I. O Princípio e Aplicação da Goivagem por Arco de Carbono
1. O Princípio Básico da Goivagem por Arco de Carbono
A goivagem a arco de carbono depende da alta temperatura gerada por um arco elétrico entre uma haste de carbono e uma peça de metal para derreter localmente o metal. O fluxo de ar comprimido é então usado para soprar o metal fundido, permitindo a criação de ranhuras na peça de trabalho. Este processo é representado na Figura 8-1.
1 – Haste de Carbono
2 – Braçadeira de goivagem de arco de carbono
3 – Ar Comprimido
4 – Arco Elétrico
5 – Peça de trabalho
2. Características da Goivagem por Arco de Carbono
1) Não requer grande espaço operacional, oferecendo alto grau de flexibilidade e capacidade de trabalhar em todas as posições.
2) Permite uma visão clara das formas e profundidades dos defeitos, aumentando assim a taxa de aprovação dos reparos do soldador.
3) A goivagem por arco de carbono tem baixos níveis de ruído, alta eficiência e baixa intensidade de trabalho, sendo necessário equipamento simples.
4) Pode cortar materiais metálicos que são difíceis de cortar com uma chama de oxiacetileno.
5) As desvantagens da goivagem por arco de carbono incluem fumaça substancial, poluição por poeira e intensa radiação de luz de arco. Também requer uma fonte de alimentação CC de alta potência, que pode ser cara e exige um alto nível de habilidade operacional.
3. Aplicações de Goivagem por Arco de Carbono
1) É usado principalmente para soldagem dupla-face de aço de baixo carbono, aço de baixa liga e materiais de aço inoxidável, para remoção de raízes.
2) Para estruturas metálicas importantes, vasos atmosféricos e vasos de pressão, onde há defeitos de solda inaceitáveis que excedem o padrão, o processo de goivagem a arco de carbono pode ser usado para remover esses defeitos antes do reparo.
3) A goivagem manual a arco de carbono é comumente usada para preparar chanfros para peças pequenas, peças únicas ou soldas irregulares, particularmente chanfros em forma de U, o que ressalta as vantagens deste processo.
4) É usado para remover rebarbas de fundição, rebarbas, sistemas de canais, risers e defeitos superficiais de peças fundidas.
5) É usado para cortar aço de alta liga, cobre, alumínio e suas ligas.
A goivagem a arco de carbono não deve ser usada em placas de aço de baixa liga que sejam sensíveis à trinca a frio.
II. Equipamentos, ferramentas e materiais para goivagem por arco de carbono
1. Equipamento para goivagem por arco de carbono
O equipamento principal para goivagem a arco de carbono inclui uma fonte de energia e uma fonte de ar comprimido.
2. Ferramentas para goivagem por arco de carbono
1. Requisitos para alicates de goivagem de arco de carbono
O alicate de goivagem a arco de carbono deve atender aos três requisitos básicos a seguir.
(1) A haste de carbono deve ser fixada com segurança e deve ser fácil de substituir.
(2) O alicate deve ter boa condutividade elétrica e fornecer ar comprimido com precisão.
(3) O design deve ser compacto e fácil de operar.
2. Tipos de tochas de goivagem com arco de carbono e seus prós e contras
Desvantagem: só pode planar em uma única direção, para a esquerda ou para a direita.
Vantagem da braçadeira de aplainamento de ar com suprimento de ar circunferencial: O bico é isolado da peça de trabalho, com ar comprimido pulverizado ao redor da haste de carbono, permitindo resfriamento uniforme e é adequado para operações em todas as direções.
Desvantagem: Possui estrutura complexa e o parafuso que prende a haste de carbono pode facilmente entrar em curto-circuito com a peça.
A nova braçadeira de aplainamento de arco de carbono com fornecimento de ar lateral é mostrada na Figura 8-3.
