No processo de cementação e têmpera, as engrenagens de paredes finas geralmente apresentam empenamento plano e deformação elíptica.
Durante o lixamento, a distribuição desigual da superfície do dente resulta em pele preta e etapas de lixamento na superfície do dente;
A camada de endurecimento nas superfícies dos dentes esquerdo e direito é irregular e a dureza da superfície diminui, e a engrenagem é sucateada em casos graves.
Para resolver este problema, foram projetados o carregamento horizontal e o carregamento suspenso.
O processo de cementação e têmpera e os dados de deformação são descritos em detalhes abaixo.
1. Método e processo técnico
(1) Parâmetros de engrenagem
Os parâmetros de um produto de engrenagem são mostrados na Tabela 1, e o diagrama esquemático é mostrado na Fig.
Tabela 1 parâmetros de engrenagem
| Mn | 4 |
| Z | 138 |
| α | 20° |
| β | 23°4′26″ |
| Círculo de adendo / mm | 608 |
| Largura do dente / mm | 80 |
| Profundidade da camada/mm | 0,9~1,2 |
| Dureza (HRC) | 58~62 |
| Precisão/classe da engrenagem | 6 |
| Textura do material | 20CrMnMo |
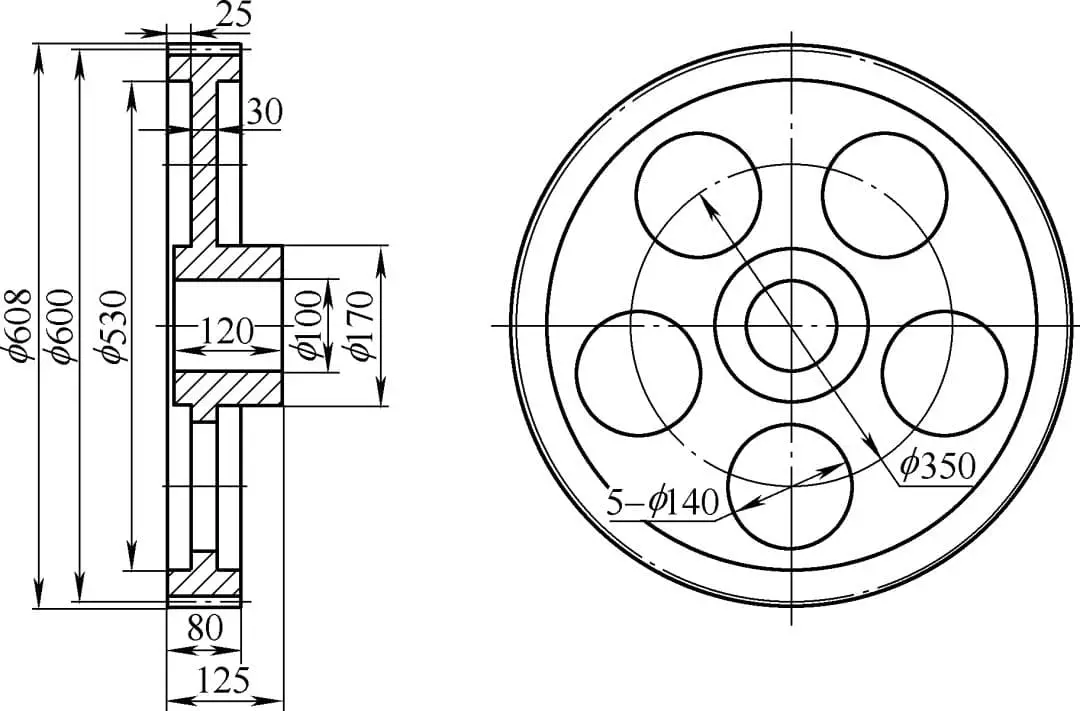
Figura 1 diagrama de engrenagem
(2) Modo de carregamento de tratamento térmico
Método de carregamento I: colocação horizontal, conforme mostrado na Fig.
Fig.2 Diagrama esquemático de posicionamento horizontal
Modo de carregamento 2: suspensão vertical, conforme mostrado na Fig.
