Durante o processo de fabricação do parafuso, ocorreu fratura do parafuso durante o processo de endireitamento.
Para identificar a causa raiz da fratura do parafuso, o parafuso quebrado foi submetido a exame macroscópico, análise de composição química, teste de propriedades mecânicas, análise de estrutura metalográfica e análise de fratura.
Os resultados indicam que os defeitos internos de fundição do parafuso não foram eliminados devido ao forjamento a quente inadequado durante o processo de fabricação, levando à redução da capacidade de suporte e trincas durante o processo de endireitamento.
A tarefa é produzir um lote de parafusos hexagonais de alta resistência com especificações de M42 mm, material de 42CrMoA e grau de desempenho de 10,9.
A tecnologia de processamento para parafusos é a seguinte: recozimento de matérias-primas → torneamento centerless → serragem → chanframento da face final plana → lubrificação por fosfatização → haste retrátil → forjamento a quente → chanframento da cabeça sextavada → tratamento térmico (têmpera) → endireitamento → laminação de rosca. O processo de têmpera é tratado por um forno de esteira de malha.
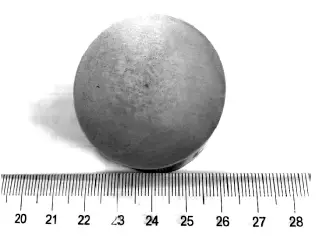
Durante o processo de endireitamento, dois parafusos quebraram aproximadamente em 1/2 do eixo do parafuso (consulte a Fig. 1).
O processo de endireitamento dos parafusos restantes deste lote foi interrompido imediatamente após a quebra de dois parafusos.
Para identificar a causa da fratura do parafuso e evitar a recorrência de eventos semelhantes, o autor conduziu uma inspeção e análise relevante nos parafusos quebrados.
1. Testes físicos e químicos
1.1 Macroinspeção
1.1.1 Macroanálise de fratura
Ambos os parafusos foram quebrados cerca de metade do parafuso para endireitar a parte dobrada, conforme mostrado na Figura 1 (a).
A superfície de fratura apresenta características de fratura frágil como um todo. Listras radiais são visíveis na superfície da fratura estendendo-se do centro para a periferia.
A camada externa da superfície da fratura parece lisa e plana, indicando fratura frágil.
Nenhuma deformação plástica macroscópica ou inclusão de escória foi detectada na superfície da fratura.
Conforme mostrado pela seta na Figura 2, foram encontradas trincas durante o processo de endireitamento. As fissuras iniciaram-se no centro e propagaram-se para a periferia, resultando eventualmente na fratura do parafuso.
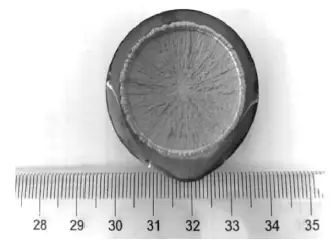
1.1.2 Teste macroscópico
Para inspeção com pequena ampliação, uma amostra transversal deve ser coletada 20 mm abaixo da superfície de fratura do parafuso quebrado.
Numerosas cavidades de contração são descobertas no centro do parafuso.
De acordo com os resultados da inspeção, a frouxidão geral é classificada como Grau 1, a frouxidão central como Grau 2 e a segregação salpicada geral como inferior ao Grau 1.
Consulte a Figura 3 para obter detalhes. Nenhum outro defeito macro, como rachaduras, foi detectado.
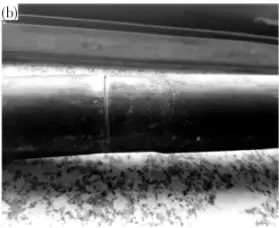
Fig.1 Parafuso quebrado
1.2 Análise da composição química
Por favor, colete amostras de aproximadamente 20 mm perto da posição de fratura do parafuso para análise da composição química.
Para esta tarefa, utilizaremos o espectrômetro de leitura direta QSN750 produzido pela OBLF na Alemanha. A composição química do material será testada para garantir que atenda aos requisitos da GB/T 3077-1999 Alloy Structural Steel para a composição química de parafusos deste material por análise espectral. Consulte a Tabela 1 para obter os resultados.
Para determinar o teor de oxigênio, nitrogênio e hidrogênio da amostra retirada do parafuso quebrado, usaremos o analisador de oxigênio, nitrogênio e hidrogênio ONH-836 da American Liko Company. De acordo com os resultados da análise, o teor de oxigênio, nitrogênio e hidrogênio é de 0,0011%, 0,0090% e 0,0001%, respectivamente.