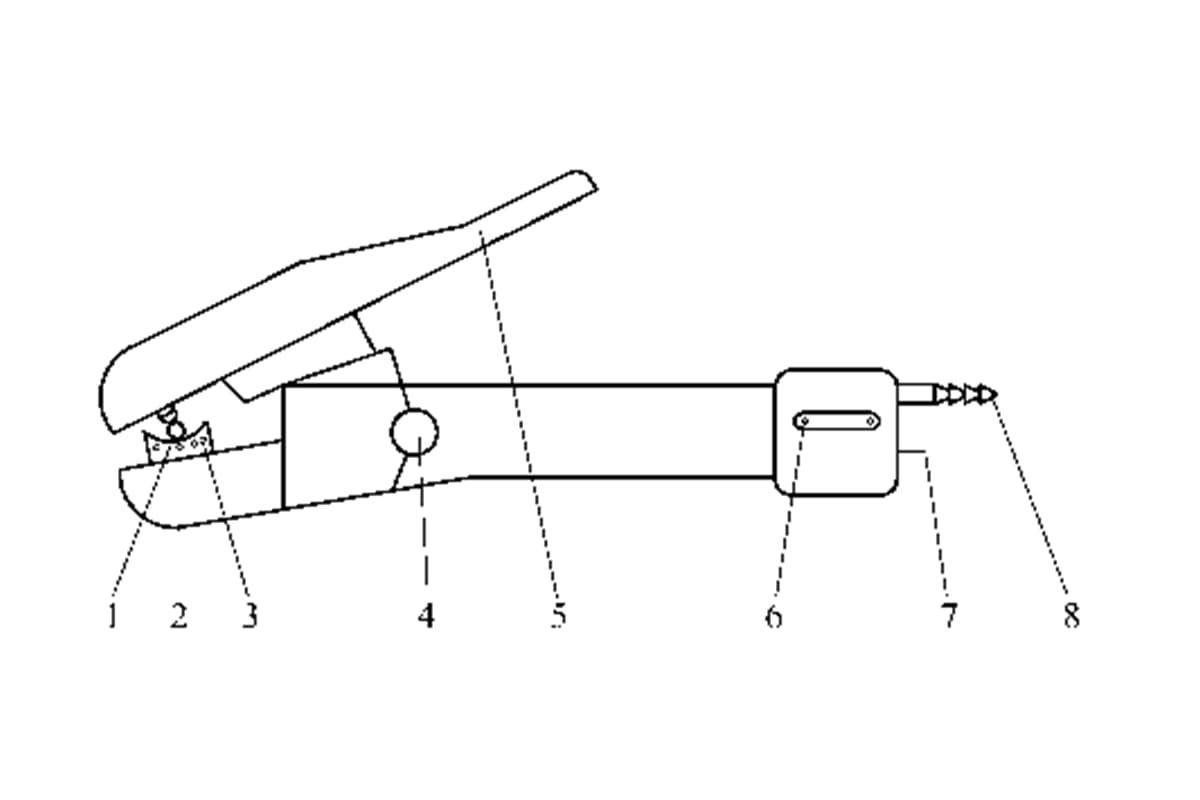
1 – Haste de Carbono
2 – Buraco de Ar
3 – Boca Alicate de Ângulo Ajustável (Bocal Condutivo)
4 – Interruptor de Ar
5 – Alça de fixação
6 – Parafuso de fixação do cabo
7 – Interface de Cabo
8 – Conector de Ar Comprimido
3. Mangueira Elétrica-Ar Combinada
A nova Mangueira Elétrica de Ar Combinada é mostrada na Figura 8-4.
