
Shot peening é uma técnica de conformação que utiliza fluxo de granalha de alta velocidade para atingir a superfície de uma chapa metálica, causando deformação plástica na superfície impactada e no material metálico subjacente, fazendo com que gradualmente a chapa se dobre em direção à superfície martelada, alcançando o desejado forma.
Diagrama de Shot Peening:

As principais vantagens do shot peening são:
(1) O processo requer equipamentos simples, sem a necessidade de matriz de moldagem, o que mantém baixo o custo de fabricação das peças e proporciona grande adaptabilidade ao tamanho das peças.
(2) Como o shot peening forma tensão de compressão residual nas superfícies superior e inferior da peça ao longo da direção da espessura, ele pode melhorar a resistência à fadiga da peça durante o processo de conformação.
(3) Pode formar peças com curvaturas simples ou duplas complexas.
Nos últimos anos, com as crescentes demandas pelo desempenho aerodinâmico geral das aeronaves modernas e avançadas e o rápido desenvolvimento da tecnologia de informática, a pesquisa e o desenvolvimento da tecnologia de shot peening foram grandemente promovidos.
Isso levou ao surgimento da tecnologia de shot peening pré-esforçado, da tecnologia de shot peening digital e da nova tecnologia de reforço de shot peening, expandindo enormemente a capacidade de processamento e a gama de aplicações da tecnologia de shot peening.
I. Tecnologia de shot peening protendido
Normalmente, as peças ficam completamente livres antes do shot peening. A deformação causada pelo shot peening está relacionada à resistência do shot peening, à cobertura do shot e à espessura da peça.
Os fatores que afetam a resistência do shot peening incluem principalmente parâmetros relacionados ao shot peening, como o material do shot peening, estado do tratamento térmico e diâmetro, bem como parâmetros relacionados ao equipamento de shot peening, incluindo velocidade do shot peening e ângulo de pulverização.
Os fatores que afetam a cobertura do shot peening incluem principalmente o tempo de shot peening e as propriedades do material da peça que está sendo shot peening.
Portanto, para um determinado equipamento de shot peening e granalha, ao utilizar o shot peening de cobertura máxima para formar materiais específicos e peças de espessura, a deformação obtida é certa. Esta deformação reflete o limite de formação do shot peening nas condições correspondentes.
A asa supercrítica é uma característica importante das aeronaves modernas e avançadas.
Como uma das partes importantes que constituem a forma da asa, o painel de parede integral tem formas complexas de sela e torção na parte externa e protuberâncias de reforço integral, molduras de boca, furos e afundamentos no interior.
A aplicação da estrutura de nervura integral também está aumentando.
Para essas peças, devido ao pequeno limite de conformação do free shot peening, é difícil atender à deformação necessária para o formato da peça. Como resultado, surgiu a tecnologia de shot peening protendido.
Diagrama principal do shot peening protendido:

Antes do shot peening das peças, uma carga pré-determinada é aplicada nas peças por meio de gabaritos e acessórios específicos, fazendo com que as peças sofram uma deformação elástica inicial. Em seguida, a superfície tensionada é jateada. Sob a mesma intensidade de peening e condições de cobertura, o limite de formação do shot peening protendido é 2 a 3 vezes maior que o do shot peening livre.
Ao mesmo tempo, o shot peening de pré-esforço pode controlar efetivamente a deformação de flexão adicional ao longo da direção do shot peening.
Atualmente, a tecnologia de shot peening protendido tem sido aplicada na fabricação de painéis integrais de asa para aeronaves supercríticas.
A R Company do Canadá usa tecnologia de shot peening pré-tensionado para evitar o impacto negativo na vida em fadiga provocado pela flexão mecânica de tais peças ao fabricar painéis de asa integrais para a aeronave 5B8BZU de Israel.
É claro que, para aplicar pré-esforço às peças, é necessário projetar e fabricar acessórios de pré-esforço específicos. Esses acessórios devem ser simples, leves, fáceis de operar e devem ser compatíveis com o equipamento de shot peening utilizado.
