
As indústrias de eletrônicos de consumo e automotiva desempenham um papel crucial no aumento da utilização do cobre no processamento industrial e na fabricação de produtos.
À medida que é desenvolvida nova tecnologia de bateria com capacidade melhorada, aumenta também a necessidade de tecnologia de ligação compatível.
Apesar da soldagem suave ainda ser a principal tecnologia para aplicações eletrônicas de consumo de baixa potência, ela deve ser empregada em situações onde estejam presentes altas correntes de transmissão ou altas cargas e tensões dinâmicas nas juntas.
Esta tendência é particularmente influenciada pela indústria de veículos eléctricos e pelos seus fornecedores, que procuram processos robustos e eficientes para operações de produção em massa, tais como armazenamento de energia e transmissão em linha.

No passado, as propriedades físicas do cobre e das ligas de cobre limitavam o uso da tecnologia laser para soldagem.
No entanto, o advento dos lasers de fibra de alta potência e alto brilho superou essas limitações.
Com o desenvolvimento de novas e apropriadas tecnologias de processamento, juntas estáveis e livres de defeitos podem ser produzidas através de um processo de soldagem eficiente.
Laser infravermelho próximo, desafio da soldagem de cobre
As dificuldades na soldagem a laser do cobre decorrem de duas de suas propriedades físicas: baixa absorção da maioria dos lasers industriais de alta potência e alta condutividade térmica durante o processo.
A absorção do cobre aumenta à medida que o comprimento de onda diminui, tornando os lasers de banda visível, como os lasers verdes com comprimento de onda de 532 nm, adequados para soldagem de cobre. No entanto, estes lasers não estão disponíveis ou não foram exaustivamente testados para a faixa de potência necessária para a maioria das aplicações de soldagem.

Fig. 1: Soldagem de cobre sem defeitos através do processo de oscilação do feixe em alta velocidade
Os lasers infravermelhos enfrentam problemas de absorção ao trabalhar com materiais sólidos.
Durante a soldagem de penetração profunda, se o material derreter ou evaporar, sua taxa de absorção aumenta bastante.
A taxa de absorção do cobre sólido é inferior a 4%, mas a taxa de absorção do vapor de cobre (gerado durante a soldagem de penetração profunda) é superior a 60% (consulte a tabela abaixo).
Este problema de absorção pode ser resolvido utilizando uma densidade de potência muito elevada, que acelera a fusão e a evaporação do cobre e, portanto, aumenta a sua absorção.
Tabela: absortividade do cobre à radiação laser infravermelha sob diferentes estados.
| Estado | Taxa de absorção (%) |
| Sólido | 40 |
| Líquido | 10 |
| Penetração do buraco da fechadura | >60 |
A análise de vídeo de alta velocidade demonstra que um processo estável pode ser estabelecido em menos de 1 milissegundo.
Para soldagem por onda contínua (CW), esse desafio deve ser superado no início do processo de soldagem. Uma vez estabelecido o processo de soldagem tipo buraco de fechadura, ele fornece uma alta taxa de absorção consistente. Na operação pulsada, este obstáculo deve ser superado no início de cada pulso.
A alta densidade de potência necessária para soldagem pode ser alcançada usando um laser de fibra monomodo. Este tipo de laser possui qualidade de feixe e desempenho de foco superiores em comparação com outros lasers de estado sólido.
A IPG oferece lasers monomodo de alta potência de até 10 kW e lasers multimodo de alto brilho superiores a 10 kW, com designs sólidos e testados industrialmente.
Ao usar esses lasers de fibra monomodo e lasers de alto brilho no modo de baixa ordem, intensidades superiores a 108W/cm² podem ser alcançadas. O acoplamento confiável pode ser alcançado mesmo em níveis de potência de centenas de watts.
Comparado aos lasers multimodo comuns com a mesma potência, a intensidade desses lasers é até 50 vezes maior.
A IPG oferece a série YLR de lasers de fibra monomodo com uma faixa de potência de 100W a 1000W, alojados em uma estrutura compacta de 19″. A empresa também fornece a série YLS de lasers de fibra com potência de até 10 kW (Figura 2).
A eficiência geral de ambas as séries é de 40%.
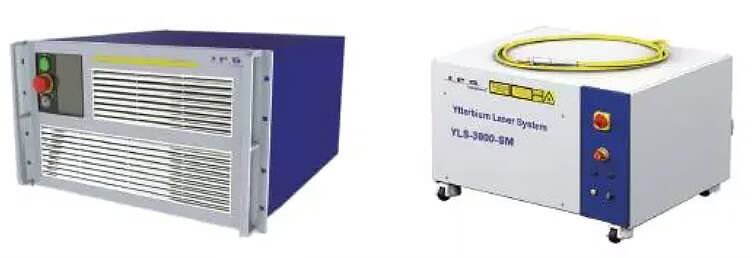
2: Laser de fibra monomodo de alta potência: rack refrigerado a ar tipo YLR-1000-SM (esquerda) e sistema de 3KW tipo YLS-3000-SM (direita).
Outro problema com o processo de soldagem de cobre é a instabilidade que ocorre em baixas velocidades de soldagem.
Normalmente, velocidades de soldagem abaixo de 5 metros por minuto enfrentam problemas de instabilidade, como respingos, porosidade e superfícies de solda irregulares.
Porém, à medida que a velocidade de soldagem aumenta, essas instabilidades desaparecem gradativamente.
Em velocidades de soldagem entre 5 e 15 metros por minuto, a qualidade atinge um nível aceitável.
Se a velocidade de soldagem exceder 15 metros por minuto, a solda resultante estará praticamente livre de defeitos (Figura 3).
Isto sugere que os parâmetros ideais de soldagem estão dentro das capacidades dos sistemas de movimento tradicionais, como os robôs.

