
Visão geral
A frenagem da prensa é realizada em itens com alta relação área/volume.
A maior parte das chapas metálicas processadas em dobradeiras é mais fina que 6 mm. As máquinas utilizadas para dobrar chapas metálicas são chamadas de dobradeiras, que na maioria dos casos são máquinas acionadas hidraulicamente ou eletricamente com controle numérico.

Eles são muito comuns na área metalmecânica. Eles funcionam dando à chapa metálica uma forma angular ou arredondada através do uso de um punção e uma matriz côncava.
Para definir um léxico comum para este manual, vamos analisar brevemente os componentes de uma prensa dobradeira.
No diagrama abaixo você pode ver os componentes que analisaremos nos capítulos seguintes.
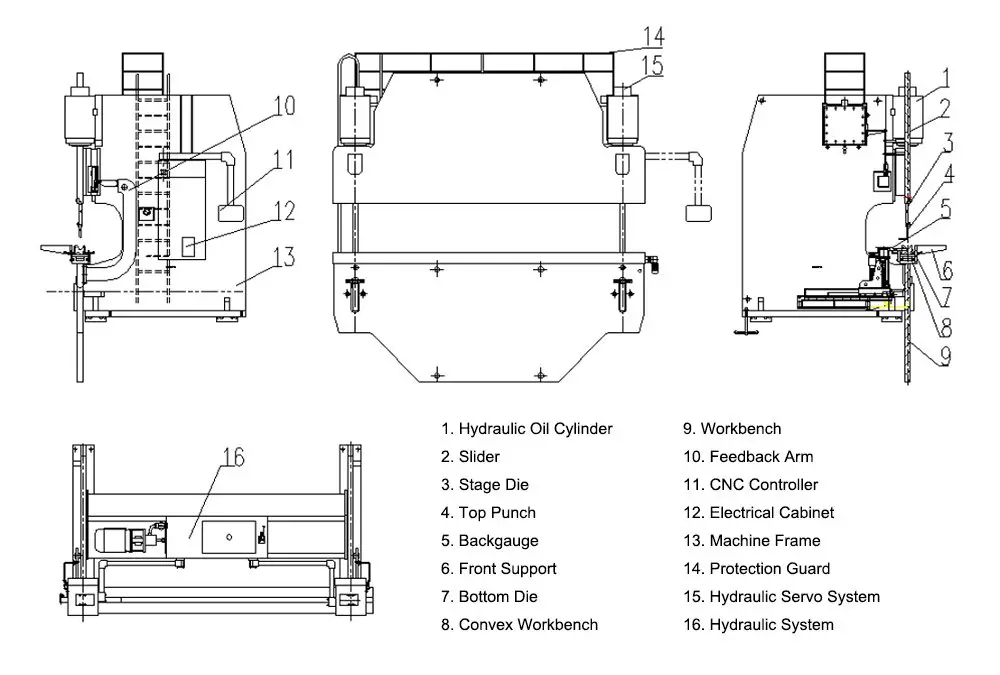
A máquina dobradeira é composta de um cilindro de óleo, um sistema hidráulico, um sistema de feedback de posição da régua de grade, um aríete, uma estrutura e várias ferramentas, normalmente compreende quatro componentes principais:
- Peças mecânicas – Essas peças são responsáveis pelos movimentos físicos da máquina, incluindo dobrar e modelar o metal.
- Peças elétricas – Essas peças controlam os aspectos elétricos da máquina, como alimentar o motor e operar as luzes.
- Peças hidráulicas – Essas peças são responsáveis pelo sistema hidráulico da máquina, que inclui bomba, válvulas e cilindros que fornecem a força necessária para dobrar e modelar o metal.
- Controlador NC/CNC – Este componente é responsável pelo controle e automação da máquina, utilizando tecnologia de controle numérico (NC) ou controle numérico computadorizado (CNC).
Vamos explorar cada parte com mais detalhes.
Pressione o corpo do freio

A estrutura da prensa dobradeira é construída a partir da soldagem das placas verticais esquerda e direita, da mesa de trabalho, dos corpos de suporte e dos tanques de combustível. A mesa de trabalho está posicionada abaixo dos montantes esquerdo e direito, enquanto o tanque de combustível é soldado aos montantes.
Esse design aumenta a rigidez e resistência do chassi, além de ampliar a área de dissipação do calor do óleo hidráulico.
Características da estrutura da prensa dobradeira:
A estrutura da prensa dobradeira é a estrutura que sustenta o aríete e é soldada à mesa inferior, geralmente é composta por duas partes em formato de “C” na parte traseira.
- A estrutura totalmente soldada proporciona resistência e rigidez suficientes.
- O óleo hidráulico é transmitido para cima, com os cilindros em ambas as extremidades da prensa dobradeira instalados no controle deslizante, que aciona diretamente o trabalho de deslizamento.
- O carneiro usa torção para garantir a sincronização.
- É utilizada uma rolha mecânica, proporcionando estabilidade e confiabilidade.
- O curso do aríete é ajustado pelo controlador e pode ser ajustado manualmente, com um display de contador.
- O design de coroamento em forma de cunha garante maior precisão de dobra.
Leitura adicional:
- Coroamento Hidráulico do Freio de Prensa vs Coroamento Mecânico
Controlador de freio de imprensa

