A necessidade de endireitamento
Devido a forças externas ou aquecimento, o aço pode sofrer diversas deformações. Matérias-primas como chapas de aço e perfis de aço podem apresentar deformações como irregularidades, flexões, torções, ondulação, etc. Isso torna um desafio garantir a qualidade da marcação, numeração, lofting e fabricação e montagem de peças.
Portanto, antes dos processos de marcação, numeração, lofting e conformação, as matérias-primas com deformações excessivas devem ser corrigidas.
Razões para deformação de matérias-primas
Deformação causada por tensão residual do aço
Durante o processo de laminação do aço, podem ser geradas tensões residuais, fazendo com que o aço fique deformado. Por exemplo, se o mecanismo de ajuste do rolo estiver defeituoso, o intervalo entre os rolos pode tornar-se inconsistente durante a laminagem de uma placa de aço. Isto leva a uma extensão inconsistente do aço ao longo da direção de laminação.
A peça com uma folga menor experimenta uma extensão maior, enquanto a peça com uma folga maior experimenta uma extensão menor, o que resulta em tensão de compressão na parte de extensão maior e tensão de tração na parte de extensão menor.
Quando o aço esfria rapidamente ou por outros motivos, essa tensão permanece no aço e forma uma tensão residual. Quando submetido a cisalhamento, corte térmico ou outros fatores, a tensão residual é parcialmente liberada, fazendo com que o aço fique deformado.
Deformação causada pelo processamento do aço
No processo de processamento do aço, o aço pode ficar deformado devido a forças externas ou aquecimento irregular. Por exemplo, cisalhamento, corte a gás ou soldagem de placas de aço podem resultar na deformação do aço devido a tensões e variações no aquecimento e resfriamento.
Deformação do aço devido ao transporte e armazenamento inadequados
As matérias-primas utilizadas no trabalho a frio de chapas metálicas são chapas de aço longas e grandes e perfis de aço. Levantamento, transporte e armazenamento inadequados podem fazer com que o aço dobre, torça e deforme localmente devido ao seu próprio peso.
Resumindo
Existem várias causas de deformação do aço. Caso o desvio do aço ultrapasse a faixa aceitável, deverá ser corrigido através de endireitamento.
Alisamento princípio
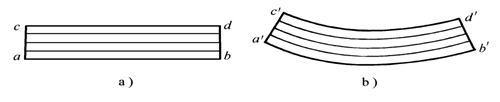
Supondo que o aço seja composto de múltiplas fibras dispostas em camadas na direção da espessura, quando o aço é reto, o comprimento de cada camada de fibra é igual. Porém, quando o aço é dobrado, o comprimento de cada camada de fibra torna-se desigual.
Conforme ilustrado na figura, quando o aço é reto, os comprimentos de “ab” e “cd” são iguais. No entanto, quando o aço é dobrado, o comprimento de “c/d” torna-se mais curto enquanto o comprimento de “a/b” torna-se maior.
O endireitamento envolve o uso de força externa ou aquecimento para estender as fibras mais curtas do aço ou encurtar as fibras mais longas. Isso faz com que as fibras de cada peça tenham comprimentos iguais, eliminando assim qualquer flexão, torção ou deformação irregular no aço ou na peça de trabalho.

Figura 1
Alisamento métodos
Existem vários métodos de endireitamento do aço, que podem ser classificados em endireitamento manual, mecânico e por chama, dependendo da fonte e do tipo de força externa utilizada.
Ferramentas comuns para manual endireitamento – martelo de mão
Como usar o martelo manual:
Requisitos operacionais:
- Adquirir proficiência no uso de martelos manuais através de treinamento adequado.
- Certifique-se de limpar qualquer resíduo de óleo da superfície e do cabo do martelo antes de usá-lo para evitar escorregões e ferimentos nas pessoas.
- Verifique se o cabo está bem preso para evitar acidentes decorrentes do desprendimento da cabeça do martelo.
Martelo
O martelo é uma ferramenta essencial no trabalho a frio de chapas metálicas, vem em vários formatos e serve a diversos propósitos.
(1) Martelo de cabeça chata:
É usado principalmente para atingir superfícies planas e também para atingir reentrâncias mais profundas e cantos de bordas, conforme mostrado na Figura 2-a.
(2) Martelo perfurante:
É usado principalmente para golpear diretamente componentes em forma de arco, mas também pode funcionar como ferramenta de alavanca e calço, conforme mostrado na Figura 2-b.
(3) Martelo de arco:
É usado principalmente para moldar e produzir peças em formato de arco, como reforma ou preparação de tampas para eixos de carros pequenos, conforme mostrado na Figura 2-c.
(4) Martelo intermediário:
O martelo intermediário é utilizado para evitar martelamento direto na peça, conforme mostra a Figura 2-d.