Fig. 3: Efeito da velocidade de processamento na qualidade e profundidade da solda.
Novas pesquisas mostraram que a estabilidade do processo pode ser alcançada não apenas aumentando a velocidade de soldagem, mas também alterando dinamicamente a posição da lente guia do feixe.
Esta tecnologia oscilante permite a formação de juntas de solda estáveis em velocidades de soldagem relativamente baixas e reduz significativamente a profundidade da solda.
Através desta tecnologia, uma solda de cobre de alta qualidade com profundidade de até 1,5 mm pode ser obtida usando apenas um laser de fibra monomodo com potência de 1KW.
A mesma tecnologia pode ser aplicada a lasers multimodo de alto brilho.
Um laser de fibra de 6 kW com qualidade de feixe de 2 mm mrad foi usado nos testes e descobriu-se que foi possível obter soldagem de alta qualidade com profundidade de solda de 5 mm.

Fig. 4: Juntas soldadas oscilantes das séries FLW-D30 e FLW-D50 lançadas pelo IPG
O controle dinâmico do feixe pode ser obtido através do uso de um galvanômetro de varredura tradicional ou de um novo cabeçote oscilante, que combina os benefícios de uma junta soldada comprovada e de um galvanômetro de varredura.
Esses galvanômetros podem incorporar facilmente formas pré-programadas, como círculos, linhas ou um “formato 8”, bem como formas livremente programáveis dentro de um determinado tamanho.
Uma de suas principais vantagens é que ele pode usar uma lente de foco padrão em vez de um espelho de campo f-teta e pode lidar com maior densidade de potência em um nível de deslocamento de foco mais baixo.
Além disso, o uso de cortina de ar transversal convencional e janela de proteção reduz o custo de consumíveis.
As séries FLW-D50 e FLW-D30 de juntas soldadas oscilantes lançadas pelo IPG podem operar em frequências oscilantes de até 1 kHz e podem ser perfeitamente integradas em vários sistemas de processamento (Figura 4). Essas juntas soldadas podem suportar potências de laser de até 12 kW.
Eresultado experimental
Ao soldar um caminho complexo com mudanças de direção de soldagem, o movimento oscilante circular produz os melhores resultados.
A velocidade final do feixe pode ser controlada com precisão através da frequência de oscilação e do diâmetro de oscilação (VC = πD f).
Na maioria dos casos, o impacto do vetor de velocidade de soldagem (VW) no posicionamento dinâmico da velocidade do feixe circular (VC) é mínimo, pois a velocidade do feixe é muito mais rápida que a velocidade de soldagem (VW).

