
O termo inglês “parafuso” é uma palavra que sofreu mudanças significativas de significado ao longo dos últimos séculos.
Além do nome, o humilde parafuso, desde a sua invenção até a padronização de ser apertado no sentido horário e afrouxado no sentido anti-horário, durou milhares de anos.
Você já se perguntou por que os parafusos são apertados especificamente no sentido horário?
Foi um amigo de Platão quem inventou o parafuso.
As seis ferramentas mecânicas mais simples são: parafuso, plano inclinado, alavanca, polia, cunha, roda e eixo.
Entre estas seis máquinas simples, o parafuso é essencialmente um eixo com uma superfície helicoidal enrolada em torno dele. Até hoje, os parafusos desenvolveram tamanhos padronizados. O método típico de usar um parafuso envolve apertá-lo girando-o no sentido horário (oposto ao afrouxamento).
A predominância do aperto no sentido horário é determinada principalmente pelo destro.
Inicialmente, os parafusos eram feitos à mão, resultando em detalhes inconsistentes, muitas vezes dependendo da preferência do artesão.
Em meados do século XVI, o engenheiro da corte francesa Jaques Besson inventou o torno capaz de cortar roscas de parafusos, tecnologia que levou 100 anos para se difundir. Em 1797, o inglês Henry Maudsley inventou o torno moderno, melhorando significativamente a precisão da rosca.
No entanto, os tamanhos e a finura dos parafusos careciam de padronização até 1841. O aprendiz de Maudsley, Joseph Whitworth, apresentou um artigo à Sociedade Municipal de Engenheiros, defendendo a padronização dos modelos de parafusos.
Ele propôs dois pontos:
- O ângulo de inclinação da rosca deve ser padronizado em 55°.
- Independentemente do diâmetro do parafuso, deve-se adotar um número padrão de roscas por polegada.
A fabricação dos primeiros parafusos era um desafio, “exigindo três ferramentas de corte e duas máquinas”.
Para resolver os problemas de fabricação do padrão britânico, o americano William Sellers inventou uma rosca de topo plano em 1864. Esta pequena inovação simplificou a fabricação de parafusos para exigir apenas uma ferramenta de corte e uma máquina, tornando o processo mais rápido, fácil e econômico. .
As roscas dos vendedores tornaram-se populares nos Estados Unidos e rapidamente se tornaram o padrão para as empresas ferroviárias americanas.
Características das juntas aparafusadas
Principais Variáveis no Processo de Aperto
- Torque (T): O torque de aperto aplicado, medido em Newton metros (N·m);
- Força de fixação (F): A força real de fixação axial (compressão) entre os corpos unidos, medida em Newtons (N);
- Coeficiente de Atrito (U): Coeficiente de torque consumido pela cabeça do parafuso e par de roscas, entre outros;
- Ângulo de Rotação (A): O ângulo da rosca que o parafuso precisa girar com base em um determinado torque aplicado, para atingir um determinado alongamento axial ou compressão das peças unidas.
Métodos de controle de aperto de parafusos
- Método de controle de torque
Definição: Um método de controle que interrompe o aperto imediatamente quando um torque definido é alcançado.
Vantagens: O sistema de controle é simples, direto e a qualidade do aperto pode ser facilmente verificada com um sensor de torque ou uma chave dinamométrica de alta precisão.
Desvantagens: A precisão do controle não é alta (erro de força de pré-tensão de ±25% ou mais) e não utiliza totalmente o potencial do material.
- Método de controle de ângulo de torque
Definição: Um método que primeiro aperta o parafuso com um pequeno torque e então, a partir deste ponto, aperta-o em um ângulo especificado.
Vantagens: Alta precisão da força de pré-tensão axial (±15%), conseguindo forças de pré-tensão axiais mais elevadas, com valores bem distribuídos em torno da média.
Desvantagens: O sistema de controle é mais complexo, exigindo medição tanto de torque quanto de ângulo; e o departamento de inspeção de qualidade pode achar difícil identificar um método apropriado para verificar os resultados do aperto.
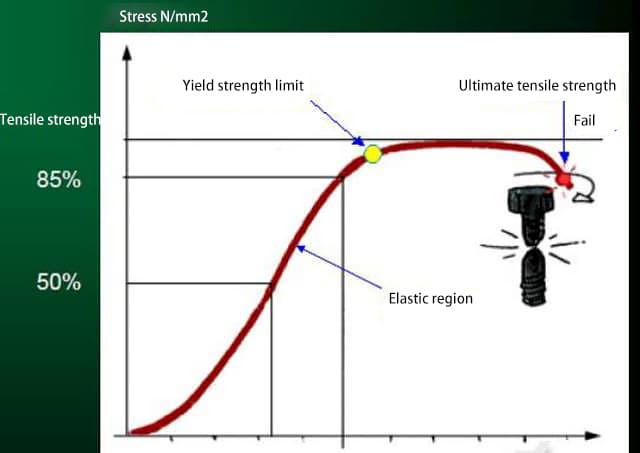
- Método de controle de ponto de rendimento
Definição: Um método que interrompe o aperto quando o parafuso é apertado até seu ponto de escoamento.
Vantagens: Precisão de aperto muito elevada, com erro de força de pré-tensão controlável dentro de ±8%; no entanto, sua precisão depende principalmente do próprio limite de escoamento do parafuso.
Desvantagens: O processo de aperto requer cálculo e julgamento dinâmico e contínuo da inclinação da curva de torque e ângulo de rotação, exigindo alto desempenho em tempo real e velocidade de cálculo do sistema de controle.







