As conexões roscadas, um método de fixação removível e amplamente utilizado, são de estrutura simples, confiáveis e fáceis de montar e desmontar. Eles são um dos métodos de conexão mais utilizados e mais amplos em estruturas de produtos de chapa metálica, possuindo vantagens insubstituíveis.
Os métodos comuns de rebitagem para fixadores roscados em peças de chapa metálica incluem rebitagem por pressão, rebitagem por expansão e rebitagem por tração.
1. Princípios para Seleção de Rebites
1) Preste atenção às dimensões externas do rebite para evitar interferências.
2) Dependendo do método de rebitagem do rebite, considere a direção da força aplicada ao rebite durante a montagem para evitar incidentes de arrancamento.
3) O comprimento da seção do rebite deve ser um pouco menor que a espessura da chapa, determinada com base na espessura da chapa.
4) Ao escolher os rebites, considere o método de rebitagem e deixe espaço para a operação de rebitagem.
5) Como a placa de base se deforma durante a rebitagem por prensa e a conexão se deforma durante a rebitagem por expansão, para aço inoxidável ou materiais com maior dureza, escolha o método de rebitagem por expansão.
6) Para placas de base com menos de 1 mm de espessura, deve-se evitar a rebitagem por pressão. Se houver requisitos especiais, use o método de rebitagem por expansão.
7) Os rebites inchados são mais seguros que os rebites de pressão e devem ser usados, a menos que haja requisitos especiais.
8) Para placas de base com espessura superior a 3,0 mm, rebites de pressão de cabeça hexagonal devem ser evitados. Use rebites de cabeça redonda para garantir o nivelamento após a rebitagem.
9) Ao escolher rebites de prensar, observe: os rebites de prensar de cabeça redonda M5 e inferiores são adequados para rebitar folhas com espessura entre 1,0 ~ 2,0 mm; Os rebites de cabeça redonda M6 são adequados para rebitar folhas com espessura entre 2,0 ~ 2,5 mm; Os rebites de cabeça redonda M8 são adequados para rebitar folhas com espessura superior a 2,5 mm.
2. Formas Estruturais e Processo de Rebitagem de Componentes Rebitados
As formas estruturais comuns de componentes rebitados incluem colunas de porca de rebite de pressão, porcas de rebite de pressão (prisioneiros), porcas de rebite expansíveis (prisioneiros), porcas de rebite de tração, porcas de rebite de pressão flutuante e muito mais.
(1) Pressione a coluna da porca do rebite
Também conhecido como rebite de pressão ou coluna de porca, é um tipo de fixador amplamente utilizado em chapas metálicas, placas finas, chassis e gabinetes. Não existe um padrão nacional específico para colunas de porcas de rebite prensadas. A base da coluna da porca rebite de pressão é hexagonal e a outra extremidade é cilíndrica, com uma ranhura no meio da base hexagonal e do cilindro.
A rebitagem por prensagem é realizada em uma prensa especial usando um molde, aplicando uma certa pressão para pressionar a cabeça hexagonal em um furo pré-definido na placa (o diâmetro do furo pré-definido é geralmente um pouco maior que o exterior diâmetro do cilindro da coluna da porca rebite de pressão).
Isto causa deformação plástica ao redor do furo, com a parte deformada sendo comprimida na ranhura da coluna da porca do rebite de pressão, rebitando assim a coluna da porca do rebite de pressão firmemente na placa. Este tipo de rebitagem geralmente exige que a dureza da coluna da porca do rebite de pressão seja maior que a dureza da placa fina.
Placas comuns de aço de baixo carbono (dureza inferior a 70HRB), placas de liga de alumínio, placas de cobre, etc. são todas adequadas para colunas de porca de rebite prensadas. Para placas de aço inoxidável e placas de aço de alto carbono, devido ao seu material duro, colunas especiais de porca de rebite prensadas de alta resistência não são apenas caras, mas também difíceis de prensar, não confiáveis na rebitagem e fáceis de cair.
Para garantir a confiabilidade da rebitagem, muitas vezes é necessário soldar 2 a 3 pontos na lateral da coluna da porca do rebite prensado, portanto o processo é ruim. Caso o produto deva ser rebitado com chapas de aço inoxidável e aço de alto carbono, a dureza da chapa de aço deve ser inferior a 80HRB.