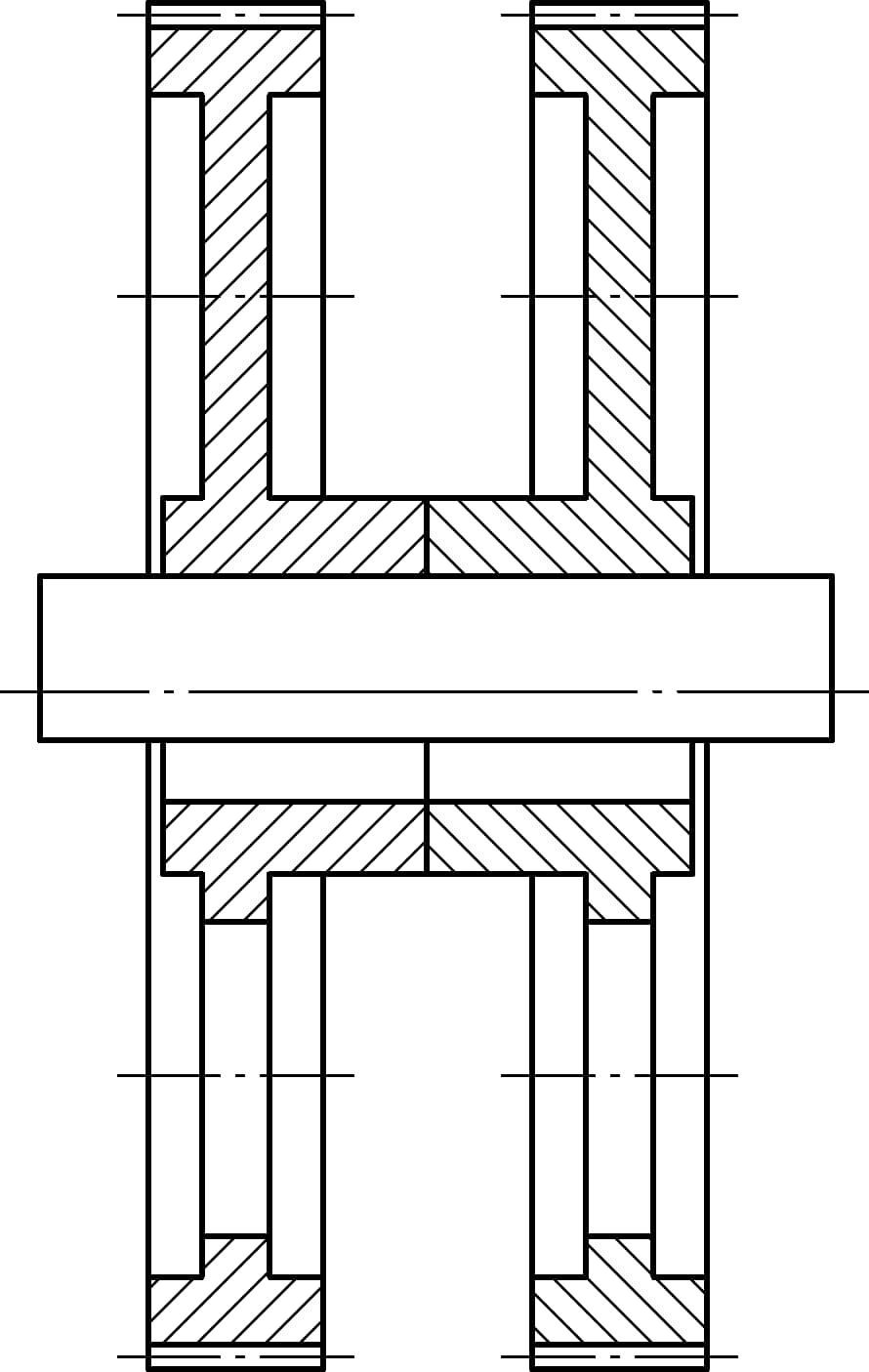
Fig.3 Diagrama esquemático da suspensão vertical

Fig. 4 objetos suspensos verticais de outros calores
(3) Curva do processo de tratamento térmico
Conforme mostrado na Figura 5, o equipamento utiliza forno caixa AICHELIN 5/2A.
