
A dobra de bainha (achatamento) é um método de operação de dobra frequente que normalmente envolve dobrar a borda de uma peça de trabalho em bordas paralelas ou arredondadas, conforme ilustrado na Figura 1.
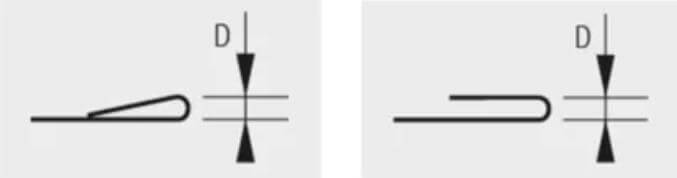
Figura 1 Diagrama esquemático de bainha e dobra
O objetivo da bainha e da dobra é remover arestas vivas, aumentar a resistência da peça de trabalho e melhorar sua aparência.
O processo de flexão de achatamento normalmente envolve duas etapas:
(1) Pré-dobre a peça de trabalho em 30° e, em seguida, alise e dobre a peça de trabalho conforme mostrado na Figura 2.
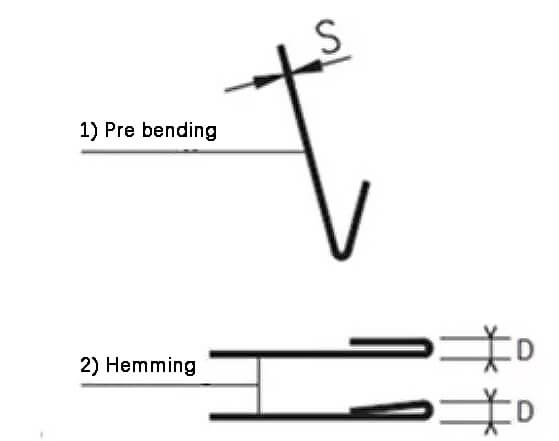
Fig. 2 Etapas de bainha e dobra
Para escolher a solução correta de dobra por achatamento, é necessário primeiro considerar o material e a espessura da peça de trabalho e a frequência da dobra por achatamento.
(2) É importante observar que a matriz de bainha também pode ser usada para dobra regular quando a bainha não é necessária.
Existem dois tipos de bainhas:

- ACHATAMENTO PARCIAL: a chapa é engordada com pouca força, portanto o retorno elástico gera um formato de lágrima entre o lado achatado e o resto da chapa (ver imagem acima à esquerda)。
- ACHATAMENTO: a chapa está completamente engordada (ver imagem acima à direita)。
Os gráficos à direita mostram a força necessária para produzir os dois tipos de bainha descritos acima.

- Coluna 1: S = Espessura da chapa metálica
- Coluna 2: A = altura de achatamento
- Coluna 3: Força necessária por metro para achatar chapa metálica com 450N/mm2 resistência à tração (aço macio), 1 T = 9,8 KN
- Coluna 4: achatar chapa metálica com 700N/mm2 resistência à tração (aço inoxidável)
Existem quatro soluções diferentes de dobra de bainha para atender diferentes condições de dobra:
(1) Matriz de bainha de fundo plano;
(2) Matriz de bainha em forma de U;
(3) Matriz de bainha tipo mola;
(4) Mesa de bainha hidráulica.
Relacionado: Calculadora de força de flexão em forma de V e U
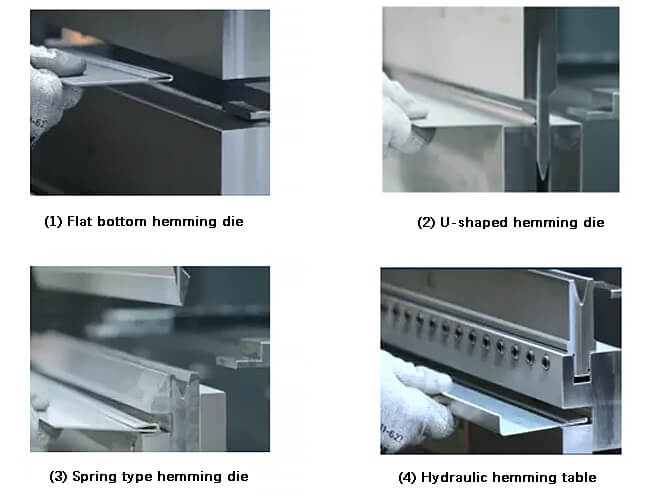
Fig. 3 Quatro soluções de bainha e dobra
1. Matriz de bainha de fundo plano
A matriz de bainha de fundo plano realiza a bainha e a dobra através do uso de dois conjuntos de matrizes, ou seja, um conjunto de matrizes padrão superior e inferior e um conjunto de matrizes de fundo plano superior e inferior são empregados juntos, conforme ilustrado na Figura 4.
