço diâmetro. D | 0,2~0,6 | 0,5~1 | 1,1 ~ 2,2 | 2,5~6 | 7~16 | 18~50 |
| C=D/d | 7~14 | 5~12 | 5~10 | 4~9 | 4~8 | 4~6 |
Tabela 2 Coeficiente de curvatura K
| Relação de enrolamento C | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 12 | 14 |
| K | 1.4 | 1.31 | 1,25 | 1.21 | 1.18 | 1.16 | 1.14 | 1.2 | 1.1 |
Na equação 1, a fórmula para cálculo do diâmetro do fio de aço da mola de acordo com a condição de resistência pode ser obtida substituindo f pela carga máxima de trabalho F2 da mola:
O método de cálculo da resistência de uma mola de tensão é idêntico ao de uma mola de compressão.
7. A mola não está no lugar e o motivo da falha
No trabalho prático, é comum encontrar situações em que a mola não consegue empurrar o objeto em movimento para a posição designada, fazendo com que o comprimento livre calculado da mola se torne mais curto.
A causa deste problema é a falta de tratamento inicial de compressão, que envolve comprimir a mola até sua altura de compressão ou altura de aperto usando uma quantidade significativa de força (se necessário) e depois soltá-la para que ela retorne ao seu comprimento livre original.
A quantidade pela qual a mola foi encurtada é chamada de “contração de compressão inicial”.
Normalmente, depois de ser submetida à compressão de 3 a 6 vezes, o comprimento da mola não diminuirá mais e ela terá “estabelecido em sua posição”.
É importante notar que após sofrer compressão inicial, a mola fica permanentemente deformada.
8. Precauções de primavera
Em aplicações práticas, uma mola de compressão deve ser capaz de manter o seu comprimento de trabalho mesmo se for submetida a forças que excedam o limite elástico do seu material.
Como resultado, o comprimento da mola acabada deve ser igual ao comprimento calculado da mola mais a contração de compressão inicial. Isto evitará que a mola não fique no lugar e reduzirá o risco de tensão perigosa quando as bobinas da mola forem apertadas juntas, levando a uma deflexão anormal da mola.
Durante o tratamento térmico da mola acabada, principalmente no processo de têmpera e revenido, é fundamental colocar a peça horizontalmente (deitada) no forno para evitar que a mola fique mais curta devido ao seu próprio peso, o que pode resultar em operação inadequada .







