
FIGURA 1 Exemplos de peças de chapa metálica.
(a) Peças estampadas.
(b) Peças produzidas por fiação.

TABELA 1 Características Gerais dos Processos de Conformação de Chapas Metálicas (em ordem alfabética)
| Processo de formação | Características |
|---|---|
| Desenho | Peças rasas ou profundas com formatos relativamente simples, altas taxas de produção, altos custos de ferramentas e equipamentos |
| Explosivo | Folhas grandes com formatos relativamente simples, baixo custo de ferramentas, mas alto custo de mão de obra, produção em baixa quantidade, longos tempos de ciclo |
| Incremental | Formas simples a moderadamente complexas com bom acabamento superficial; baixas taxas de produção, mas sem necessidade de ferramentas dedicadas; materiais limitados |
| Pulso magnético | Operações de conformação superficial, abaulamento e estampagem em chapas de resistência relativamente baixa requerem ferramentas especiais |
| Peen | Contornos superficiais em chapas grandes, flexibilidade de operação, custos geralmente elevados de equipamentos, processo também utilizado para endireitar peças moldadas |
| Rolar | Peças longas com seções transversais simples ou complexas constantes, bom acabamento superficial, altas taxas de produção, altos custos de ferramentas |
| Borracha | Desenho e gravação em relevo de formas simples ou relativamente complexas, superfície da chapa protegida por membranas de borracha, flexibilidade de operação, baixos custos de ferramentas |
| Fiação | Peças axissimétricas pequenas ou grandes; bom acabamento superficial; baixos custos de ferramentas, mas os custos de mão de obra podem ser altos, a menos que as operações sejam automatizadas |
| Estampagem | Inclui uma ampla variedade de operações, como puncionamento, estampagem, gravação em relevo, dobra, flangeamento e cunhagem; formas simples ou complexas formadas em altas taxas de produção; os custos de ferramentas e equipamentos podem ser altos, mas o custo de mão de obra é baixo |
| Esticar | Peças grandes com contornos rasos, produção em baixa quantidade, altos custos de mão de obra, custos com ferramentas e equipamentos aumentam com o tamanho da peça |
| Superplástico | Formas complexas, detalhes finos e tolerâncias dimensionais estreitas, longos tempos de conformação (portanto, as taxas de produção são baixas), peças não adequadas para uso em altas temperaturas |
FIGURA 2
(a) Ilustração esquemática do cisalhamento com punção e matriz, indicando algumas variáveis do processo.
Características características de
(b) um furo perfurado e
(c) a bala.
(Observe que as escalas de (b) e (c) são diferentes.)

FIGURA 3
(a) Efeito da folga, c, entre punção e matriz na zona de deformação em cisalhamento. À medida que a folga aumenta, o material tende a ser puxado para dentro da matriz em vez de ser cisalhado. Na prática, as folgas geralmente variam entre 2 e 10% da espessura da chapa.
(b) Contornos de microdureza (HV) para um aço AISI 1020 laminado a quente com 6,4 mm (0,25 pol.) de espessura na região cisalhada.

FIGURA 4
(a) Perfuração (perfuração) e supressão.
(b) Exemplos de várias operações de corte e vinco em chapas metálicas.
Lancetar envolve cortar a folha para formar uma aba.

FIGURA 5
(a) Comparação de bordas cortadas produzidas pelas técnicas convencional (esquerda) e por corte fino (direita).
(b) Ilustração esquemática de uma configuração para supressão fina.

FIGURA 6 Corte com facas rotativas.
Este processo é semelhante à abertura de latas.

FIGURA 7 Um exemplo de blanks soldados por Taylor
Produção de um painel lateral externo de uma carroceria de carro por soldagem e estampagem a laser.

FIGURA 8 Exemplos de componentes de carroceria automotiva soldados a laser e estampados.

FIGURAE 9
Ilustrações esquemáticas do processo de barbear.
(a) Raspar uma borda cortada.
(b) Corte e barbear combinados em um único golpe.