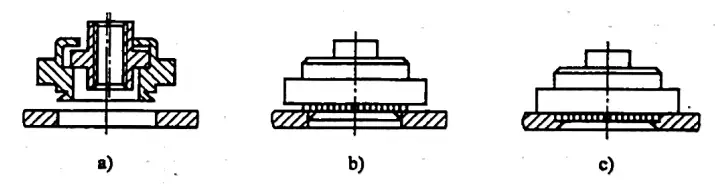
Portanto, peças de chapa metálica com colunas de porcas de rebite prensadas devem evitar o uso de placas de aço inoxidável. O mesmo se aplica aos parafusos de rebite de pressão e às porcas de rebite de pressão, que não são adequados para uso em placas de aço inoxidável. O processo de rebitagem por pressão da coluna da porca de rebite por pressão é mostrado na Figura 9-1.
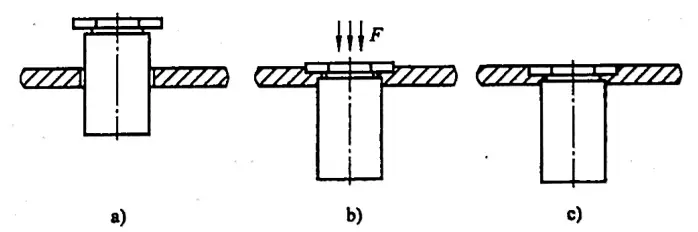
- a) Estado inicial
- b) Processo de deformação
- c) Conclusão da rebitagem
(2) Pressione a porca do rebite
As porcas de rebite prensadas também são um tipo de fixador amplamente utilizado em chapas metálicas, placas finas, caixas de máquinas e gabinetes.
Atualmente não existe um padrão nacional específico para porcas de rebite prensadas. Eles diferem das colunas de porca de rebite de pressão por terem acrescentado degraus serrilhados e cabeças invertidas, parecendo em forma circular. O princípio de rebitagem da porca de rebite de prensagem é o mesmo da coluna de porca de rebite de prensagem. O processo de rebitagem da porca rebite de pressão é mostrado na Figura 9-2.
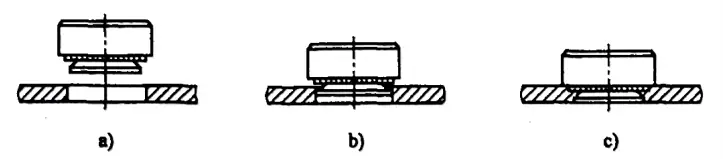
- a) Estado inicial
- b) Processo de deformação
- c) Conclusão da compressão
(3) Porca de rebite inchada
A porca de rebite expansível é um tipo de fixador usado em chapas metálicas, placas finas, caixas de máquinas e gabinetes. Atualmente, não existem normas nacionais específicas para porcas de rebite intumescentes. Existem dois tipos de porcas de rebite: hexagonais e redondas.
Antes de instalar a porca rebite expansível, um furo inferior deve ser pré-definido na chapa metálica. Em seguida, a porca de rebite expansível é inserida no orifício. Em uma prensa especial, usando um molde (com um cone na cabeça superior do molde), uma certa pressão é aplicada para expandir parte do cabo da porca do rebite inchado (fazendo com que parte do material sofra deformação plástica).
Isso forma uma certa conicidade, fazendo com que a porca do rebite inchado se encaixe perfeitamente na chapa metálica, fixando assim a porca do rebite inchado na placa fina, completando a rebitagem. A porca de rebite inchada geralmente não precisa ser endurecida para garantir sua tenacidade, garantindo que possa ser apertada sem rachar.
O processo de rebitagem é relativamente simples, mas como a conexão entre a porca do rebite inchado e a chapa metálica é uma conexão deformada na direção circunferencial, ela pode suportar uma força de expulsão maior, mas o torque que pode suportar é menor.