Fig.2 Martelo
(5) Martelo de plástico de cabeça chata:
É utilizado principalmente para aparar cantos de caixas e outras peças, conforme mostrado na Figura 2-e.
(6) Martelo de penetração cruzada:
É utilizado principalmente para eliminar pequenos buracos na superfície da peça, conforme mostrado na Figura 2-f.
(7) Outros tipos de martelos:
Dependendo das necessidades específicas do processo de martelamento, a cabeça do martelo pode ter vários formatos, como martelos de borracha, madeira ou cobre, conforme mostrado na Figura 2-g.

Fig.2 Martelo
O uso correto do martelo manual é mostrado na Figura 3.

Fig.3 Uso correto do martelo manual
1. Manual endireitamento processo
O endireitamento manual é realizado com ferramentas como martelo, placa plana, bigorna ou torno de bancada. Os métodos comuns de endireitamento manual incluem o método de extensão, método de torção, método de dobra e método de alongamento.
Método de extensão
O método de extensão é usado principalmente quando o meio da chapa é convexo e as bordas são onduladas ou empenadas, conforme mostrado na Figura 4.

Figura 4 Método de alongamento para endireitar placas metálicas finas
Método de torção
O método de torção é usado para corrigir a distorção das tiras. Em operação, as tiras são presas em uma morsa de bancada e torcidas de volta ao seu formato original com uma chave inglesa, conforme mostrado na Figura 5.

Fig.5 Torcendo a tira de alisamento
Método de dobra
O método de dobra é usado para endireitar várias barras e tiras dobradas que dobram na direção da largura.
Método de alongamento
O método de alongamento é usado para corrigir uma variedade de fios delgados, mostrado na Figura 6.

Fig.6 Endireitamento por estiramento de materiais retos
Endireitamento da superfície saliente:
- Coloque a face convexa da placa na plataforma, segurando a chapa com a mão esquerda e o martelo com a mão direita.
- Comece a golpear ao redor da borda da folha e aproxime-se gradualmente do centro da superfície convexa do tambor, conforme mostrado na Figura 4.
- Depois que a chapa estiver quase toda corrigida, use um martelo de madeira para fazer os ajustes finais e garantir uma distribuição uniforme por toda a chapa.
Endireitamento de Edge Warp:
- Coloque a folha ondulada na plataforma, segurando-a com a mão esquerda e o martelo com a mão direita.
- Comece golpeando no meio da folha e vá gradualmente para fora, conforme mostrado na Figura 7.
- Depois que a chapa estiver quase toda corrigida, use um martelo de madeira para os ajustes finais para garantir uma distribuição uniforme por toda a chapa.

Figura 7
Endireitamento da Urdidura Diagonal
Passo 1: Coloque a chapa empenada na plataforma e segure a chapa com a mão esquerda e o martelo com a mão direita.
Passo 2: Comece batendo ao longo da linha diagonal não deformada e depois estenda para ambos os lados para esticar e corrigir a folha, conforme mostrado na Figura 8.
Etapa 3: Depois que a folha estiver quase corrigida, use um martelo de madeira para fazer um ajuste final para garantir que todo o tecido seja esticado uniformemente.
Patting e Empurrão Endireitamento de Chapas Metálicas
Conforme ilustrado na Figura 9, utilize um tampão (de ferro) para bater na chapa de forma a encurtar a parte saliente e esticar a parte tensionada sob pressão, atingindo o objetivo de endireitamento.