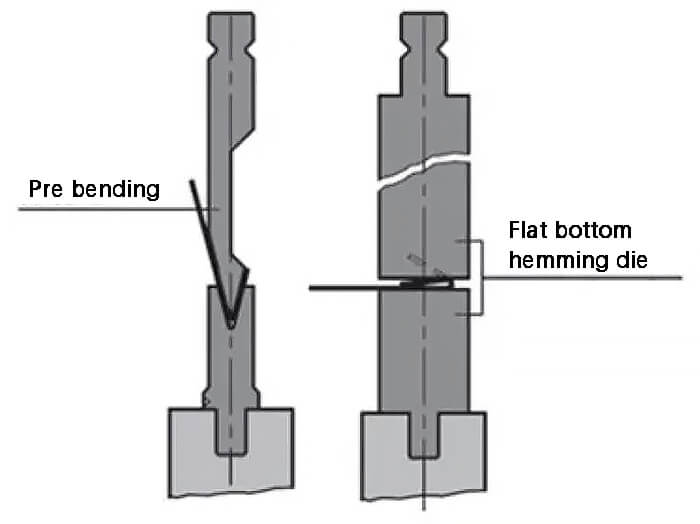
Fig. 4 Diagrama esquemático da matriz de bainha com fundo plano
O processo começa com a pré-dobra da peça a 30° usando uma matriz padrão.
Em seguida, a peça de trabalho é achatada e dobrada na matriz de fundo plano.
Como a matriz de bainha com fundo plano requer um processo de dobra em duas etapas, ela é principalmente adequada para condições de trabalho onde a bainha e a dobra são pouco frequentes e oferecem boa relação custo-benefício.
No entanto, existe alguma força lateral durante a bainha e a espessura máxima da placa de aço carbono achatada é limitada a 2 mm.
Para resolver a espessura limitada na dobra achatada, uma matriz inferior plana móvel tipo esfera foi introduzida de forma inovadora. A espessura máxima da chapa achatada de aço carbono ou chapa de aço inoxidável agora pode chegar a 4 mm, conforme demonstrado na Figura 5.
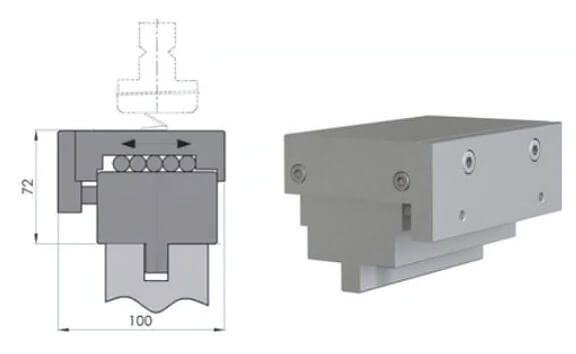
Fig. 5 Diagrama esquemático da matriz inferior móvel tipo esfera
2. Matriz de bainha em forma de U
Um conjunto de matrizes de bainha em forma de U pode ser usado para pré-dobrar e achatar, conforme ilustrado na Figura 6.
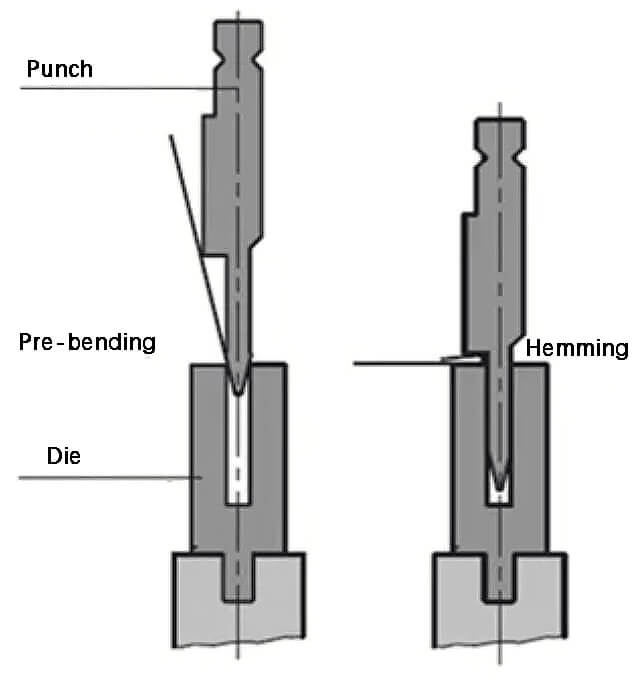
Fig. 6 Diagrama esquemático da matriz de bainha em forma de U
O benefício da matriz de bainha em forma de U é a sua versatilidade; quando não é necessário para bainhas e dobras, pode ser utilizado para dobras a ar padrão, oferecendo alto aproveitamento e economia.
A espessura máxima para uma placa de aço carbono achatada é de 1,5 mm, enquanto a espessura máxima para uma placa de aço inoxidável achatada é de 1 mm. O tamanho mínimo do flange que pode ser achatado é de aproximadamente 14 mm.
3. Matriz de bainha tipo mola
A matriz de bainha de mola compreende uma matriz superior padrão de 28° e uma matriz inferior de bainha de 30°. A inserção da bainha da matriz inferior é sustentada por uma mola.