FIGURA 10 Exemplos do uso de ângulos de cisalhamento em punções e matrizes.

FIGURAE 11 Ilustrações esquemáticas
(a) antes e (b) depois de cegar uma arruela comum em uma matriz composta.
Observe os movimentos separados da matriz (para estampar) e do punção (para fazer o furo na arruela).
(c) Ilustração esquemática da fabricação de uma arruela em uma matriz progressiva.
(d) Formação da parte superior de uma lata de spray aerossol em uma matriz progressiva.
Observe que a peça fica fixada na tira até que a última operação seja concluída.

MESA 2 Características importantes do metal para operações de conformação de chapas
| Característica | Importância |
|---|---|
| Alongamento | Determina a capacidade da chapa metálica de esticar sem estrangulamento e falha; alto expoente de endurecimento por deformação (n) e expoente de sensibilidade à taxa de deformação (m) são desejáveis |
| Alongamento do ponto de escoamento | Normalmente observado com chapas de aço macio (também chamadas de faixas de Luder ou tensões de maca); resulta em depressões na superfície da chapa; pode ser eliminado pela laminação temperada, mas a folha deve ser formada dentro de um certo tempo após a laminação |
| Anisotropia (planar) | Apresenta comportamento diferente em diferentes direções planas, presente em chapas laminadas a frio devido à orientação preferencial ou fibra mecânica, causa orelhas em estampagem profunda, pode ser reduzido ou eliminado por recozimento, mas com resistência reduzida |
| Anisotropia (normal) | Determina o comportamento de desbaste de chapas metálicas durante o estiramento, importante na estampagem profunda |
| Tamanho de grão | Determina a rugosidade superficial em chapas esticadas; quanto mais grosso o grão, mais áspera é a aparência (como uma casca de laranja); também afeta a resistência e ductilidade do material |
| Tensões residuais | Normalmente causado por deformação não uniforme durante a conformação, resulta em distorção da peça quando seccionada, pode levar a fissuras por corrosão sob tensão, reduzidas ou eliminadas pelo alívio de tensão |
| Primavera de volta | Devido à recuperação elástica da chapa plasticamente deformada após o descarregamento, causa distorção da peça e perda de precisão dimensional, pode ser controlada por técnicas como dobra excessiva e assentamento do punção |
| Enrugamento | Causada por tensões de compressão no plano da chapa; pode ser questionável; dependendo da sua extensão, pode ser útil para conferir rigidez às peças, aumentando o seu módulo de secção; pode ser controlado por ferramenta adequada e design de matriz |
| Qualidade das bordas cortadas | Depende do processo utilizado; as bordas podem ser ásperas, não quadradas, e conter rachaduras, tensões residuais e uma camada endurecida, que são prejudiciais à conformabilidade da chapa; a qualidade da aresta pode ser melhorada através de corte fino, redução da folga, raspagem e melhorias no design e lubrificação de ferramentas e matrizes |
| Condição da superfície da folha | Depende da prática de laminação de folhas; importante na formação de chapas, pois pode causar rasgos e má qualidade da superfície |
FIGURA 12
(a) Alongamento do ponto de escoamento em uma amostra de chapa metálica.
(b) Bandas de Lüder em chapa de aço baixo carbono.
(c) Deformações esticadoras no fundo de uma lata de aço para produtos domésticos.

FIGURA 13
(a) Um teste de escavação (teste de Erichsen) para determinar a conformabilidade de chapas metálicas.
(b) Resultados de testes de protuberância em chapas de aço de várias larguras. A amostra mais à esquerda está submetida, basicamente, a uma tensão simples. A amostra mais à direita é submetida a um estiramento biaxial igual.

FIGURA 14
(a) Deformações em padrões de grade circular deformados.
(b) Diagramas de limite de formação (FLD) para várias chapas metálicas. Embora a deformação principal seja sempre positiva (alongamento), a deformação menor pode ser positiva ou negativa. R é a anisotropia normal da folha, conforme descrito na Seção 4.