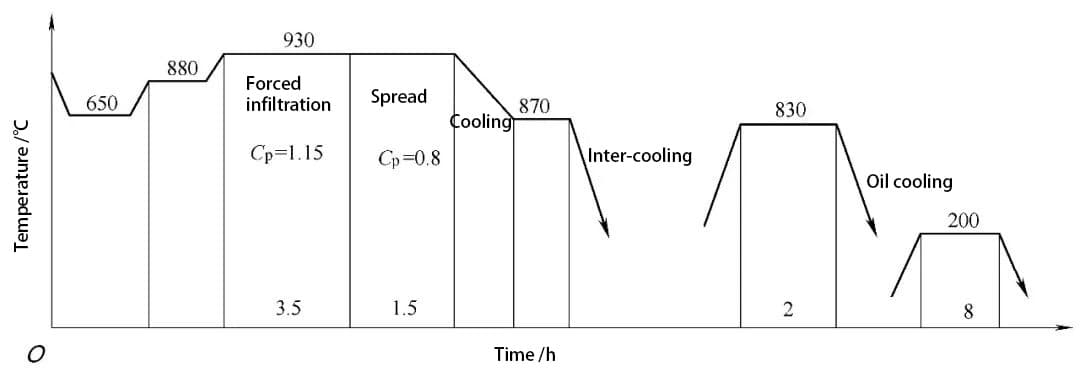
Fig. 5 curva do processo de tratamento térmico
3. Resultados e análises
(1) Metalografia, gradiente de dureza e dureza superficial são todos qualificados
A estrutura metalográfica é avaliada de acordo com JB/T6141.3 e GB/T3480.5, conforme mostrado na Tabela 2.
Tabela 2 Estrutura metalográfica
| K/nota | Ar(%) | M/nível | IGO/μm | F/nível |
| 2 | 15~20 | 2 | 18 | 3 |
(2) Gradiente de dureza
Conforme mostrado na Fig. 6, a profundidade da camada DC = 1,219mm/HV550.
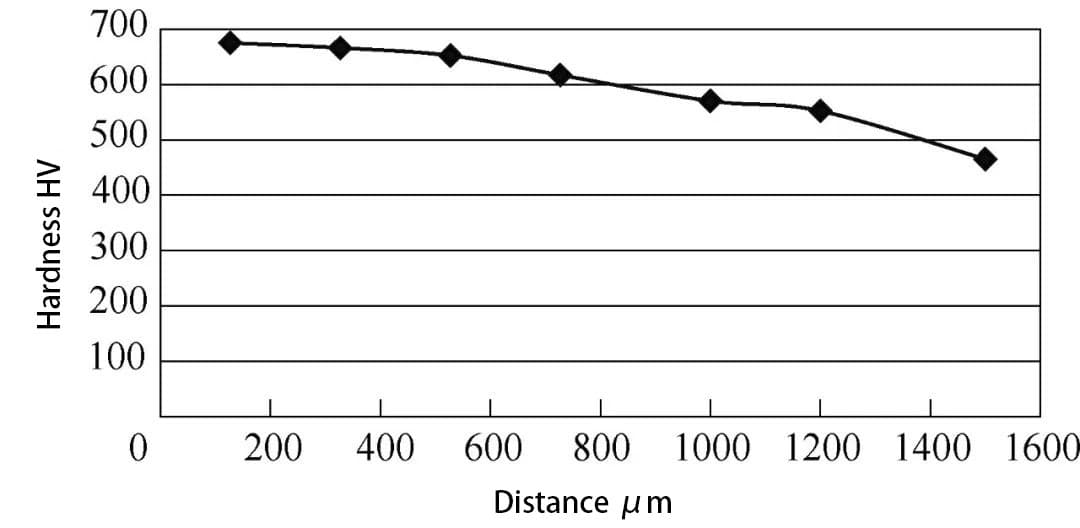
Fig. 6 gradiente de dureza
(3) Dados de deformação e retificação de engrenagens
Os dados de deformação da engrenagem são mostrados na Tabela 3.
Tabela 3 Comparação do círculo primitivo e do desvio da face final após a cementação e têmpera entre a colocação horizontal e suspensa
| Número da peça | localização | 0° | 90° | 180° | 270° | Desastre total | |
| Posicionamento horizontal | Parte 1 | Círculo primitivo / mm | 0,74 | 0,61 | 0,61 | 0,43 | 0,31 |
| Face final / mm | 0 | 1,15 | 0,47 | 1.3 | 1.3 | ||
| Parte 2 | Círculo primitivo / mm | 0,86 | 0,55 | 0,86 | 0,92 | 0,37 | |
| Face final / mm | 1 | 1,35 | 1,82 | 1,36 | 0,82 | ||
| Colocação de suspensão | Parte 1 | Círculo primitivo / mm | 0 | 0,01 | 0 | 0,02 | 0,02 |
| Face final / mm | 0 | 0,03 | 0,03 | 0,07 | 0,07 | ||
| Parte 2 | Círculo primitivo / mm | 0 | -0,01 | -0,01 | 0,05 | 0,06 | |
| Face final / mm | 0,01 | -0,04 | -0,04 | 0,18 | 0,22 |
Devido ao empenamento e deformação das peças colocadas horizontalmente, o formato do dente, a direção do dente e o desvio do círculo primitivo são muito grandes, resultando em um valor negativo da distribuição da margem de retificação.