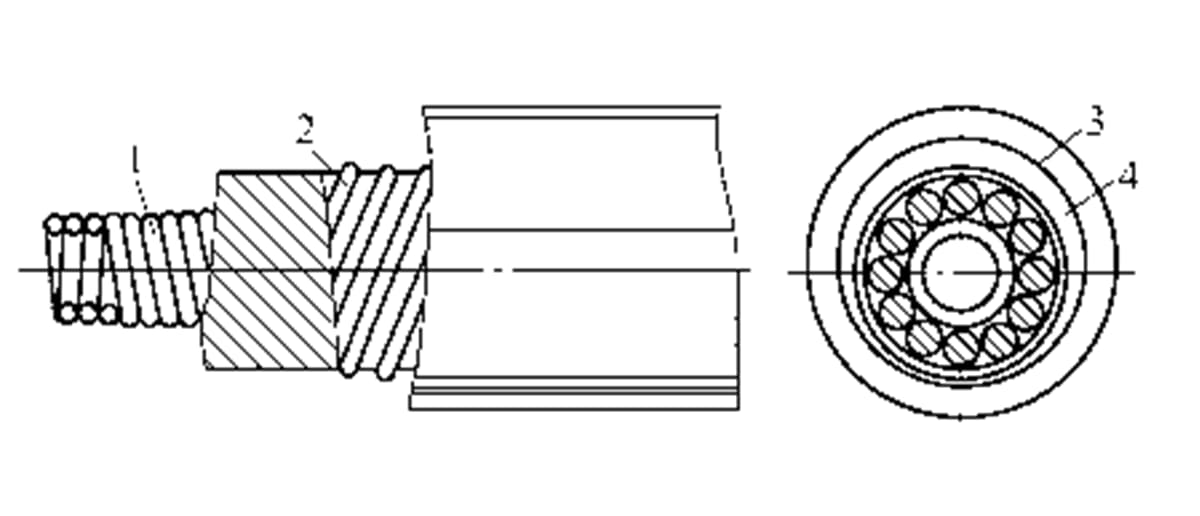
1 – Tubo de Mola
2 – Fio de Aço Adicional Externo
3 – Tubo de Borracha de Fixação
4 – Condutor Multifilar
3. Materiais para goivagem por arco de carbono
A haste de carbono é o principal material consumível em operações de goivagem a arco de carbono. Serve para conduzir eletricidade e acender o arco.
O tipo mais comumente usado é a barra de carbono sólido revestida de cobre.
Existem duas formas de hastes de carbono: redondas e planas. As hastes redondas de carbono são usadas principalmente para limpar raízes de soldagem na parte traseira de cordões de solda ou para remoção de defeitos durante o reparo de solda. Varetas planas de carbono, com goivas mais largas, podem ser usadas para chanfrar ou cortar ferro fundido, ligas de aço e metais não ferrosos.
Os requisitos para hastes de carbono são:
1. Boa condutividade elétrica
2. Resistência a altas temperaturas
3. A haste de carbono deve ter um certo grau de resistência.
III. Processo de Goivagem por Arco de Carbono
1. Parâmetros do Processo de Goivagem por Arco de Carbono
Os parâmetros do processo para goivagem a arco de carbono incluem polaridade da fonte de energia, diâmetro e corrente da haste de carbono, diâmetro da haste de carbono e espessura da placa, comprimento de protrusão da haste de carbono, ângulo de inclinação da haste de carbono, pressão do ar comprimido, comprimento do arco e velocidade de goivagem.
1. Polaridade da Fonte de Energia
Para goivagem a arco de carbono de aço de baixo carbono, aço de baixa liga e aço inoxidável, é usada polaridade reversa de corrente contínua.
2. Diâmetro e corrente da haste de carbono
3. Diâmetro da haste de carbono e espessura da placa
A relação entre o diâmetro da barra de carbono e a espessura da placa é mostrada na Tabela 8-3.
Relação entre o diâmetro da haste de carbono e a espessura da placa (unidade: mm)
| Espessura da chapa de aço | Diâmetro da haste de carbono | Espessura da chapa de aço | Diâmetro da haste de carbono |
| 3 | 8-12 | 6-7 | |
| 4-6 | 4 | >10 | 7-10 |
| 6-8 | 5-6 | >15 | 10 |
Idealmente, o diâmetro da haste de carbono deve ser 2 a 4 mm menor que a largura necessária da ranhura.
