
A cabeça do sensor de rastreamento de soldagem consiste em uma câmera CCD e um ou dois lasers semicondutores. A faixa laser é projetada na superfície da peça em um ângulo predeterminado como fonte de luz estrutural. A câmera observa diretamente a faixa na parte inferior do sensor. A frente da câmera possui um filtro óptico que permite a passagem do laser enquanto filtra todas as outras luzes, como arcos de soldagem. Como resultado, o sensor fica posicionado muito próximo ao arco de soldagem.
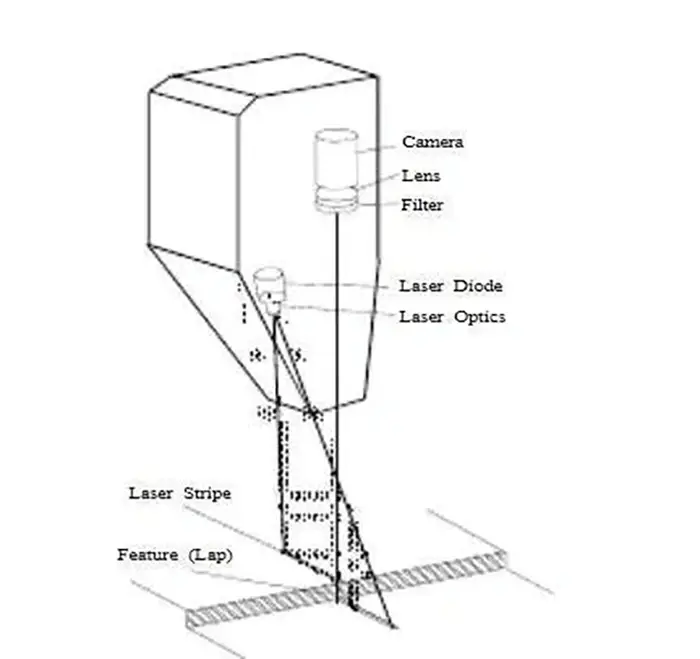
Fig. 1 A cabeça do sensor de rastreamento de soldagem.
O sensor normalmente é montado na frente da tocha a uma distância predefinida, conhecida como cabo, para observar a solda. A altura de instalação ou a distância entre o corpo do sensor e a peça de trabalho varia de acordo com o tipo de sensor instalado.
Para garantir uma observação precisa, a pistola de soldagem deve ser posicionada corretamente acima da solda, de modo que a solda fique próxima ao centro da faixa, permitindo que a câmera observe tanto a faixa de laser quanto a solda.
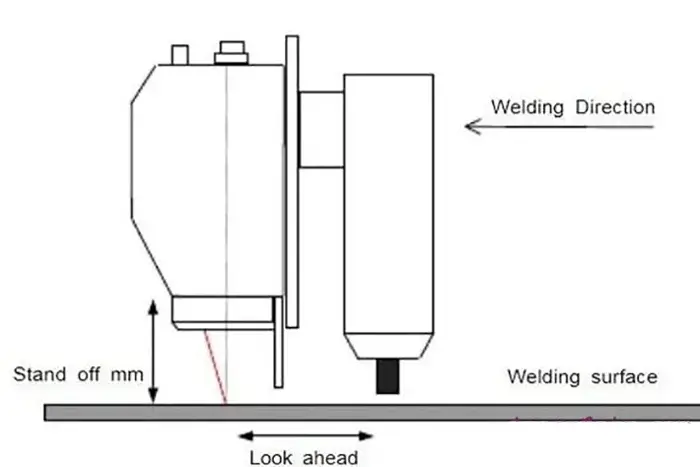
Fig. 2 A posição da solda.
A faixa laser é projetada em um ângulo específico. Se a peça de trabalho estiver muito próxima do sensor, a posição da faixa laser será relativamente próxima. Por outro lado, se a peça de trabalho estiver longe do sensor, a posição da faixa laser na superfície da peça de trabalho é relativamente deslocada para trás.
A câmera observa a posição da faixa laser e o sensor pode medir a distância vertical da peça de trabalho. Ao analisar o formato da faixa, o sensor também pode determinar o contorno da superfície e a posição da solda na faixa, permitindo medir a posição transversal da solda.

Fig.3 Peça de trabalho com distância normal

Fig. 4 Peça de trabalho com longa distância
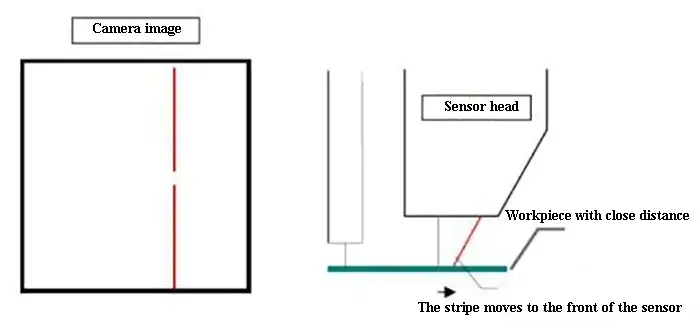
Fig. 5 Peça de trabalho com distância próxima
A câmera captura uma imagem, que é processada pelo controlador e transformada em uma imagem digital de faixa laser. O software então segmenta a faixa em múltiplas linhas para formar a solda. Com base na posição dessas linhas, o sistema pode calcular a posição da solda e convertê-la em uma distância em milímetros usando os dados de calibração armazenados na cabeça do sensor.
Durante o processo de rastreamento, o sistema utiliza a velocidade de soldagem e a distância prospectiva para determinar o tempo de atraso, garantindo que a tocha siga a solda e não o sensor. A estratégia de controle é projetada para fornecer uma distância suave para frente, resultando em uma solda suave. Caso o sensor encontre uma mudança repentina no caminho, ele responderá suavemente, conforme ilustrado na figura abaixo.

Fig. 6 Uma resposta suave.
O sensor consiste em vários componentes principais, incluindo uma câmera CCD e filtro, um laser semicondutor e elementos ópticos e um microprocessador para monitoramento de temperatura e armazenamento de dados de calibração. O monitor de temperatura ajuda a proteger o laser contra danos caso o sistema de resfriamento falhe. É importante notar que se o laser operar além do limite de temperatura, sua vida útil será bastante reduzida.
O armazenamento dos dados de calibração possibilita a troca dos cabeçotes dos sensores sem incorrer em custos ou modificações adicionais, garantindo tempo mínimo de inatividade em caso de danos ou falhas no sensor. O processo de soldagem é protegido contra fuligem e respingos por uma proteção contra respingos de cobre preto, que é equipada com uma folha de plástico transparente e substituível que precisa ser substituída regularmente quando a sujeira se acumula em sua superfície.
O sensor deve ser resfriado usando gás protetor de soldagem ou ar limpo, seco e isento de óleo para manter a temperatura dos componentes eletrônicos abaixo de 50°C, evitar o acúmulo de poeira e proteger os componentes ópticos. A taxa de fluxo de gás típica usada é de 5 L/min.
Se necessário, uma placa de montagem resfriada a água pode fornecer resfriamento adicional para a cabeça do sensor. Por outro lado, se a temperatura do laser semicondutor cair abaixo de +5°C, um aquecedor opcional deverá ser instalado no sensor.