Portanto, a tendência de desenvolvimento da tecnologia de shot peening protendido será a pesquisa adicional de métodos de carregamento de pré-esforço simples e viáveis, bem como o uso de análise de elementos finitos para determinar com precisão o tamanho do pré-esforço aplicado, garantindo que as peças sejam completamente dentro da faixa de deformação elástica sob pré-esforço.
II. Tecnologia de formação de shot peening digital
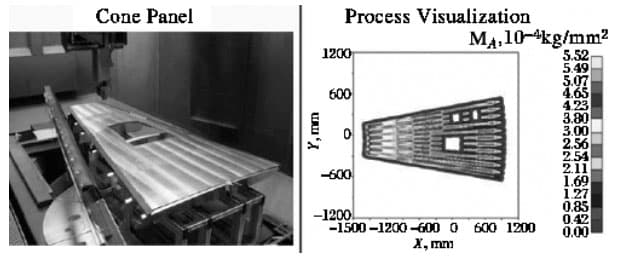
A tecnologia de formação de shot peening digital usa tecnologia digital para analisar digitalmente as informações geométricas das peças, selecionar e otimizar os parâmetros do processo de formação de shot peening, simular e controlar o processo de formação de shot peening, inspecionar digitalmente a forma das peças formadas e gerenciar digitalmente a formação de shot peening processar arquivos e programas de peças.
Esta avançada tecnologia de conformação visa descrever as peças e seu processo de conformação por shot peening na forma de grandezas digitais e unificar os dados gerados em cada etapa.
Em termos de tecnologia de formação de shot peening digital, um exemplo de aplicação bem-sucedido é a tecnologia de formação automatizada de shot peening proposta pela P/ Company da Alemanha.
Além disso, como parte essencial da tecnologia digital, a tecnologia de simulação numérica do processo de formação de shot peening também alcançou um desenvolvimento significativo.
A implementação da tecnologia de formação automatizada de shot peening é dividida em três etapas: fase de projeto conceitual e análise, fase de desenvolvimento de pré-produção e fase de produção.
Durante a fase de projeto conceitual e análise, o modelo numérico 2+O das peças é analisado e avaliado principalmente quanto à conformabilidade do shot peening, e o plano inicial do processo de formação do shot peening e os parâmetros do processo de formação são formulados, levando em consideração o equipamento e o pessoal do usuário situação.
Na etapa de pré-produção, o processo é otimizado por meio de testes de formação de shot peening em corpos de prova, gerando arquivos e programas relevantes de controle do processo, e são feitas atualizações e ajustes necessários nos equipamentos do usuário. Além disso, nesta fase, alterações e melhorias no design da peça podem ser feitas simultaneamente.
Na fase de produção, a automação da conformação por shot peening pode ser realizada invocando os programas de controle pré-estabelecidos para as peças, ao mesmo tempo em que realiza o treinamento técnico do pessoal pertinente.
Depois de estabelecer um sistema automatizado de tecnologia de formação de shot peening nas instalações do usuário durante esta fase, o desenvolvimento de novos produtos no futuro requer apenas programação offline e, em seguida, os dados e programas relevantes podem ser transferidos para o equipamento do usuário para teste e produção.
A tecnologia de shot peening automatizado inclui principalmente aspectos de hardware e software. O aspecto do hardware requer um dispositivo de shot peening multicoordenado controlado numericamente com controle programável.
O aspecto do software requer tecnologia de banco de dados de processo de formação de shot peening, tecnologia de análise de simulação, tecnologia de medição digital, tecnologia de visualização virtual e uma vasta experiência prática para formular rapidamente uma rota de processo razoável e correta.
As vantagens da tecnologia automatizada de formação de shot peening são muito óbvias. Os usuários não precisam fazer nenhuma programação ou teste; basta o operador pressionar o botão start e o equipamento completará automaticamente as demais tarefas predefinidas no programa de peças.