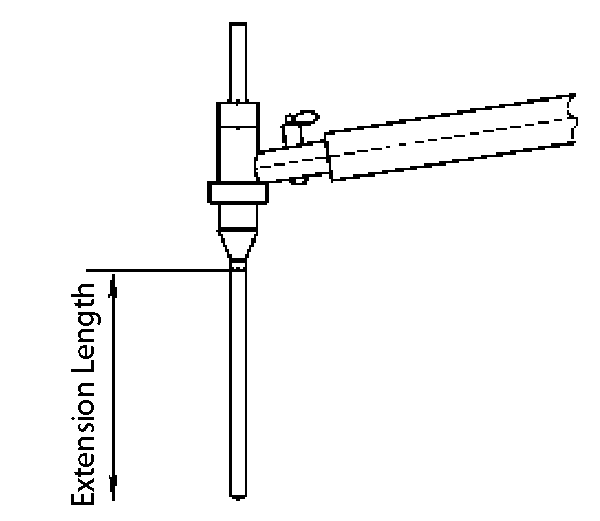
4. Comprimento da extensão da haste de carbono
O comprimento da extensão da haste de carbono refere-se à distância do bico condutor até a extremidade da haste de carbono, conforme mostrado na Figura 8-6. O comprimento típico da extensão varia de 80 a 100 mm.
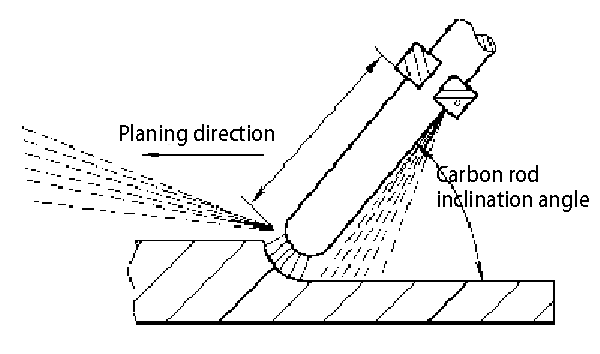
5. Ângulo de inclinação da haste de carbono
O ângulo entre a haste de carbono e a peça de trabalho ao longo da direção da goivagem com arco de carbono é denominado ângulo de inclinação da haste de carbono. Geralmente, uma goivagem manual com arco de carbono utiliza um ângulo de inclinação de aproximadamente 25° a 45°. O ângulo de inclinação da haste de carbono está ilustrado na Figura 8-7.
6. Pressão de ar comprimido
A pressão necessária para ar comprimido normalmente varia de 0,4 a 0,6 MPa.
7. Comprimento do Arco
Durante a operação, é aconselhável utilizar um arco curto com comprimento típico de cerca de 1 a 2 mm.
8. Velocidade de planejamento
Uma velocidade de aplainamento de aproximadamente 0,5 a 1,2 m/min é geralmente considerada apropriada.
2. Operação de Goivagem por Arco de Carbono
1. Operações Básicas
(1) Preparativos antes da goivagem
(2) Golpeando o arco
(3) Goivagem
2. Biselamento
Primeiramente, a largura da ranhura em forma de U deve ser escolhida com base na espessura da placa, depois determine o diâmetro da haste de carbono e a corrente de goivagem.
Observe que a linha central da haste de carbono deve coincidir com a linha central do bisel. Se estas duas linhas centrais não coincidirem, a forma do bisel goivado será assimétrica.
3. Remoção de raiz de solda
Os soldadores devem selecionar parâmetros de processo adequados de acordo com diferentes materiais e espessuras. Deve-se notar que a costura de solda interna geralmente deve ser soldada primeiro para evitar a necessidade de usar goivagem a arco de carbono para remover a raiz interna da solda.