Fig.8 Endireitamento de empenamento diagonal

Fig.9 Patting e empurrando endireitamento de chapa metálica
Endireitamento de curvaturas convexas deformadas
Conforme ilustrado na Figura 10, o martelo deve ser alinhado com o centro do ferro superior para começar e, em seguida, o processo de endireitamento é realizado com o martelo.

Fig.10 Endireitamento de deformação de curva convexa
A mão que segura o martelo não deve segurar com muita força, mas sim confiar no pulso para obter força. A velocidade de percussão deve ser em torno de 100 golpes por minuto.
Endireitamento de alargamento de superfície côncava
Conforme ilustrado na Figura 11, o macaco deve ser posicionado ligeiramente acima do ponto de martelamento, que é a parte elevada da superfície irregular.

Fig.11 Endireitamento do alargamento da superfície côncava
Isto permite que a placa seja submetida a uma força entre a cabeça do ferro e a ponta do martelo.
Endireitamento de Grande Concavidade
Conforme mostrado na Figura 12, primeiro a parte central da concavidade é aquecida até um estado rosa choque usando um maçarico e, em seguida, o lado inferior da parte central é levantado usando um ferro de topo, redefinindo a concavidade original.
Em seguida, o martelo e o ferro de topo são usados juntos para nivelar gradativamente a parte elevada, restaurando a forma geométrica original.

Figura 12 Endireitamento de grande concavidade
Endireitamento de Superfícies de Grande Curvatura
Conforme ilustrado na Figura 13, ao endireitar peças com uma grande curvatura de superfície (como uma superfície convexa alta) como um para-lama, elas podem ser primeiro aquecidas com uma chama, depois levantadas com um ferro superior e, finalmente, achatadas com martelo para alcançar o Forma original.

Figura 13 Endireitamento de superfícies de grande curvatura
Endireitamento de pequenas amolgadelas
① Conforme mostrado na Figura 14, a ponta de uma picareta é usada para achatar a depressão de dentro para fora.

Fig.14 Endireitamento de pequenos amassados
②Conforme mostrado na Figura 15, uma haste de escalada é usada para alcançar o espaço estreito e forçar a depressão até ficar plana.
Este método é geralmente usado para forçar os recessos das portas, pára-lamas traseiros e outros painéis fechados da carroceria.

Fig.15 Use um pé-de-cabra para retirar a depressão
③Conforme mostrado na Figura 16, a depressão é achatada com um extrator de depressão.

Fig.16 Use um extrator para achatar a depressão
É usado principalmente para painéis de carroceria fechados ou rugas inacessíveis por trás.
④ A haste de tração é usada para nivelar a depressão, conforme mostrado na Figura 17, a saliência é abaixada batendo e puxando, e a depressão é elevada.

Fig.17 Use uma haste de tração para nivelar a depressão
Endireitamento de aço plano torcido
Passo 1: Segure o aço plano no torno de bancada.
Passo 2: Segure a outra extremidade do aço plano com uma chave tenor, force o aço plano torcido no sentido oposto da torção, conforme mostrado na Figura 18.

Fig.18 Use uma morsa de bancada para corrigir distorções
Etapa 3: Depois que a distorção for basicamente eliminada, o peening é usado para corrigi-la.
Passo 4∶ Ao puncionar, o aço plano inclina-se, a parte plana repousa sobre a plataforma e a parte torcida e empenada se estende além da plataforma, conforme mostrado na Figura 19.