O controle numérico da prensa dobradeira é uma característica comum das máquinas-ferramentas.
Máquinas-ferramentas controladas numericamente ou máquinas-ferramentas NC são máquinas-ferramentas cujo funcionamento é controlado por um computador integrado na máquina.
Este computador controla os movimentos e funções da máquina de acordo com um programa de trabalho específico.
Graças a um encoder no controle numérico, mede as posições de suas partes móveis e aciona atuadores (motores, pistões hidráulicos ou outros), que controlam os movimentos da máquina e posicionam a ferramenta em um ponto específico escolhido arbitrariamente.
Um determinado movimento da máquina medido por um codificador e controlado por um computador por meio de um motor que pode posicionar a máquina precisamente em um ponto arbitrário ao longo do curso disponível é denominado eixo controlado ou simplesmente eixo da máquina.
Além de selecionar as dimensões ou características de uma dobradeira, o comprador pode escolher entre vários tipos diferentes de controle numérico, que são montados em uma extremidade da máquina e são o principal ponto de controle a partir do qual a programação de todo o sistema acontece em.
Os tipos de controle numérico disponíveis no mercado diferem no número de eixos que podem controlar e na capacidade de produzir uma simulação de vídeo da sequência de dobra.
Pressione o aríete do freio

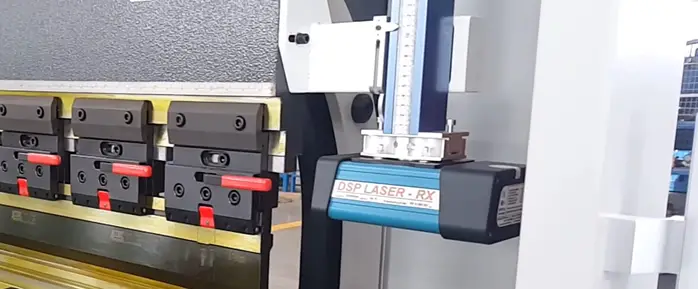
O aríete da prensa dobradeira é construído a partir de uma placa de aço sólida e é conectado à haste do pistão no centro dos cilindros hidráulicos esquerdo e direito. O cilindro é preso à placa de conexão das placas de parede esquerda e direita e a haste do pistão é acionada por energia hidráulica para mover o controle deslizante para cima e para baixo.
Para garantir o posicionamento preciso do aríete no ponto morto superior, réguas de grade são colocadas em ambos os lados do aríete para transmitir informações de posição de volta ao controlador NC, que então ajusta a posição. Isto também garante a operação sincronizada do carneiro.
O aríete utiliza transmissão hidráulica e seu sistema consiste em aríete, cilindro hidráulico e um batente mecânico para ajuste fino. Os cilindros esquerdo e direito são fixados à estrutura e o pistão é acionado por pressão hidráulica para mover o aríete para cima e para baixo. A rolha mecânica é controlada pelo sistema de controle numérico.
Leitura adicional:
- Calculadora de profundidade do aríete do freio de imprensa (profundidade da curvatura)
AVC
O traço indica o movimento máximo disponível ao longo do eixo Y. Esse
dimensão é extremamente importante para verificar a possibilidade de utilização de altura
socos. Nestes casos o operador deve verificar se: (Luz natural – altura da matriz
(da base ao V inferior) – altura do punção (da viga superior à ponta do punção) –
espessura da chapa metálica < curso da máquina.