É importante notar que os níveis de conteúdo de O, N e H são baixos.
Tabela 1 Composição química do parafuso quebrado (w,%)
| Elemento | C | Si | Mn | P | S | Cr | Mo | Não | Cu |
| Valor de detecção | 0,42 | 0,34 | 0,69 | 0,010 | 0,004 | 1.10 | 0,20 | 0,04 | 0,02 |
| 0,43 | 0,33 | 0,70 | 0,010 | 0,006 | 1.07 | 0,20 | 0,04 | 0,02 | |
| 0,39 | 0,33 | 0,67 | 0,010 | 0,004 | 1.06 | 0,19 | 0,04 | 0,02 | |
| Valor padrão | 0,38-0,45 | 0,17-0,37 | 0,50-0,80 | 0,025 | 0,025 | 0,90~1,20 | 0,13~0,25 | <0,30 | <0,25 |
1.3 Propriedades mecânicas
Selecione um parafuso do mesmo lote para o teste de tração.
O diâmetro da amostra de tração é de 10 mm, mas não é o parafuso real.
A máquina de teste servo universal eletro-hidráulica controlada por microcomputador HUT605A do Wance Group é usada para conduzir o teste de desempenho mecânico.
Consulte a Tabela 2 para obter os resultados do teste.
O ensaio de dureza é realizado na amostra metalográfica do parafuso quebrado e os resultados do ensaio são apresentados na Tabela 3.
Não há diferença significativa na dureza entre a superfície e o centro do parafuso, e os resultados do teste de propriedades mecânicas atendem aos requisitos de Propriedades Mecânicas de Fixadores – Bolts, Screws and Studs (GB/T 3098.1-2010).
Tabela 2 Resultado do teste de propriedades mecânicas
| Propriedades | Resistência à tração Rm/MPa | Limite de escoamento Rel/MPa | Alongamento A/% | Redução da área Z/% |
| Valor de detecção | 1069 | 970 | 14.6 | 53,5 |
| Valor padrão | ≥1040 | ≥940 | ≥9 | ≥48 |
Tabela 3 Resultado do teste de dureza
| Papel | Superfície/HBW | Núcleo/HBW |
| Valor de detecção | 333,329,337 | 321、329、329 |
| Valor padrão | 316~375 | |
1.4 Análise microestrutural
Amostras metalográficas foram retiradas da superfície e do núcleo próximo à fratura do parafuso quebrado, e uma inspeção metalográfica foi realizada utilizando um microscópio metalográfico OLYMPUS-GX51.
Após o polimento, foram observados numerosos furos no centro, conforme ilustrado na Figura 3 (a), e nenhuma anormalidade aparente foi encontrada na superfície.
A microestrutura da superfície e do núcleo do parafuso era de sorbita temperada.
A microestrutura próxima à superfície apresentava um número relativamente pequeno de furos, conforme mostrado na Figura 3 (b).
A microestrutura no núcleo apresentava um número relativamente grande de furos, conforme mostrado na Figura 3 (c). Nenhuma descarbonetação visível foi encontrada na superfície do parafuso, conforme demonstrado na Figura 3 (d).
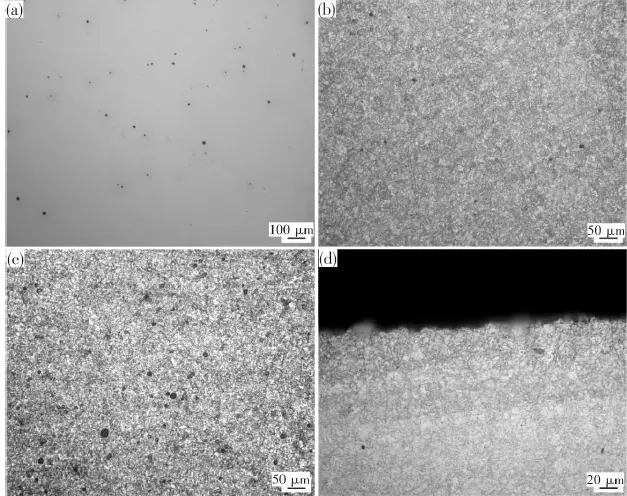
- (a)estado polonês;
- (b)perto da face solar;
- (c)núcleo;
- (d)superfície
Fig.4 Microestrutura da fratura do parafuso
1.5 Análise da morfologia da fratura
Após a limpeza ultrassônica, o microscópio eletrônico de varredura IT300 foi utilizado para analisar a morfologia da fratura.