Figura 19
Passo 5∶Use um martelo para bater na parte que está ligeiramente empenada para cima fora da plataforma, a distância entre o ponto de ataque e a plataforma é cerca de duas vezes a espessura da chapa, e mova o aço plano para a plataforma enquanto bate.
Passo 6: Gire 180° e repita o mesmo martelamento até corrigir.
Deformação e endireitamento de cantoneiras de aço (Figura 20)

Fig.20 Deformação da cantoneira de aço
Passo 1: Coloque o aço angular de dobramento externo e o aço angular de dobramento interno no nó de ferro cilíndrico ou na plataforma com furos.
Passo 2: Dobre o ângulo para fora, perfure as bordas dos dois lados em ângulo reto, perfure a partir da borda, conforme mostrado na Figura 21 (a).
Para o ângulo de curvatura interno, é necessário bater as raízes dos dois lados em ângulo reto, conforme mostrado na Figura 21 (b).

Fig.21 Endireitamento de cantoneiras de aço
Etapa 3: Prenda uma extremidade do ângulo torcido em uma morsa de bancada.
Etapa 4: Segure o lado em ângulo reto da outra extremidade da cantoneira de aço com uma chave inglesa e force a cantoneira de aço a torcer na direção oposta e exceder ligeiramente o estado normal da cantoneira de aço, conforme mostrado na Figura 22.

Fig.22 Endireitamento de distorção de cantoneira de aço
Etapa 5: Repita várias vezes para basicamente eliminar a distorção da cantoneira de aço.
Endireitamento de deformação de aço redondo
Conforme mostrado na Figura 23, o aço redondo é principalmente dobrado e deformado, e o endireitamento só precisa colocar o aço redondo na plataforma de forma que as saliências fiquem para cima.

Fig.23 Endireitamento de deformação de aço redondo
Use um martelo intermediário adequado para colocar as saliências redondas de aço e, em seguida, bata na parte superior do martelo intermediário para corrigir.
Endireitamento da Moldura Retangular
método de endireitamento: Uma peça soldada retangular é mostrada na Figura 24,

Fig.24 Endireitamento da moldura retangular
Quando os lados da estrutura AD e BC apresentam flexão, a estrutura pode ser colocada na plataforma com o flange externo AD voltado para cima. As duas extremidades do lado BC são amortecidas e o ponto E elevado é batido. Se todos os quatro lados estiverem ligeiramente curvados, a moldura poderá ser perfurada para fora ou para dentro, respectivamente.
Para pequenos erros de tamanho, a moldura pode ser colocada e a extremidade do lado mais longo batida para encurtar o comprimento total.
Se os ângulos B e D forem inferiores a 90 graus, o método mostrado na Figura 25 pode ser usado para martelar o ponto B para expandi-lo.

Figura 25
2. Mecânico endireitamento processo
O endireitamento manual é demorado e trabalhoso, tornando-o adequado apenas para peças pequenas. Para peças maiores, máquinas especializadas são utilizadas para endireitamento.
O endireitamento mecânico é realizado por meio de uma endireitadeira que dobra repetidamente a chapa de aço várias vezes, fazendo com que as fibras desiguais da chapa de aço tendam à igualdade e, por fim, atingindo o objetivo de endireitamento.
(1) Malisamento mecânico de chapa metálica peças
Requisitos de operação:
- Uso correto do rolo nivelador.
- Nivele as peças de chapa metálica deformadas de acordo com os requisitos.
- Evite colocar as mãos ao redor do rolo durante a operação.
Etapas da operação:
(1) Nivelamento mecânico de chapas metálicas:
Método de nivelamento: Conforme mostrado na Figura 26, ajuste a folga entre os rolos para corresponder à espessura da placa.
Observe que a qualidade do endireitamento depende da precisão dos rolos.

Figura 26 Nivelamento mecânico de chapa metálica
(2) Laminação de peças pré-formadas
Método de laminação: conforme mostrado na Figura 27, primeiro substitua os rolos abaixo da peça de trabalho por rolos que tenham uma curvatura ligeiramente menor que os rolos acima da peça de trabalho.
Em seguida, levante o rolo inferior usando um dispositivo de liberação rápida e coloque a peça de trabalho entre os rolos. Ajuste a pressão do rolo inferior para que a peça de trabalho possa deslizar entre os rolos sob pressão moderada.