Durante o processo de bainha, a peça pré-dobrada é colocada entre a inserção de bainha e a inserção guia da matriz inferior de bainha. A inserção de bainha segue a descida da matriz superior e pressiona para baixo até que a peça pré-dobrada fique achatada.
A espessura máxima que a matriz de bainha de mola pode achatar em uma placa de aço carbono é de 2 mm.
Como as outras soluções de bainha, a matriz de bainha com mola também pode ser usada para dobra de ar padrão quando não for usada para dobra de bainha.
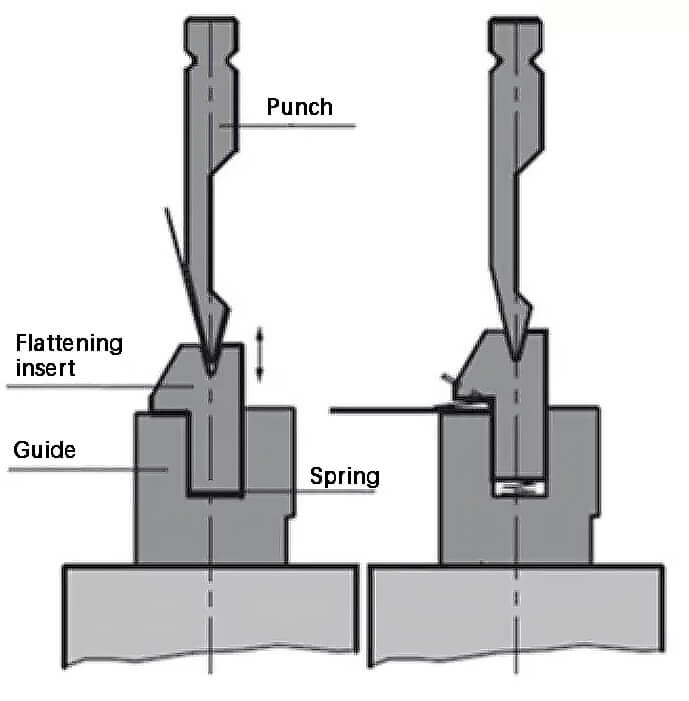
Fig. 7 Diagrama esquemático da matriz de bainha de mola
4. Mesa de bainha hidráulica
A mesa de bainha hidráulica (conforme ilustrada na Figura 8) opera de forma semelhante à matriz de bainha com mola, mas em vez de uma mola, um cilindro hidráulico é usado para controlar a elevação da inserção de bainha.
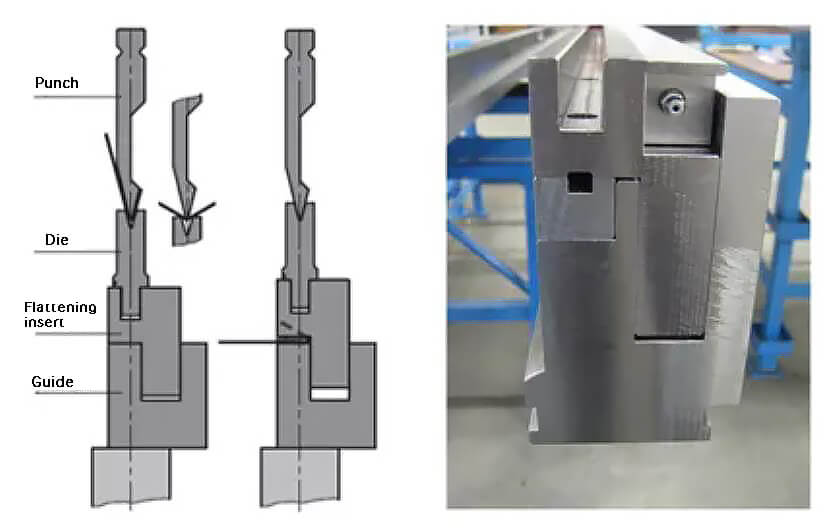
Fig. 8 Diagrama esquemático da bancada de bainha hidráulica
A pressão do óleo é de 100 bar, o que permite dobrar peças mais grossas e pesadas. Para aumentar ainda mais a vida útil da mesa de bainha hidráulica, um inserto de bainha endurecido pode ser adicionado.
A matriz inferior padrão pode ser colocada na bancada de bainha hidráulica e a abertura em V pode ser selecionada de acordo com suas necessidades, até um máximo de 40 mm. A matriz inferior pode ser fixada manual ou automaticamente para trocas de matriz mais eficientes.
A mesa de bainha hidráulica é capaz de aplainar chapas de aço carbono com espessura de até 3 mm. A matriz de bainha de mola ou a mesa de bainha hidráulica podem ser fixadas no acessório ou na mesa de compensação mecânica.
A mesa de bainha hidráulica também pode ser instalada diretamente na viga inferior da dobradeira, o que proporciona maior altura de abertura e flexibilidade.
Conclusão
Concluindo, cada uma das quatro diferentes soluções de bainha e dobra tem suas próprias vantagens. Dependendo do cenário de aplicação de bainha e dobra, você pode escolher a solução apropriada.