Para compensar esta deficiência, recomenda-se a utilização de porcas de rebite onduladas hexagonais com fivelas reversas ou porcas de rebite onduladas redondas com serrilhadas. A mordida entre a fivela reversa ou serrilhada e a chapa metálica aumenta o torque que a porca do rebite expansível pode suportar. O processo de dilatação da porca do rebite é mostrado na Figura 9-3.
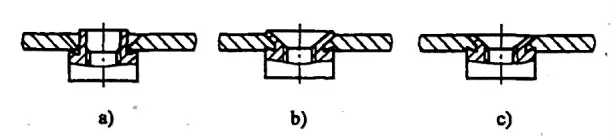
- a) Estado inicial
- b) Deformação perturbadora a frio
- c) Conclusão da estampagem
(4) Porca de rebite
Também conhecida como porca rebitada ou tampa de rebite, é comumente usada para fixar várias peças de chapa metálica. Rebitagem refere-se ao processo em que a porca do rebite, sob a influência da força de tração externa, sofre localmente deformação por expansão plástica (geralmente em locais especialmente projetados) para fixar a chapa, conseguindo assim uma conexão confiável.
O método de processo de rebitagem envolve o uso de uma pistola de rebitagem especializada. A pistola de rebitagem aciona o parafuso em sua cabeça para girar através do engate com a rosca interna da porca do rebite, levando ao movimento linear correspondente da porca do rebite e fazendo com que a área de parede fina da porca do rebite se expanda e se deforme até que prende a folha.
Ao fixar a chapa através de deformação local, a porca de rebite pode suportar uma grande força de expulsão e uma certa quantidade de torque. Às vezes, para garantir a capacidade de suportar um grande torque, podem ser utilizadas porcas de rebite hexagonais ou serrilhadas. A vantagem das porcas rebites é a construção unilateral, não afetada pelo fechamento do produto. O processo de rebitagem da porca rebite é mostrado na Figura 9-4.
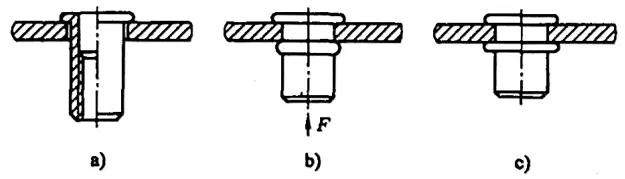
- a) Estado inicial
- b) Deformação sob tensão
- c) Conclusão da Rebitagem
1) Os materiais comuns para porcas de rebite incluem aço, liga de alumínio e aço inoxidável. As variedades incluem porcas de rebite de cabeça chata (GB/T17880.1-1999), porcas de rebite escareadas (GB/T17880.2-1999), porcas de rebite escareadas pequenas (GB/T17880.3-1999), porcas de rebite escareadas pequenas de 120° (GB/T17880.4-1999) e porcas de rebite hexagonais de cabeça chata (GB/T17880.5-1999).
2) O uso de porcas de rebite: se um produto exigir que a porca seja montada externamente enquanto o espaço interno for estreito, impedindo a entrada da cabeça da máquina de rebitagem para rebitagem, e métodos como flangeamento e rosqueamento não puderem atender aos requisitos de resistência, então nenhum dos dois pressionar nem expandir a rebitagem funcionará, necessitando do uso de rebitagem de tração. As porcas rebites são adequadas para conectar peças de chapa metálica com espessura entre 0,5 e 6m.
(5) Porcas de rebite flutuantes
Produtos de chapa metálica, como gabinetes e gabinetes de computador, são normalmente compostos de muitas peças. Algumas peças ou componentes de chapa metálica, devido à estrutura geral complexa das caixas ou gabinetes e aos grandes erros cumulativos de tamanho de montagem, resultam em desvios significativos na posição de montagem das porcas de rebite, dificultando a montagem de outras peças e, em alguns casos, , impossível.
Portanto, o uso de porcas de rebite flutuantes em determinadas posições, em vez de outros tipos de porcas de rebite, pode melhorar significativamente esta situação. O processo de rebitagem da porca rebite flutuante é mostrado na Figura 9-5. Atualmente não existem padrões nacionais para porcas de rebites flutuantes, apenas padrões da indústria. Ao optar por utilizá-los, o tamanho do furo predefinido e o espaço de instalação devem ser determinados de acordo com as amostras do produto do fabricante.