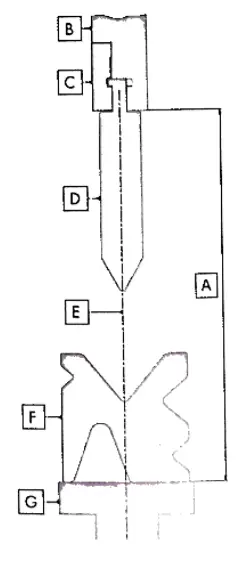
O diagrama acima mostra uma seção transversal de uma prensa dobradeira com uma ferramenta padrão Promecam-Amada.
- A → luz natural: distância entre a viga superior e a mesa
- B → viga superior: parte superior de uma prensa dobradeira
- C → braçadeira da viga superior: braçadeira montada na viga superior para segurar intermediários
- D → intermediário: peça para montagem de punções na viga superior
- E→ pinça intermediária: pinça montada na intermediária para segurar punções
- F→ punção: ferramenta superior
- G → eixo da máquina: eixo de dobra que passa pela ponta do punção e pelo centro em V da matriz
- H → matriz: ferramenta inferior
- I→ porta-matriz: peça para matrizes de fixação
- L→mesa de dobradeira: mesa para suporte de matrizes.
A imagem acima, por outro lado, mostra uma prensa dobradeira com uma ferramenta axial (Trumpf, Beyeler, etc…) Neste caso o punção é fixado diretamente na viga superior e o eixo da prensa dobradeira passa tanto pelo punção quanto pela ponta.
- A → luz natural: distância entre a viga superior e a mesa
- B → viga superior: parte superior de uma prensa dobradeira
- C → braçadeira da viga superior: braçadeira montada na viga superior para segurar punções
- D → punção: ferramenta superior
- E→ eixo da máquina: eixo de dobra que passa pela ponta do punção e pelo centro em V da matriz
- F → matriz:ferramenta inferior
- G → mesa dobradeira: mesa para apoio das matrizes.
Mesa de trabalho do freio de imprensa
O batente traseiro se move para frente e para trás através da operação de um motor, e o controlador CNC controla sua distância de movimento com uma leitura mínima de 0,01 mm. Existem interruptores de limite de curso nas posições dianteira e traseira para limitar o movimento do batente traseiro.
Leitura adicional:
- Influência do dispositivo de coroamento hidráulico do freio de imprensa na curva de deflexão da mesa de trabalho
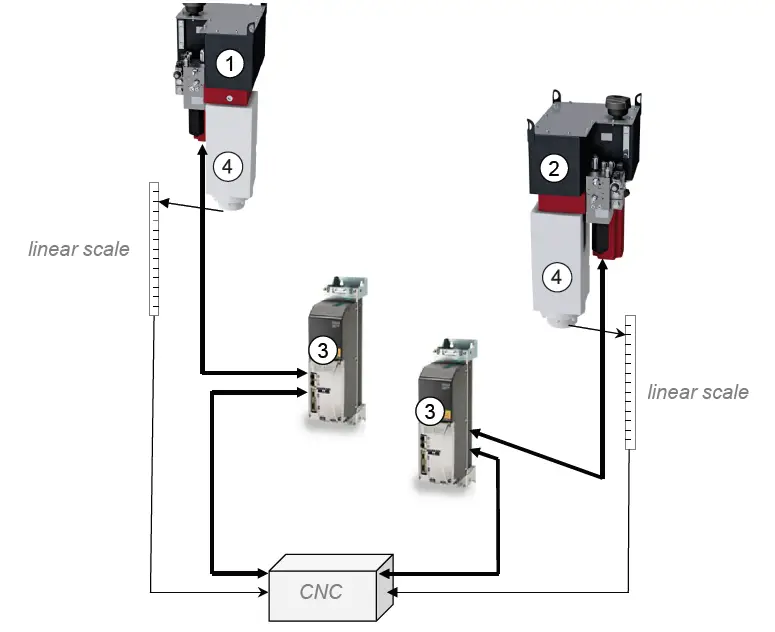
Sistema de sincronização
O mecanismo de sincronização mecânica é composto por componentes como torção, braço oscilante e rolamentos articulados. Possui um design simples, oferece desempenho estável e confiável e possui alta precisão de sincronização.
A posição dos batentes mecânicos da prensa dobradeira é ajustada através da operação de um motor, e os dados são controlados pelo controlador CNC.
Leitura adicional:
- Breve introdução do sistema síncrono de prensa dobradeira CNC
Pressione o freio BMedidor de confirmação
| Eixo | Descrição |
|---|---|
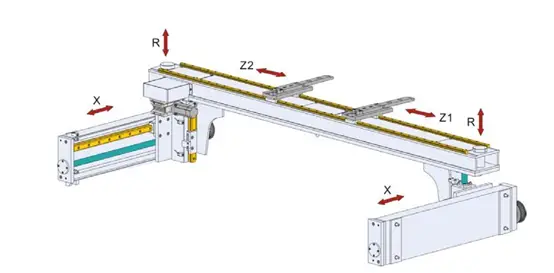
| Eixo X | Controla o movimento para frente e para trás do batente traseiro. Em sistemas equipados com eixo X1, controla adicionalmente o dedo esquerdo. |
| Eixo R | Gerencia a elevação vertical (movimento para cima e para baixo) do batente traseiro. |