Nos últimos anos, surgiram alguns novos métodos de shot peening que diferem das técnicas tradicionais de shot peening. Entre eles, o desenvolvimento e a aplicação de shot peening de dupla face, shot peening a laser, shot peening ultrassônico e shot peening com água de alta pressão têm recebido ampla atenção e preocupação.
III. Técnica de Shot Peening Dupla Face
A técnica de shot peening dupla face foi proposta pela primeira vez em 2002 por R.KOPP da Universidade de Tecnologia de Aachen, na Alemanha. O princípio básico envolve o uso de projéteis de tamanhos diferentes para explodir simultaneamente as superfícies superior e inferior de uma peça em velocidades diferentes, melhorando assim a capacidade e a eficiência do shot peening.
Conforme mostrado na figura abaixo:

O método permite atingir um raio de curvatura tão pequeno quanto 1000 mm. A tecnologia de formação de shot peening de dupla face possui altos requisitos para equipamentos de shot peening. Ele não só precisa ter a função de pulverizar simultaneamente tiros de tamanhos diferentes, mas também requer uma forte correspondência e controle da velocidade e do fluxo de dois tamanhos de tiros para alcançar os resultados esperados.
4. Tecnologia de formação de peening a laser
A tecnologia de formação de shot peening a laser foi proposta pela primeira vez por volta de 1965. O princípio básico é usar feixes de laser de alta frequência, alta potência e pulso curto para impactar a superfície da peça revestida com um material de ablação semitransparente colocado em água laminar. .
O pulso do laser passa pela água laminar e é absorvido pela camada de ablação, criando uma nuvem de plasma na água laminar. Dentro de 10ns ~ 100ns, o plasma se expande rapidamente na superfície da peça de trabalho, gerando uma pressão de 1Gp ~ 10Gp e formando uma onda de choque planar, causando assim deformação plástica na superfície da peça de trabalho.
Comparado com o shot peening tradicional, o shot peening a laser gera valores de tensão residual maiores, e a área de distribuição da tensão residual é 3 a 5 vezes mais profunda do que a do shot peening tradicional.
Portanto, o shot peening a laser é usado para reforço superficial de peças metálicas. O endurecimento por choque a laser pode melhorar muito a resistência à fadiga e à corrosão sob tensão das peças. Quando usado para formar peças de paredes finas, pode atingir maior capacidade de deformação do que o shot peening tradicional.
V. Tecnologia de formação de shot peening ultrassônico
O shot peening ultrassônico usa principalmente ondas ultrassônicas para induzir vibrações mecânicas nos tiros, conduzindo assim os tiros para realizar o tratamento de shot peening na peça de trabalho.
O princípio básico é o seguinte:

O shot peening ultrassônico usa não apenas granalhas de aço como meio de peening, mas também agulhas de pulverização com diferentes raios de curvatura em suas extremidades.
A vantagem do shot peening ultrassônico é que ele pode atingir uma camada de tensão residual mais profunda do que o shot peening tradicional, e o valor da tensão residual também é maior, enquanto a rugosidade da superfície é melhor do que a do shot peening tradicional.
SONATS, uma empresa francesa, começou a pesquisar esta tecnologia em 1996 e agora desenvolveu um conjunto de tecnologia de shot peening ultrassônico e equipamento correspondente de shot peening ultrassônico, que é amplamente utilizado nas indústrias aeroespacial, construção naval e automotiva.
VI. Desenvolvimento de Tecnologia de Shot Peening
A formação de shot peening também tem limitações óbvias, como a tendência de deformação esférica, deformação limitada, condições de restrição rigorosas e numerosos fatores de influência.
No entanto, as excelentes características da conformação por shot peening fazem com que as pessoas busquem constantemente novas maneiras e métodos para romper suas limitações, explorar continuamente o potencial inerente da tecnologia de conformação por shot peening e atender continuamente aos requisitos de conformação e desempenho especial de componentes que estão se tornando cada vez mais exigentes. , representado por painéis integrais de asas metálicas complexas de aeronaves de grande e médio porte.