Figura 27 Laminação de peças pré-formadas
Notas: Certifique-se de que a peça de trabalho esteja totalmente enrolada para evitar alongamento localizado. Utilize um modelo para monitorar continuamente a curvatura da peça de trabalho. Depois de rolar as peças de chapa metálica em uma direção, a peça de trabalho deve ser girada 90 graus. Ao repetir este processo, as linhas de laminação cruzarão a direção original, conforme ilustrado na Figura 28.

Figura 28
Método de laminação para rugas onduladas de chapas metálicas planas laminadas:
Conforme ilustrado na Figura 29, a direção do movimento da placa metálica durante a laminação deve ser diagonal à sua direção de movimento original. Mantenha uma pressão consistente e mova-se com firmeza para evitar a formação de novas ondulações.

Figura 29
(4) Método de conformação para chapas metálicas grandes
Método de conformação: Conforme mostrado na Figura 30, são necessárias duas pessoas para segurar a peça enquanto rola grandes peças de chapa metálica, de acordo com os requisitos da peça. Em seguida, a peça de trabalho deve ser movida para frente e para trás na laminadora, conforme descrito anteriormente.

Figura 30 Método de conformação de grandes peças de chapa metálica
3.Fmuito ruim processo de alisamento
O endireitamento da chama é um método de correção da deformação do aço por meio do aquecimento local da chama. O processo aproveita a propriedade dos materiais metálicos de se expandir e contrair com as mudanças de temperatura. Ao aquecer uma área específica com uma chama, a nova deformação pode ser usada para corrigir a deformação original.
1. Posição de aquecimento, taxa de energia da chama e endireitamento
A eficácia do endireitamento da chama depende principalmente da localização do aquecimento e da taxa de energia da chama. Diferentes posições de aquecimento podem corrigir as deformações em diferentes direções. Porém, se o local for escolhido incorretamente, pode não apenas não corrigir a deformação, mas também torná-la mais complexa e severa.
2. Método de aquecimento
(1) Aquecimento pontual: A área aquecida tem formato circular com uma determinada faixa de diâmetro, por isso é chamada de aquecimento pontual, conforme mostrado na Figura 31a.
(2) Aquecimento linear: A área aquecida é linear dentro de uma faixa específica e, portanto, é chamada de aquecimento linear, conforme ilustrado na Figura 31b.
(3) Aquecimento triangular: O método de aquecimento onde a área aquecida é triangular é denominado aquecimento triangular, conforme representado na Figura 31c.

Fig.31 Método de aquecimento
3. Operação de endireitamento de chama
Endireitamento por chama da peça central convexa:
Passo 1: Coloque a chapa metálica na plataforma e prenda-a com clipes em todo o perímetro.
Passo 2: Aqueça a área convexa usando aquecimento pontual, conforme mostrado na Figura 32(a). Alternativamente, o aquecimento linear também pode ser utilizado, conforme ilustrado na Figura 32(b).
Etapa 3: Depois de endireitados, use um martelo para bater nos clipes horizontalmente para soltá-los e remover a chapa metálica.

Fig.32 Endireitamento de chama da peça central convexa
Endireitamento por chama de peças onduladas de borda:
Passo 1: Fixe a chapa na plataforma em três lados por meio de clipes, deixando o lado com deformação ondulada concentrada sem fixação, conforme Figura 33.
Passo 2: Aqueça a placa de forma linear, começando pela área plana em ambos os lados da convexidade e subindo gradativamente até a convexidade, conforme indicado pelas setas na Figura 33.
Explicação:
O comprimento da linha de aquecimento deve ser de 1/3 a 1/2 da largura da placa, e a distância entre as linhas de aquecimento deve ser ajustada com base na altura da protuberância. Protuberâncias mais altas devem ter uma distância menor, normalmente de 20 a 50 mm.
Se o primeiro aquecimento resultar em irregularidades, repita o processo de alisamento com um segundo aquecimento, escalonando a posição da linha de aquecimento em relação ao primeiro.

Figura 33 Endireitamento por chama de peças onduladas nas bordas








1コメント
Informações preciosas.Muitoobrigado.