| Eixos Z1 e Z2 | Responsável pela movimentação dos dedos dos batentes esquerdo (Z1) e direito (Z2), permitindo que eles se movam para a esquerda e para a direita ao longo do feixe traseiro. |
BACK GAUGES são os pontos de referência para posicionamento da chapa. A chapa metálica é colocada em matrizes e depois empurrada contra os medidores traseiros. O seu movimento, regido por controlo numérico, segue o programa de trabalho introduzido pelo operador.
Os medidores traseiros geralmente podem girar para cima porque, durante a dobra, a chapa metálica pode colidir com a parte inferior de um medidor traseiro e levantá-lo.
No entanto, alguns tipos de medidores traseiros garantem que a chapa esteja sempre estável para cada tipo de perfil
O medidor traseiro da prensa dobradeira CNC usa transmissão motorizada para obter movimento sincronizado através do uso de dois parafusos de esferas e uma correia dentada. A distância do medidor traseiro é controlada pelo controlador CNC.
Pressione o eixo do freio:
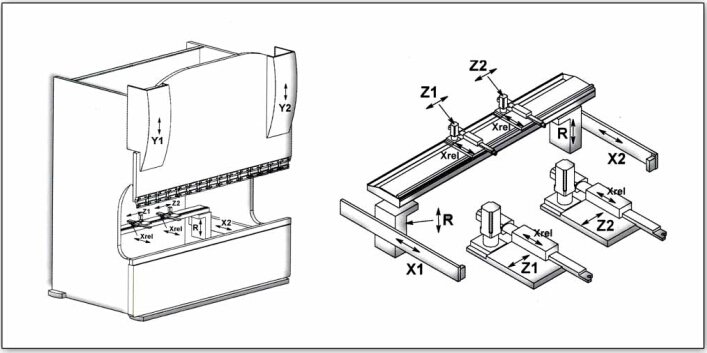
OS EIXOS PRINCIPAIS de uma prensa dobradeira são X, Y, Z e R. Os eixos X, Y e Z podem ser acionados pelo controle numérico ou pelo operador dependendo das características da prensa dobradeira.
As direções da dobradeira nos eixos X, Y e Z são indicadas pela seta positiva na figura.
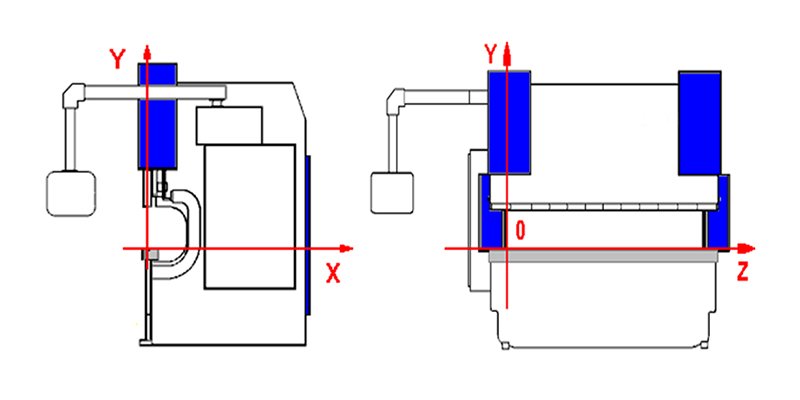
Eixo Y: a viga superior se move ao longo deste eixo (para cima e para baixo) e, ao fazer isso, o ângulo de curvatura muda. Durante a fase de dobra o operador deve verificar se os eixos Y1 e Y2 estão alinhados, pois uma diferença de 0,05mm em uma máquina de 3m causaria uma diferença de 1° entre os dois lados da mesa.
O operador deve, portanto, verificar o alinhamento dos dois pistões antes de iniciar a dobra, zerando a máquina usando o botão NC apropriado.
Caso surja algum problema, o operador deve verificar o estado da superfície da parte superior, podendo modificar o eixo Y.
Eixo X: este eixo determina a profundidade de dobra, ou seja, a distância entre os medidores traseiros e o centro da matriz.
A barra transversal onde os medidores traseiros são montados se move ao longo do eixo X em direção e afastando-se do eixo Y.
Eixo Z: os medidores traseiros se movem ao longo da barra transversal na qual estão montados e cada um para em uma posição específica dependendo do comprimento da chapa e da parte da dobradeira onde a dobra deve ser realizada (no meio ou para um lado da prensa dobradeira).
Em uma prensa dobradeira há um mínimo de 2 e um máximo de 4 medidores traseiros. O operador deve conhecer os limites de movimento ao longo do eixo Z, por exemplo, o movimento máximo permitido ao longo da mesa ou a distância mínima entre dois medidores traseiros.