Após a retificação, algumas superfícies dos dentes apresentam pele preta e algumas superfícies dos dentes apresentam etapas óbvias de retificação, que são finalmente descartadas;
O equipamento suspenso tem pequena deformação, margem de moagem uniformemente distribuída e nenhuma pele preta e degrau após a moagem.
(4) Análise de resultados
Quando a engrenagem é colocada horizontalmente, porque a borda da engrenagem está suspensa, a fluência é causada pelo peso próprio do aro durante o processo de cementação, a têmpera é instantânea, a área transversal de contato do óleo é grande e o óleo entra primeiro na face final inferior do que na face final superior;
Devido ao desequilíbrio da tensão térmica e da tensão de mudança de fase em ambas as extremidades, a face da extremidade superior é convexa e a engrenagem deforma muito;
Pelo contrário, há fluência em alta temperatura no processo de cementação, mas o aro da engrenagem não suporta grande momento fletor.
Ao mesmo tempo, as duas faces finais são paralelas entre si durante a têmpera, a seção de entrada de óleo é pequena, a tensão de mudança de fase e a tensão térmica são equilibradas e simétricas, e o desvio da face final e o desvio do círculo primitivo da engrenagem são menores do que a colocação horizontal.
4. Extensão do aplicativo
De acordo com a análise acima sobre as causas da deformação da engrenagem, o carregamento da suspensão também foi realizado para a engrenagem com diâmetro de 1140 mm, e foram obtidos resultados muito bons.
Os parâmetros da engrenagem são mostrados na Tabela 4, a carga é mostrada na Fig. 7 e os dados de deformação são mostrados na Tabela 5.
Tabela 4 parâmetros de engrenagem
| Mn | 8 |
| Z | 137 |
| α | 20° |
| β | 12° |
| Círculo de adendo / mm | 1140 |
| Largura do dente / mm | 120 |
| Profundidade da camada/mm | 1,6~2,0 |
| Dureza (HRC) | 58~62 |
| Precisão/classe da engrenagem | 6 |
| Textura do material | 20CrMnMo |

Fig. 7 imagem do carregamento do forno
Tabela 5 Dados de excentricidade da face final e círculo primitivo de 4 engrenagens
| Número da peça | Localização | 0° | 90° | 180° | 270° | Desastre total |
| Parte 1 | Círculo primitivo / mm | 0,53 | 0,51 | 0,55 | 0,5 | 0,05 |
| Face final / mm | 0,45 | 0,3 | 0,6 | 0,5 | 0,3 | |
| Parte 2 | Círculo primitivo / mm | 1 | 1 | 1.07 | 1 | 0,07 |
| Face final / mm | – | – | – | – | 0,4 | |
| Parte 1 | Círculo primitivo / mm | 0,9 | 0,92 | 0,97 | 0,92 | 0,07 |
| Face final / mm | 0,58 | 0,8 | 0,7 | 0,9 | 0,32 | |
| Parte 2 | Círculo primitivo / mm | 0,25 | 0,22 | 0,23 | 0,28 | 0,06 |
| Face final / mm | 0,7 | 0,6 | 0,35 | 0,4 | 0,35 |
5. Conclusão
(1) Para engrenagens de paredes finas de Φ600 mm × 80 mm, o desvio do círculo primitivo da engrenagem carburada e temperada é reduzido de 0,34 mm para 0,04 mm pelo forno suspenso;
O desvio médio da face final é reduzido de 1,06 mm para 0,15 mm.
(2) Para a engrenagem de parede fina de Φ1140 mm × 120 mm, o desvio do círculo primitivo da engrenagem carburada e temperada é controlado dentro de 0,07 mm por meio de carregamento suspenso;
A excentricidade da face final deve ser controlada abaixo de 0,40 mm.