FIGURAE 15
A deformação do padrão de grade e o rasgo da chapa metálica durante a conformação. Os eixos maior e menor dos círculos são usados para determinar as coordenadas no diagrama limite de formação na Fig. 14b.

FIGURA 16
Terminologia de flexão. Observe que o raio da dobra é medido até a superfície interna da peça dobrada.

FIGURA 17
(a) e (b) O efeito das inclusões alongadas (longarinas) na fissuração em função da direção de flexão em relação à direção de laminação original da chapa.
(c) Rachaduras na superfície externa de uma tira de alumínio dobrada em um ângulo de 90°. Observe também o estreitamento da superfície superior na área de curvatura (devido ao efeito Poisson).

MESA 3 Raio de curvatura mínimo para vários metais à temperatura ambiente
| Material | Doença | |
| Macio | Duro | |
| Ligas de alumínio | 0 | 6T |
| Cobre berílio | 0 | 4T |
| Latão (baixo chumbo) | 0 | 2T |
| Magnésio | 5T | 13T |
| Aço inoxidável austenítico | 0,5T | 6T |
| Baixo carbono, baixa liga e HSLA | 0,5T | 4T |
| Titânio | 0,7T | 3T |
| Ligas de titânio | 2.6T | 4T |
FIGURA 18
Relacionamento entre R/T e redução de tração da área para chapas metálicas. Observe que a chapa metálica com uma redução de área de tração de 50% pode ser dobrada sobre si mesma em um processo como dobrar um pedaço de papel sem rachar.

FIGURAE 19
Springback na flexão. A peça tende a se recuperar elasticamente após a flexão e seu raio de curvatura torna-se maior. Sob certas condições, é possível que o ângulo de curvatura final seja menor que o ângulo original (retorno elástico negativo).

FIGURA 20 Métodos para reduzir ou eliminar o retorno elástico em operações de dobra.

FIGURA 21
Operações comuns de dobramento mostrando a dimensão de abertura da matriz, C, usado no cálculo de forças de flexão.

FIGURAE 22 Exemplos de diversas operações de dobra.

FIGURA 23 (a) a (e) Ilustrações esquemáticas de várias operações de dobra em uma prensa dobradeira. (f) Ilustração esquemática de uma prensa dobradeira.

FIGURA 24 (a) Formação de contas com uma única matriz. (b) a (d) Formação de cordão com duas matrizes em uma prensa dobradeira.

FIGURAE 25 Várias operações de flangeamento.
(a) Flanges em chapa plana.
(b) Ondulações.
(c) A perfuração de chapa metálica para formar um flange. Nesta operação, um furo não precisa ser pré-perfurado antes que o punção desça. Observe, entretanto, as arestas ao longo da circunferência do flange.
(d) O flangeamento de um tubo.
Observe o afinamento das bordas do flange.

FIGURAE 26
(a) Ilustração esquemática do processo de perfilagem.
(b) Exemplos de seções transversais perfiladas.

FIGURA 27 Métodos de flexão de tubos.
Mandris internos ou enchimento de tubos com materiais particulados, como areia, são frequentemente necessários para evitar o colapso dos tubos durante a flexão.
Os tubos também podem ser dobrados por uma técnica na qual uma mola de tensão helicoidal rígida é colocada sobre o tubo. A folga entre o diâmetro externo do tubo e o diâmetro interno da mola é pequena; assim, o tubo não pode dobrar e a curvatura é uniforme.

FIGURA 28
(a) O abaulamento de uma peça tubular com tampão flexível. Jarros de água podem ser feitos por este método.
(b) Produção de acessórios para encanamentos por meio da expansão de peças tubulares sob pressão interna. A parte inferior da peça é então perfurada para produzir um “T”.

FIGURA 29 Ilustração esquemática de um processo de conformação por estiramento. As películas de alumínio para aeronaves podem ser feitas por este método.