Eixo R: o eixo R ajusta a altura da barra transversal, de modo que os medidores traseiros sempre se adaptem às matrizes com alturas diferentes e a chapa sempre fique apoiada nos medidores traseiros.
Os eixos da prensa dobradeira podem ser categorizados da seguinte forma:
- Y1: o cilindro esquerdo do aríete
- Y2: o cilindro direito do aríete
- W: o cilindro de compensação convexo da viga inferior (ou seja, o sistema de compensação de deflexão)
- X, X1, X2: o movimento de vaivém do medidor traseiro
- R, R1, R2: movimento para cima e para baixo do medidor traseiro
- Z, Z1, Z2: movimento esquerdo-direito do medidor traseiro
Nota: A posição do êmbolo pode ser programada utilizando uma equação de valor absoluto ou um valor angular.
A localização de cada eixo de controle da prensa dobradeira é apresentada na tabela abaixo:
| Eixo | Posição zero | Valor atual |
|---|---|---|
| Y1 carneiro para a esquerda (para cima ou para baixo) | Superfície de trabalho | Distância da superfície da mesa até a matriz superior |
| Y2 carneiro para a direita (para cima ou para baixo) | Superfície de trabalho | Distância da superfície da mesa até a matriz superior |
| X、X1、X2 backgauge〔para frente e para trás〕 | Centro inferior da matriz | Distância máxima do centro da matriz inferior até o medidor traseiro |
| R、R1、R2 backgauge (para cima e para baixo) | Superfície inferior da matriz | A distância do ponto mais baixo do medidor traseiro ao ponto mais alto do medidor traseiro |
| Backgauge Z1 esquerdo〔Da esquerda para a direita〕 | Lado esquerdo da máquina | A distância do lado esquerdo da máquina até o centro do cabeçote traseiro esquerdo |
| Backgauge Z2 direito (da direita para a esquerda) | Lado direito da máquina | A distância do lado direito da máquina até o centro do cabeçote traseiro esquerdo |
Pressione o suporte dianteiro do freio
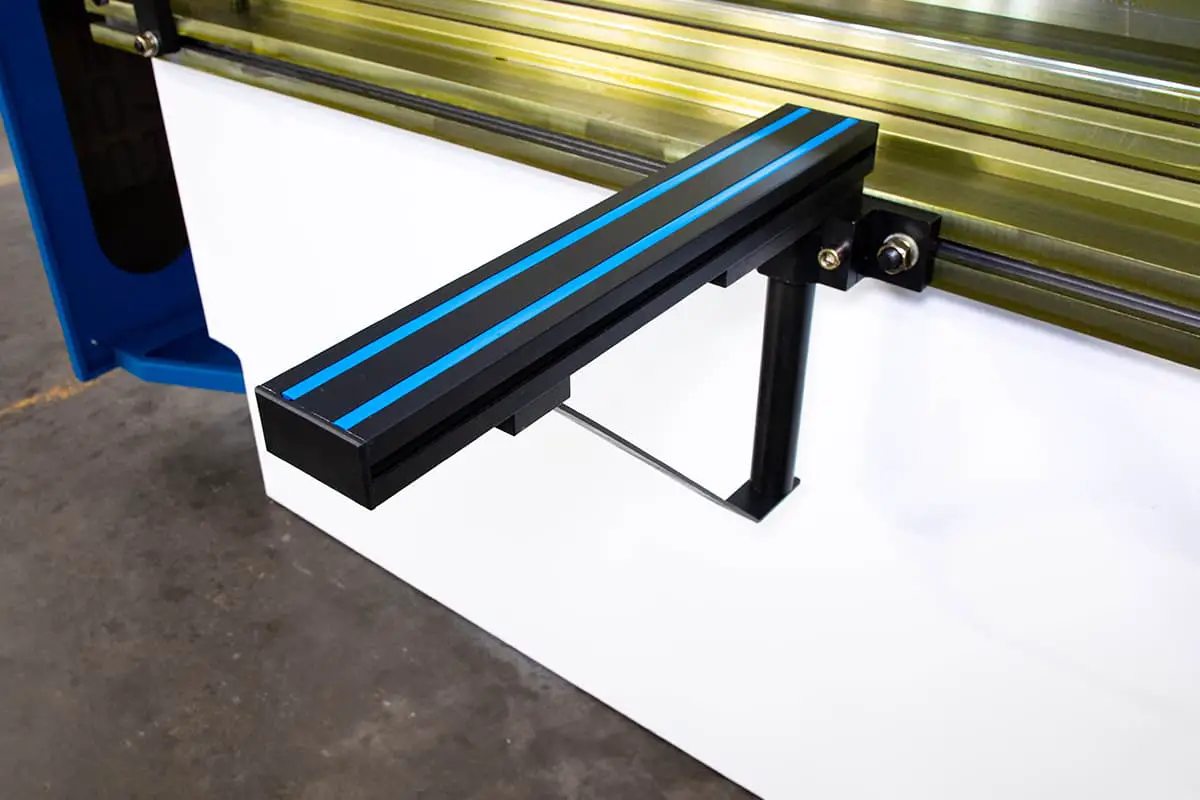
Os braços de suporte dianteiros da prensa dobradeira são fixados na ranhura em T ou guia linear localizada na frente da máquina. Eles foram projetados com uma garra de posição traseira ajustável manualmente.
BRAÇOS DE SUPORTE DA CHAPA DIANTEIRA são equipamentos opcionais que suportam a chapa durante a prensagem e evitam que ela caia durante o retorno da viga superior.
Eles são usados principalmente durante a dobra de chapas de metal pesadas ou grandes, mas existem diferentes tipos de braços de suporte para ajudar o operador durante a dobra.
Pressione o freio Pinterruptor edal
O interruptor do pedal da prensa dobradeira serve principalmente para controlar o movimento do punção superior durante a operação de dobra, levantando-o e abaixando-o. Além disso, há um botão de emergência localizado na parte superior do pedal para situações de emergência.