A observação da morfologia SEM na área radial da superfície de fratura mostra que a superfície de fratura exibe características óbvias de fratura por clivagem, e há trincas secundárias e um pequeno número de furos em locais localizados, como mostrado na Figura 4.
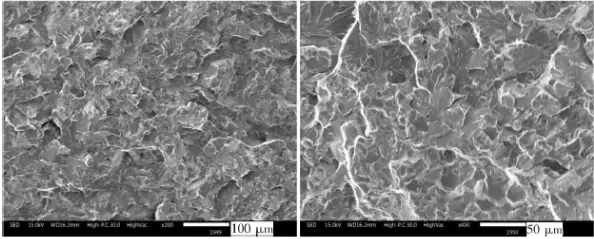
Fig.5 SEM morfologia da fratura
2. Análise abrangente
A composição química do parafuso quebrado atende aos requisitos da norma. A fratura apresenta fissuras transversais e a macroanálise da superfície da fratura indica que ela possui características de fratura frágil.
A superfície de fratura tem duas partes: a área de origem da trinca no centro da superfície de fratura e a área de expansão radial do centro para a periferia. Não há deformação plástica na borda da fratura, indicando características de fratura frágil.
Em baixa ampliação, foi encontrado um sério problema de folga central (nível 2 de folga central) na superfície de teste. Durante o processo de fundição, o sistema solto solidifica gradualmente o aço fundido da superfície para o centro, e a área cristalina colunar cresce em direção ao centro na forma de dendritos.
Os primeiros dendritos cristalizados são relativamente puros e possuem alto ponto de fusão. Elementos segregados, gases, inclusões não metálicas e uma pequena quantidade de aço fundido não solidificado são enriquecidos entre os dendritos.
À medida que a temperatura diminui, a parte solidificada encolhe. Quando o aço fundido não solidificado entre os dendritos é insuficiente para complementar a lacuna, formam-se cavidades de contração. Defeitos soltos são chamados de frouxidão geral. Quando a porosidade ocorre na área equiaxial central, ela é chamada de porosidade central. Os resultados do teste metalográfico mostram pequenos furos consistentes com os resultados do teste de baixa ampliação.
A análise da fratura mostra a morfologia da fratura por clivagem, e há trincas secundárias e um pequeno número de furos na superfície da fratura. Os resultados dos testes de propriedades mecânicas atendem aos requisitos padrão relevantes.
Portanto, a fratura apresenta fissuração transversal e os índices de microestrutura e propriedades mecânicas atendem aos requisitos da norma. Além disso, a quebra do parafuso não foi causada por têmpera e revenido, uma vez que um forno de correia de malha foi usado no processo e não houve revenimento prematuro.
A fissura originou-se do centro e progrediu para fora. O conteúdo de hidrogênio foi insuficiente para causar fragilização por hidrogênio, e nenhuma característica de fragilização por hidrogênio (padrão de garra de galinha) foi encontrada nas fotos SEM. Portanto, a trinca do parafuso não foi causada pela trinca retardada induzida pelo hidrogênio.
A inspeção de baixa ampliação revelou uma frouxidão central óbvia no centro do parafuso, o que é consistente com a posição da origem da trinca na superfície da fratura. O sistema de fratura está fissurado transversalmente, indicando a presença de tensão de tração axial durante a fissuração.
Portanto, com base no processo de fabricação do parafuso, pode-se determinar que o parafuso apresentava folga central devido a defeitos na matéria-prima.
No processo de forjamento a quente, os defeitos de fundição não foram eliminados e, sob a tensão de tração axial contínua no processo de encolhimento da haste, os furos no parafuso iniciaram rachaduras que gradualmente se expandiram para fora. As fissuras frágeis ocorreram durante o processo de endireitamento, resultando na falha do parafuso.
3. Conclusãoéíon
A causa raiz da fratura do parafuso é a presença de defeitos de fundição (frouxidade central) na peça bruta do parafuso que não foram eliminados durante o processo de forjamento a quente, resultando em uma capacidade de carga reduzida do parafuso. As fissuras ocorreram então sob força de tração durante o processo de correção.