Ao remover a raiz externa da solda, o metal fundido é sempre soprado para baixo. Ao remover a raiz da solda em placas mais espessas, podem ser necessárias múltiplas passagens de goivagem para atender aos requisitos.
4. Defeitos de solda por goivagem
Ao arrancar defeitos de solda, a corrente de goivagem utilizada deve ser ligeiramente menor. Durante o processo de goivagem, quando o defeito se tornar visível, deverá ser novamente goivado levemente até que todos os defeitos sejam completamente removidos.
3. Defeitos Comuns na Goivagem por Arco de Carbono
1. Inclusão de Carbono
2. Inclusão de Escória
3. Manchas de Cobre
4. Tamanho e formato irregular da goivagem
4. Goivagem por Arco de Carbono de Materiais Comuns
1. Goivagem por Arco de Carbono de Aço de Baixo Carbono
Depois que o aço de baixo carbono é processado com goivagem a arco de carbono, isso não afeta sua soldabilidade.
2. Goivagem por arco de carbono de aço estrutural de baixa liga
Para tipos de aço com limite de escoamento entre 450 e 600 MPa e aqueles com espessura ou rigidez estrutural considerável, é necessário pré-aquecimento antes da goivagem a arco de carbono. A temperatura de pré-aquecimento deve ser igual ou ligeiramente superior à temperatura de pré-aquecimento durante a soldagem.
3. Goivagem por arco de carbono em aço inoxidável
A singularidade da goivagem a arco de carbono em aço inoxidável deve ser observada. Evite danificar a superfície de contato do meio com respingos de goivagem por arco de carbono. Certifique-se de que a ranhura de goivagem do arco de carbono seja mantida distante da superfície de contato do meio.
Para evitar o impacto na resistência à corrosão intergranular do aço inoxidável, o aço inoxidável com ultrabaixo carbono, que está em contato com meios altamente corrosivos, não deve usar goivagem a arco de carbono para remoção de raízes. Em vez disso, deve-se adotar a retificação angular.
V. Técnicas Operacionais de Segurança para Goivagem por Arco de Carbono
1. Riscos de escavação por arco de carbono
2. Técnicas operacionais seguras para goivagem por arco de carbono
1) Os operadores deverão utilizar equipamentos de proteção individual de acordo com as características e exigências do trabalho.
2) Verifique se a máquina de solda está devidamente aterrada; certifique-se de que o isolamento nos pontos de conexão seja bom. Inspecione se as juntas da tubulação de ar comprimido estão seguras.
3) Realize a verificação de segurança da peça que está sendo goivada. Tubos e recipientes fechados não devem ser arrancados. Objetos desconhecidos devem ser inspecionados previamente e confirmados como seguros antes da operação. O local de trabalho deverá ser minuciosamente inspecionado; materiais inflamáveis e explosivos são estritamente proibidos dentro de um raio de 10m para evitar riscos de incêndio.
4) A direção do fluxo de ar não deve ficar voltada para as pessoas durante a operação. O trabalho ao ar livre deve ser realizado na direção do vento. A operação é proibida em tempo chuvoso ou com neve para evitar choque elétrico.
5) A goivagem por arco de carbono produz poeira e fumaça consideráveis. A ventilação deve ser melhorada no local de trabalho. Ao operar dentro de um contêiner, medidas de ventilação, remoção de fumaça e poeira devem ser implementadas. Uma pessoa designada deve supervisionar a operação para evitar envenenamento ou asfixia.
6) Após a conclusão do trabalho, a fonte de alimentação deve ser cortada, o compressor de ar ou o interruptor da tubulação de ar devem ser fechados, o espaço de trabalho deve ser limpo e somente após certificar-se de que não há fontes de ignição o operador pode deixar o local.
7) Outras medidas de segurança são as mesmas da soldagem por arco elétrico geral.