Prensa Braçadeiras De Freio
Os grampos da prensa dobradeira consistem em grampos padrão e ferramentas de fixação rápida que são usadas para trocar rapidamente o punção superior. O uso de ferramentas de fixação rápida simplifica significativamente o processo de troca da matriz do punção, tornando-o não apenas conveniente, mas também eficiente em termos de tempo.

Leitura adicional:
- 2 tipos de design de fixação automática hidráulica de freio de prensa
Conjuntos e acessórios
| 1 | Manual do usuário | 1 cópia |
| 2 | Parafuso de Fundação | 4 pedaços |
| 3 | Máquina de lavar | 4 pedaços |
| 4 | Arma de óleo | 1 conjunto |
| 5 | Apoiador Frontal | 2 pedaços |
| 6 | Interruptor de pedal | 1 conjunto |
Pressione a proteção do freio

Durante a prensa dobradeira, a chapa metálica é movida manualmente e posicionada pelo operador, que, portanto, é forçado a ficar muito próximo de uma prensa dobradeira em funcionamento.
Por este motivo e para cumprir as rigorosas normas de segurança em vigor, as dobradeiras estão equipadas com dispositivos de segurança, que por um lado protegem a segurança do operador, e por outro retardam o ciclo de produção.
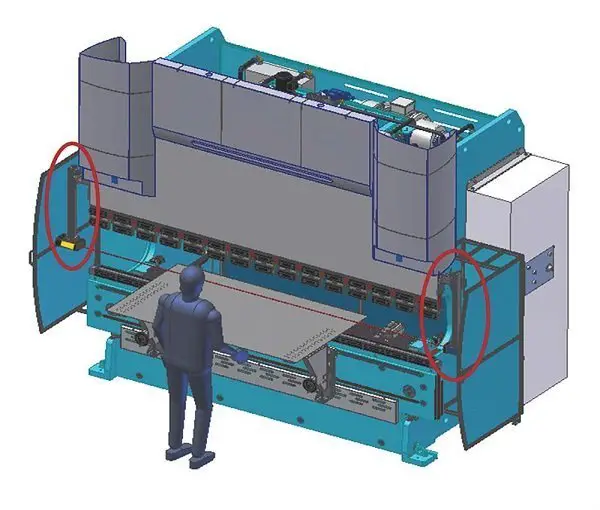
Enquanto a parte traseira e as laterais de uma prensa dobradeira são protegidas por tampas ou painéis, a parte frontal, que deve estar sempre acessível ao operador, é a mais perigosa. Pode ser protegido de duas formas diferentes: proteções fotoelétricas fixas ou sistema de proteção a laser.
No primeiro caso, duas proteções fotoelétricas montadas em cada extremidade da zona de trabalho protegem toda a área frontal até uma distância de 400 mm da máquina. Se durante a descida rápida do feixe superior, os feixes de luz das proteções detectarem na área de trabalho um objeto de espessura superior ao material a ser dobrado (por exemplo, o braço do operador), os dispositivos de segurança interagem com o eletrônica de gerenciamento do sistema e interromper imediatamente a prensa.
Com o sistema de proteção a laser apenas a área próxima à ponta do punção fica protegida. É composto por dois dispositivos fotoelétricos, um de transmissão e outro de recepção, que podem ser ajustados manualmente e que são montados em cada extremidade da viga superior da prensa dobradeira.
Eles criam um feixe de luz que se move verticalmente junto com o feixe superior ao qual estão fixados e por isso protegem apenas a área abaixo do punção.
Normalmente, a prensa dobradeira é equipada com uma cerca de aço para a segurança dos trabalhadores. Se for desejado um nível mais alto de segurança, o uso de um dispositivo de segurança de cortina de luz e um dispositivo de proteção a laser pode ser considerado.
Estou ciente de que um certo grau de segurança deve ser alcançado para que uma máquina seja considerada segura para uso. Diante disso, eu recomendaria equipar a prensa dobradeira com pelo menos um dispositivo de cortina de luz para fins de segurança.
Pressione os protetores de segurança do freio

Pressione cortinas de luz de freio
Pressione o protetor do laser do freio
Leitura adicional:
- Dicas de segurança para freios de pressão (leia isto para fins de segurança)
Medidor de freio de imprensa
Os medidores de prensa dobradeira comumente usados incluem medidores de ângulo, réguas de ângulo e verniers.

Sistema elétrico de freio de imprensa
O sistema de controle elétrico consiste em um gabinete de controle elétrico, um console do sistema de controle numérico e uma estação do operador.
A prensa dobradeira é alimentada por uma fonte de alimentação trifásica CA 50 Hz 380 V (que pode ser personalizada). Esta fonte de energia pode ser utilizada não apenas diretamente para a operação do motor principal, mas também para o servo da engrenagem traseira e para iluminar o equipamento após a saída da tensão CA através do transformador interno do sistema.
A fonte de alimentação é então transformada em dois conjuntos de 24V DC após a retificação. Um conjunto é usado para o controlador CNC e o outro para a malha de controle.

Diagrama de fiação
Diferentes fabricantes podem ter designs diferentes para seus diagramas de fiação da prensa dobradeira. No ato da compra, o fornecedor deverá fornecer o esquema elétrico, juntamente com o diagrama hidráulico e manuais de instalação e operação. Caso não estejam incluídos na máquina no momento do recebimento, recomenda-se entrar em contato imediatamente com o fornecedor.
Observe que o seguinte diagrama de fiação da prensa dobradeira é apenas para referência e é nosso.

Pressione o freio HSistema hidráulico
Desenvolvimento de tecnologia proporcional eletro-hidráulica
Durante a última parte da Segunda Guerra Mundial, a velocidade dos caças a jato melhorou constantemente, exigindo sistemas de controle mais avançados com requisitos mais elevados de rapidez, precisão dinâmica e taxa dinâmica.
Em 1940, o primeiro sistema servo eletro-hidráulico apareceu em aeronaves. Na década de 1960, vários tipos de servoválvulas eletro-hidráulicas foram desenvolvidos, levando a uma tecnologia servo eletro-hidráulica mais madura.
No entanto, no final da década de 1960, a demanda por tecnologia servo eletro-hidráulica na engenharia civil estava crescendo, mas a servo-válvula eletro-hidráulica tradicional tinha requisitos rígidos para meio fluido e consumia muita energia, tornando sua fabricação e manutenção caras.
Na década de 1970, a fim de desenvolver uma tecnologia de servo controle eletro-hidráulico confiável que atendesse às necessidades reais da engenharia, a tecnologia de controle proporcional eletro-hidráulico avançou rapidamente. Ao mesmo tempo, a tecnologia de servocontrole industrial também evoluiu.
A tecnologia proporcional eletro-hidráulica é uma abordagem abrangente que combina a transmissão de energia hidráulica com a flexibilidade e precisão do controle eletrônico. Com o avanço da tecnologia de controle numérico e a disponibilidade de componentes hidráulicos proporcionais confiáveis, a tecnologia de controle proporcional eletro-hidráulico tem sido amplamente adotada nos últimos anos, sendo uma aplicação típica o controle síncrono de máquinas dobradeiras.
A teoria básica da transmissão hidráulica é Princípio Pascal.

