
1. Objetivo
Padronizar os procedimentos operacionais de produção para todos os produtos de fundição sob pressão de liga de zinco da empresa.

2. Âmbito
Isto é aplicável como um guia operacional tanto para a produção interna da empresa quanto para apoiar os fabricantes que produzem produtos de fundição sob pressão de liga de zinco.
3. Fluxograma do Processo
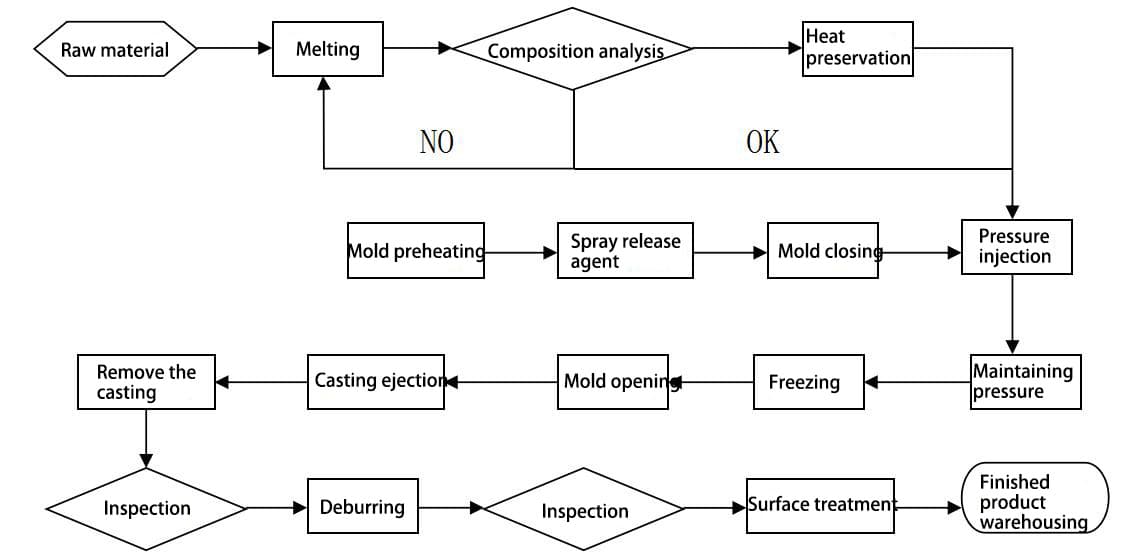
4. Procedimento de Operação de Produção
4.1 Inicialmente, a temperatura de fundição da liga é ajustada entre 435°C e 440°C. Após a fusão completa da liga, a temperatura é ajustada para uma faixa de manutenção de 420°C a 430°C.
4.2 Depois que a liga estiver totalmente fundida, a escória é removida e um ensaio de composição é conduzido.
4.3 A composição da liga é controlada da seguinte forma:
| Elemento | Al | Cu | mg | Fé | Pb | Cr | Sn | Zn |
| Contente | 3,8-4,3 | 0,7-1,1 | 0,035-0,06 | <0,02 | <0,003 | <0,003 | <0,001 | Restante |
4.4 Ajustar a pressão de injeção para: 45-50 Kg/cm2; a velocidade de injeção é: 2,5m/s; o tempo de enchimento do molde é de 0,01s; o tempo de aumento da pressão é: 1,5s; o tempo de resfriamento é: 6s.
4.5 Pré-aqueça o molde a 150-200°C.
4.6 Aplique o desmoldante e o óleo de punção uniformemente, a proporção do desmoldante original para a água é de aproximadamente 1:200.
4.7 Retraia a haste de ejeção e execute a ação de fechamento do molde.
4.8 Após o carregamento, execute a ação de injeção para preencher a liga fundida na cavidade do molde.
4.9 Após o resfriamento da peça fundida, ejete a peça fundida e remova-a do molde.
4.10 Inspecione a peça fundida quanto a defeitos como fechamento a frio, porosidade, tiro curto, bolhas, padrões, etc.
4.11 Remova o canal de entrada, boca de escória, rebarbas, etc. das peças fundidas qualificadas.
4.12 Realize jateamento de areia na superfície da peça fundida e inspecione antes de armazenar.
5. Precauções de produção
5.1 Certifique-se de que os lingotes fundidos em liga sejam armazenados em uma área limpa e seca.
5.2 A proporção de material novo em relação ao material reciclado não deve exceder 50%.
5.3 Siga rigorosamente os procedimentos operacionais de segurança.
5.4 Marcar claramente produtos qualificados e não qualificados, diferenciar estritamente.
5.5 Use equipamentos de proteção trabalhista durante o processo de operação de produção para garantir uma produção segura.
5.6 Ao final da produção realizar trabalhos de proteção e limpeza nas máquinas e equipamentos.