FIGURA 30 Os processos de formação de metal envolvidos na fabricação de uma lata de bebida de alumínio de duas peças.

FIGURAE 31
(a) Ilustração esquemática do processo de estampagem profunda em uma peça circular de chapa metálica. O anel de remoção facilita a remoção do copo formado do punção.
(b) Variáveis de processo em estampagem profunda. Exceto pela força do soco, Ftodos os parâmetros indicados na figura são variáveis independentes.

FIGURAE 32
Deformações em uma amostra de teste de tração removida de uma peça de chapa metálica. Essas deformações são usadas na determinação da anisotropia normal e planar da chapa metálica.

MESA 4 Faixas típicas de anisotropia normal média, Rmédia para várias chapas metálicas
| Ligas de zinco | 0,4-0,6 |
|---|---|
| Aço laminado a quente | 0,8-1,0 |
| Aço laminado a frio com bordas | 1,0-1,4 |
| Aço laminado a frio e temperado com alumínio | 1,4-1,8 |
| Ligas de alumínio | 0,6-0,8 |
| Cobre e latão | 0,6-0,9 |
| Ligas de titânio (α) | 3,0-5,0 |
| Aços inoxidáveis | 0,9-1,2 |
| Aços de alta resistência e baixa liga | 0,9-1,2 |
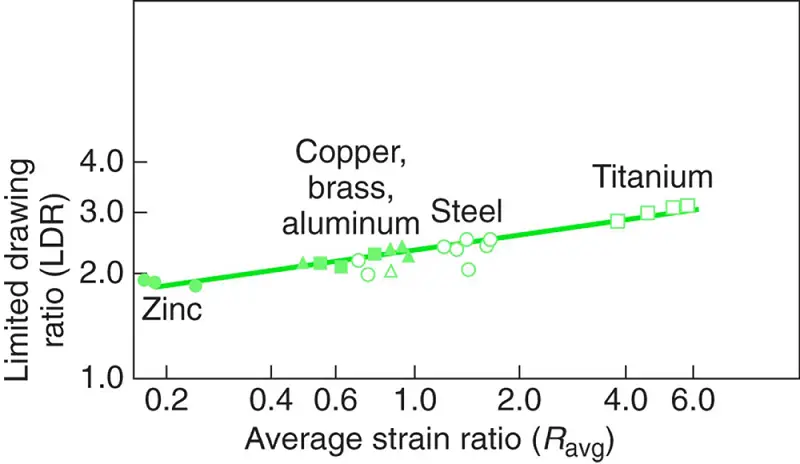
FIGURA 33
A relação entre a anisotropia normal média e a taxa de estiramento limite para várias chapas metálicas.
FIGURAE 34
Brinco em copo de aço trefilado, causado pela anisotropia planar da chapa.

FIGURA 35
(a) Ilustração esquemática de um cordão de desenho.
(b) Fluxo de metal durante o desenho de uma peça em forma de caixa enquanto se utilizam esferas para controlar o movimento do material.
(c) Deformação de grades circulares no banzo em estampagem profunda.

FIGURAE 36
Uma operação de gravação com duas matrizes. Letras, números e desenhos em peças de chapa metálica podem ser produzidos por este processo.

FIGURAE 37
(a) Latas de alumínio para bebidas. Observe o excelente acabamento superficial.
(b) Detalhe da tampa da lata, mostrando o rebite integral e as bordas marcadas para o pop-top.

FIGURA 38
Exemplos de dobra e estampagem de chapa metálica com punção de metal e com almofada flexível servindo como matriz fêmea.

FIGURA 39
O processo de hidroforma (ou formação de fluido). Observe que, em contraste com o processo de estampagem profunda comum, a pressão na cúpula força as paredes do copo contra o punção. A xícara acompanha o ponche; desta forma, a capacidade de estampagem profunda é melhorada.