O motor, a bomba de óleo e a válvula estão conectados ao tanque de combustível. Para garantir que o tanque de óleo seja adequadamente abastecido com óleo durante o movimento rápido do aríete, é empregada uma estrutura de válvula de enchimento. Isto não só melhora a velocidade de deslocamento do carneiro, mas também economiza energia.
O controle hidráulico de dobradeiras CNC requer um alto grau de automação e padronização no processo de fabricação. Como resultado, a prensa dobradeira deve integrar o sistema hidráulico em seu projeto.
A estrutura da prensa dobradeira serve de base para a instalação dos componentes hidráulicos, com o tanque de óleo integrado à estrutura de estampagem.
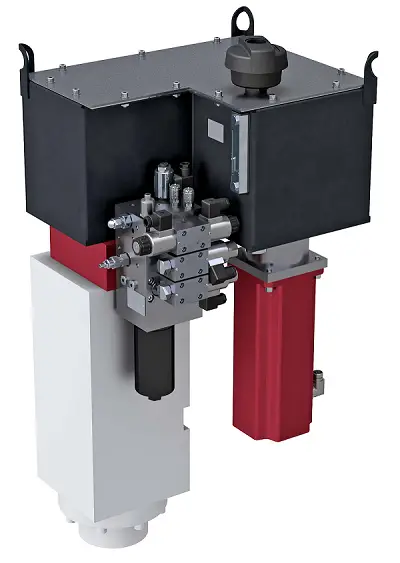
Estilo de três blocos de controle
A prensa dobradeira possui três blocos de controle. Duas delas, com válvula de enchimento da placa intermediária, são instaladas diretamente no cilindro hidráulico para eliminar a necessidade de tubulação entre o bloco de controle principal e o cilindro hidráulico.
O conjunto de contrapressão, projetado para não vazar conforme a necessidade do cliente, consiste em uma válvula de sede reversível e duas válvulas de alívio.
Os principais componentes instalados no conjunto principal incluem uma válvula de alívio proporcional, uma válvula de corte de pressão máxima e um sistema de monitoramento para a válvula de reversão localizada na posição da válvula piloto.
Bloco de controle central
O bloco de controle central combina os três blocos de controle em um e é usado principalmente em estruturas especializadas para fins de controle. O bloco de controle e a conexão entre os dois cilindros hidráulicos devem estar dispostos simetricamente.

Utiliza uma série SFA de válvulas de enchimento de óleo, projetadas em uma estrutura de flange e instaladas diretamente no cilindro hidráulico, conectadas ao tanque por meio de um tubo de sucção.
Distribuidor de Interface de Sensores e Eixos: Todas as válvulas solenóides estão concentradas em um único bloco de controle e as conexões elétricas das válvulas também são centralizadas em um único cabo para facilitar as conexões. Para conseguir isso, um distribuidor de interface é fornecido no bloco de controle central.
Cilindro de óleo hidráulico

CILINDROS HIDRÁULICOS (em prensas hidráulicas) nos quais um pistão acionado por um fluido (óleo) sob pressão de uma bomba movimenta a viga superior (ou, raramente, a bancada), gerando a força necessária para flexão. Normalmente existem dois cilindros que se movem sobre os eixos Y1 e Y2 e devem estar perfeitamente paralelos para evitar diferenças angulares ao longo do perfil.
Leitura adicional:
- O que podemos fazer se o cilindro hidráulico não funcionar?
- Noções básicas do cilindro de pressão do sistema hidráulico
Limpe o óleo hidráulico
O sistema hidráulico exige que o óleo hidráulico seja mantido limpo. Limpar o tanque de óleo é crucial.
Ao substituir o óleo hidráulico, a tampa do tanque de óleo deve ser removida. Limpe o fundo do tanque com uma toalha (não use fio de algodão) e depois lave-o com gasolina de óleo de carvão.
Devido ao alcance limitado do braço até a extremidade do tanque, uma toalha pode ser enrolada em um bambu ou bastão para limpar os cantos. O bujão com vazamento ou a válvula do freio devem ser afrouxados para permitir a drenagem do óleo sujo.
Use uma toalha de limpeza para secar as laterais e o fundo do tanque até que esteja limpo. Se necessário, use uma bola de massa para recolher a sujeira nas costuras de soldagem ou em áreas de difícil acesso e depois coloque a tampa novamente.
Leitura adicional:
- Diferença entre óleo hidráulico e óleo lubrificante