Fig. 5: Efeito da amplitude de oscilação na largura e qualidade da solda
A configuração de frequência ideal depende do tamanho do ponto, do diâmetro de oscilação (e da velocidade do feixe circular resultante, VC) e da velocidade de soldagem linear.
A Figura 5 ilustra a superfície de solda sob potência, frequência e velocidade de soldagem constantes, mas com diâmetros de oscilação variados.
O tamanho do ponto é de aproximadamente 30 μm a uma distância focal de 300 mm. A potência do laser é mantida constante em 1kW e a velocidade linear de soldagem é definida em 1 metro por minuto.
Sem movimento de oscilação, esses parâmetros resultariam em um processo instável, como poças de fusão e poros superaquecidos.
À medida que o diâmetro de giro aumenta e a velocidade do feixe circular melhora, a qualidade da superfície torna-se cada vez mais estável.
Dependendo dos parâmetros de oscilação e do tamanho do ponto, a viga e o buraco da fechadura podem se mover tanto no banho de metal quanto em materiais sólidos e ressólidos, e o processo ainda pode alcançar estabilidade em ambos os casos.
A seção transversal da solda mostra outra vantagem desta tecnologia: o diâmetro de giro pode ser usado para moldar a seção transversal da solda.
Um pequeno diâmetro de oscilação forma uma seção transversal em forma de V típica da soldagem a laser, enquanto um diâmetro maior pode transformar a solda de um formato de V em um formato de U ou um retângulo regular (Figura 6).
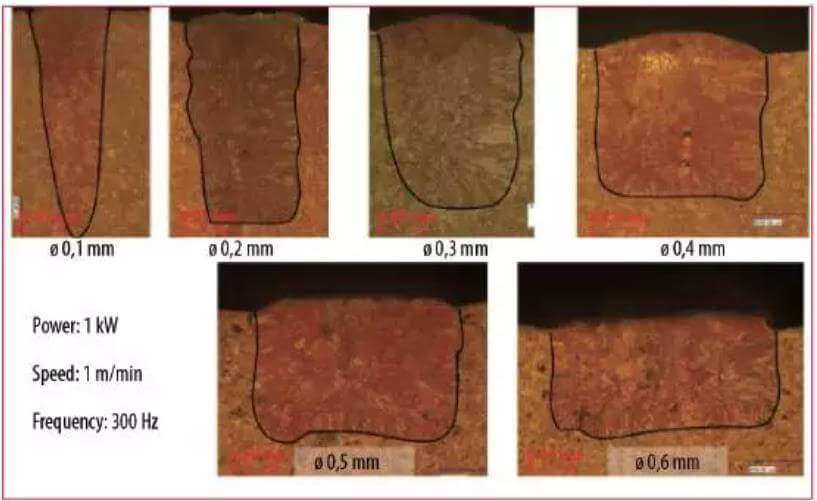
Fig. 6: Efeito da amplitude de oscilação na seção transversal da solda
Quando a entrada de energia por unidade de comprimento da solda permanece constante (E = P vw), a seção transversal da solda permanece quase inalterada. Esta tecnologia permite atender aos requisitos específicos de seção transversal para diversas aplicações.
No caso de soldagem por sobreposição para contatos elétricos, a resistência pode ser diminuída aumentando a área de contato e controlando adequadamente a profundidade da soldagem e a entrada de calor.
Ao soldar materiais diferentes, como cobre e alumínio, a taxa de fusão dos materiais pode ser regulada controlando a profundidade da soldagem. Ao derreter superficialmente a placa de metal inferior, a quantidade de material fundido pode ser mantida no mínimo e a formação de compostos intermetálicos pode ser reduzida controlando a razão de diluição.
Pulso, contínuo ou ambos?
Nos últimos anos, lasers de fibra de pulso longo com duração de pulso de vários milissegundos foram introduzidos no mercado, substituindo os tradicionais lasers Nd:YAG bombeados por lâmpada de flash em uma ampla gama de aplicações. Esses lasers incluem lasers de modo único com potência média de 250 W e potência de pico de até 2,5 kW.
Anteriormente, a questão da soldagem por pulso de cobre foi discutida. É crucial resolver o problema da absorção fraca no início do pulso e as subsequentes dificuldades no controle da entrada de energia devido a mudanças repentinas na absortividade e na condução de calor.
Usar um laser monomodo para reduzir o tamanho do ponto pode contornar o problema de absorção, mas, ao mesmo tempo, a entrada de energia concentrada pode resultar em juntas de solda pequenas e fracas e superaquecimento do fundido.
A solução para este problema é simples e semelhante ao processo utilizado para lasers contínuos. A mesma tecnologia de swing pode ser aplicada a lasers quase contínuos (QCW).
O movimento do feixe de alta frequência faz com que o feixe de laser se mova por uma distância relativamente longa em um tempo de pulso relativamente curto, realizando efetivamente uma soldagem quase contínua durante um pulso. Por exemplo, um pulso longo de 20 ms a uma frequência de oscilação de 600 Hz pode produzir juntas de solda circulares ou soldagem de fio curto composta por doze feixes rotativos.
Ao adicionar pulsos um por um às soldas lineares, a soldagem de cobre de alta qualidade pode ser alcançada com baixa potência média e um baixo custo de investimento correspondente. A solidificação e a refusão entre os pulsos não levarão a defeitos de soldagem, como poros, respingos fortes ou profundidade de penetração irregular.
O diâmetro de giro determina o tamanho e a profundidade da solda, e a entrada de calor é muito menor, facilitando a soldagem de componentes elétricos importantes com um laser de fibra pulsado.
Resumo
Experimentos mostraram que os lasers de fibra de alto brilho podem resolver com eficácia todos os problemas conhecidos em aplicações de soldagem de cobre. A alta densidade de potência desses lasers permite a formação instantânea de buracos de fechadura e garante estabilidade e alta absortividade, mesmo no comprimento de onda de 1070nm.
Através da oscilação dinâmica do feixe, o processo de soldagem é altamente estável, reduzindo ou eliminando porosidade e respingos para produzir soldas de alta qualidade. Os parâmetros de oscilação da viga também podem ser ajustados para controlar a geometria da soldagem, resultando em soldas superficiais em processos de soldagem de penetração profunda.
Usando um laser de fibra quase contínuo de pulso longo, a soldagem por pontos pode ser realizada em um único pulso por meio do movimento dinâmico de alta velocidade do feixe. Ao aumentar gradualmente o número de pulsos, soldas de alta qualidade podem ser alcançadas com uma potência média baixa.























