FIGURA 40
(a) Ilustração esquemática do processo de hidroformação de tubos.
(b) Exemplo de peças hidroformadas em tubo. Componentes estruturais e de escapamento automotivo, quadros de bicicletas e acessórios hidráulicos e pneumáticos são produzidos por meio de hidroformação de tubos.

FIGURAE 41
Fechamento de radiador automotivo hidroformado.

FIGURA 42
Sequência de operações na produção de um componente tubular hidroformado:
(1) tubo cortado no comprimento certo;
(2) após flexão;
(3) após hidroformação.

FIGURA 43
Ilustração esquemática da expansão de um tubo até uma seção transversal desejada através de (a) hidroformação convencional e (b) hidroformação de sequência de pressão.

FIGURAE 44
Vista da prensa de hidroformação de tubos, com o tubo dobrado colocado na matriz de conformação.

FIGURA 45
(a) Ilustração esquemática do processo de fiação convencional.
(b) Tipos de peças fiadas convencionalmente. Todas as peças são axissimétricas.

FIGURAE 46
(a) Ilustração esquemática do processo de cisalhamento para fabricação de peças cônicas. O mandril pode ser moldado de modo que peças curvilíneas possam ser giradas. (b) e (c) Ilustrações esquemáticas do processo de fiação do tubo.

FIGURA 47
(a) Ilustração de uma operação de conformação incremental. Observe que nenhum mandril é usado e que o formato final da peça depende do caminho da ferramenta rotativa.
(b) Um refletor de farol automotivo produzido por conformação incremental CNC. Observe que a peça não precisa ser axissimétrica.

FIGURA 48
Tipos de estruturas feitas por conformação superplástica e colagem por difusão de chapas metálicas. Tais estruturas têm uma alta relação rigidez/peso.

FIGURA 49
(a) Ilustração esquemática do processo de formação de explosivos.
(b) Ilustração do método confinado de abaulamento explosivo de tubos.

FIGURA 50
(a) Ilustração esquemática do processo de formação de pulso magnético usado para formar um tubo sobre um tampão.
(b) Tubo de alumínio colapsado sobre um tampão hexagonal pelo processo de formação de pulso magnético.

FIGURA 51
(a) Uma seleção de pratos comuns.
(b) Visão detalhada de diferentes texturas de superfície e acabamentos de pratos.

FIGURAE 52
Sequência de fabricação para produção de pratos.

FIGURA 53
Martelamento de pratos.
(a) Martelamento automatizado em uma máquina de martelar;
(b) martelamento manual de pratos.

FIGURA 54
Métodos de fabricação de estruturas em favo de mel:
(a) processo de expansão;
(b) processo de ondulação;
(c) montagem de uma estrutura em favo de mel em um laminado.

FIGURAE 55
Agrupamento eficiente de peças para utilização ideal do material no blanking.

FIGURA 56
Controle de rasgo e flambagem de um flange em curvatura em ângulo reto.

FIGURAE 57
Aplicação de entalhes para evitar rasgos e enrugamentos nas operações de dobra em ângulo reto.

FIGURAE 58
Concentrações de tensão perto de curvas.
(a) Uso de uma lua crescente ou orelha para um buraco próximo a uma curva.
(b) Redução da severidade da aba no flange.

FIGURAE 59
Aplicação de (a) pontuação ou (b) gravação em relevo para obter um raio interno nítido na dobra. A menos que sejam adequadamente projetados, esses recursos podem levar à fratura.

FIGURA 60
(a) a (f) Ilustrações esquemáticas de tipos de estruturas de prensa para operações de formação de chapas. Cada tipo tem suas próprias características de rigidez, capacidade e acessibilidade.
(g) Uma grande prensa de estampagem.

FIGURA 61
Comparação de custos para a fabricação de um recipiente redondo de chapa metálica por fiação convencional ou por estampagem profunda.
Observe que para pequenas quantidades, a fiação é mais econômica.

PS: acabamos de preparar para você a versão em PDF do processo de conformação de chapas metálicas, você pode baixá-la aqui.