Seleção de óleo hidráulico do freio de imprensa
Óleo hidráulico recomendado para prensa dobradeira
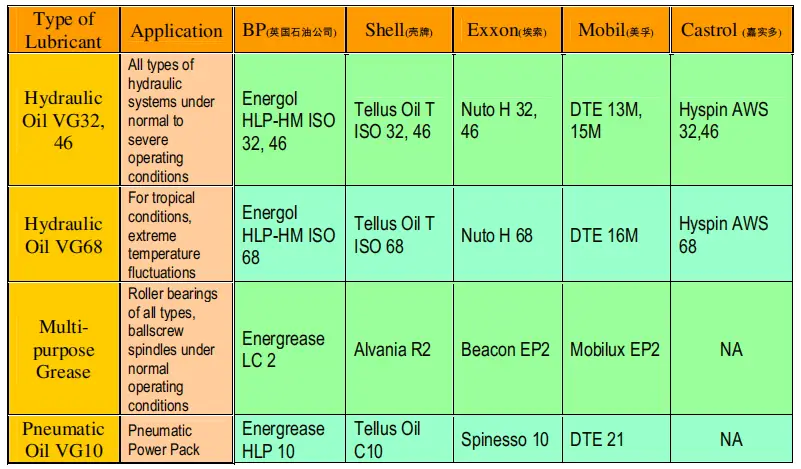
O valor da marca do óleo hidráulico representa o valor médio da viscosidade a uma temperatura de 40°C. Se a pressão de trabalho e a temperatura do sistema hidráulico forem mais altas e as velocidades de trabalho forem mais lentas, deverá ser usado um óleo hidráulico com marca mais alta.
Recomenda-se a utilização de óleo hidráulico antidesgaste ISO VG46# (com viscosidade média de 46mm2/s a 40°C). Se a máquina funcionar a temperaturas inferiores a 5°C durante um período prolongado, pode ser utilizado óleo hidráulico ISO VG32#.
Não é recomendado utilizar a máquina em temperaturas muito baixas (abaixo de -5°C). Se isso ocorrer, a máquina deverá ficar parada por um tempo. Se necessário, um aquecedor a óleo pode ser instalado no circuito.
Em condições normais de trabalho, a temperatura do óleo não deve exceder 70°C. Em condições especiais, um radiador de óleo pode ser instalado conforme necessário.
Encha o óleo
O óleo hidráulico utilizado deve estar limpo. Para abastecer com óleo, desparafuse a porca do filtro de ar e encha através do filtro. Se utilizar equipamento de enchimento com filtro, a tampa do tanque de óleo pode ser aberta e o óleo pode ser abastecido diretamente.
Observe o medidor de óleo e encha o óleo até 80-90% dos espaços intermediários quando o aríete parar no ponto morto superior.
Para garantir o funcionamento adequado, a máquina deve funcionar primeiro em marcha lenta e depois em curso máximo para eliminar quaisquer bolhas de ar no circuito hidráulico.
Capacidade do tanque de óleo
Gráfico de capacidade do tanque de óleo do freio de prensa NC
| Modelo | Capacidade do tanque de óleo (EU) |
|---|---|
| 30t/1600 | 65 |
| 30t/2000 | 65 |
| 40t/2500 | 130 |
| 63t/2500 | 140 |
| 63t/3200 | 150 |
| 80t/2500 | 130 |
| 80t/3200 | 165 |
| 100t/2500 | 230 |
| 100t/3200 | 230 |
| 100t/4000 | 250 |
| 125t/3200 | 220 |
| 125t/4000 | 250 |
| 160t/2500 | 260 |
| 160t/3200 | 260 |
| 160t/4000 | 285 |
| 160t/5000 | 290 |
| 160t/6000 | 300 |
| 200T/3200 | 470 |
| 200T/4000 | 550 |
| 200T/5000 | 550 |
| 200T/6000 | 550 |
| 250T/3200 | 470 |
| 250T/4000 | 540 |
| 250T/5000 | 550 |
| 250T/6000 | 560 |
| 300T/3200 | 540 |
| 300T/4000 | 540 |
| 300T/5000 | 550 |
| 300T/6000 | 560 |
| 400T/4000 | 540 |
| 400T/5000 | 550 |
| 400T/6000 | 550 |
| 500T/4000 | 560 |
| 500T/5000 | 560 |
| 500T/6000 | 620 |
| 500T/7000 | 620 |
| 600T/4000 | 650 |
| 600T/5000 | 650 |
| 600T/6000 | 650 |
| 600T/7000 | 650 |
Gráfico de capacidade do tanque de óleo do freio da prensa CNC
| Modelo | Tanque SS (EU) |
Tanque MS (EU) |
|---|---|---|
| 40T/1300 | 140 | 150 |
| 63T/1300 | 140 | 150 |
| 63T/2500 | 140 | 260 |
| 80T/2500 | 140 | 260 |
| 100T/3200 | 140 | 260 |
| 100T/4000 | 140 | 260 |
| 125T/3200 | 140 | 260 |
| 125T/4000 | 140 | 260 |
| 160T/3200 | 280 | 370 |
| 160T/4000 | 280 | 370 |
| 220T/3200 | 280 | 420 |
| 220T/4000 | 280 | 420 |
Anel de vedação de óleo
O retentor de óleo é um componente importante da máquina dobradeira.

Goniômetros

Os goniômetros podem ser montados na mesa da prensa dobradeira ou diretamente nas ferramentas graças aos ímãs com os quais estão equipados. Eles permitem ao operador realizar dobras com a chapa posicionada em um ângulo predefinido.
Mecanismo auxiliar
O mecanismo auxiliar é equipado com vários componentes funcionais que podem ser selecionados de acordo com as necessidades do usuário, incluindo um mecanismo de compensação da mesa de trabalho, um backgauge, um dispositivo de fixação de matriz de liberação rápida, um transportador de material, um sistema de controle de temperatura do óleo que pode resfriar ou aquecer o óleo, um dispositivo de proteção fotoelétrico, um sistema de lubrificação centralizado e muito mais.
Leitura adicional:
- Como funciona o sistema hidráulico da prensa dobradeira?
- Sistema Hidráulico Prensa Freia: O Guia Definitivo
- Tecnologia de controle de bomba: traz atualização de desempenho para prensa dobradeira hidráulica
Pressione o peso do freio

O peso da máquina dobradeira pode variar de 5T a 300T, o que depende muito do tamanho da máquina. Por exemplo, uma prensa dobradeira de 80T/2.000 mm pesa aproximadamente 6T, enquanto uma prensa dobradeira de 2.000T x 12.000mm pesa mais de 300T.