- a) Estado inicial
- b) Processo de Deformação
- c) Conclusão da Rebitagem de Imprensa
(6) Dimensões do furo inferior da peça rebitada e espessura da chapa aplicável
1) Para saber o diâmetro do furo inferior do pilar da porca rebitada por pressão, consulte a Tabela 9-1.
Tabela 9-1 Diâmetro do furo inferior do pilar da porca rebitada por pressão (Unidade: mm)
| Especificações de rosca | Nome de código | Diâmetro d do furo base |
| M3×0,5 | (B)S0(0)(S)-M3-H | φ4,2 |
| M3×0,5 | (B)S0(0)(S)-3.5M3-H | φ5,4 |
| M4×0,7 | (B)S0(0)(S)-M4-H | φ6,0 |
| M4×0,7 | (B)S0(0)(S)-3.5M4-H | φ7,2 |
| M5 ×0,8 | (B)S0(0)(S)-M5-H | φ7,2 |
| M6×1,0 | (B)S0(0)(S)-M6-H | φ8,7 |
Nota: S0 S0S denota colunas de porcas de rebite prensadas sem rosca e com furo passante; S00 S00S denota colunas de porca de rebite de pressão com rosca passante. Adicionar um B antes do termo indica um buraco cego; adicionar um S no final significa que o material é aço inoxidável e, sem um S, é aço. H representa a altura da coluna da porca.
2) Consulte a Tabela 9-2 para obter o diâmetro do furo inferior da porca rebitada por pressão.
Tabela 9-2: Diâmetro do furo inferior da porca rebitada por pressão (Unidade: mm)
| Especificações de rosca | Nome de código | Diâmetro d do furo base |
| M2x0,4 | S(CLS)-M2-A(0,1,2) | φ4,2 |
| M2. 5 × 0,45 | S(CLS)-M2.5-A(0,1,2) | φ4,2 |
| M3x0,5 | S(CLS)-M3-A(0,1,2) | φ4,2 |
| M4x0,7 | S(CLS)-M4-A(0,1,2) | φ5,4 |
| M5×0,8 | S(CLS)-M5-A(0,1,2) | φ6,4 |
| M6×1,0 | S(CLS)-M6-A(0,1,2) | φ8,7 |
Poste: CLS significa uma porca de rebite feita de aço inoxidável; S representa uma porca rebite de aço; A (código da alça) indica o código de espessura aplicável para a porca do rebite (0 indica uma espessura de 0,8-1,2 mm, 1 indica uma espessura de 1-1,5 mm, 2 indica uma espessura de 1,5 ~ 2,5 mm).
3) Consulte a Tabela 9-3 para obter o diâmetro do furo inferior da porca embutida.
Tabela 9-3 Diâmetro do furo inferior para porca embutida (Unidade: mm)
| Especificações de rosca | Nome de código | Diâmetro d do furo base |
| M2x0,4 | F(S)-M2-A | φ4,3 |
| M2,5×0,45 | F(S)-M2.5-A | φ4,3 |
| M3x0,5 | F(S)-M3-A | φ4,3 |
| M4x0,7 | F(S)-M4-A | φ$7,4 |
| M5x0,8 | F(S)-M5-A | φ7,9 |
| M6x1.0 | F(S)-M6-A | φ8,7 |
Nota: “F” indica uma porca de pressão; “S” significa que o material é bronze; “A” (código do punho) representa o código de espessura da placa aplicável para a porca de pressão.
4) Consulte a Tabela 9-4 para obter a espessura adequada da placa para a porca de pressão.
Tabela 9-4: Espessura da Placa Aplicável para Porca Pressionada (Unidade: mm)
| Lidar com código A | Especificações de rosca | |||||
| M2 | M2.5 | M3 | M4 | M5 | M6 | |
| 1 | 1,5-2,3 | 1,5~2,3 | 1,5-2,3 | 1,5-2,3 | 1,5-2,3 | |
| 2 | 2.3-3.2 | 2.3-3.2 | 2.3-3.2 | 2.3-3.2 | 2.3-3.2 | |
| 3 | 3,2-3,9 | |||||
| 4 | 4~4,7 | |||||
| 5 | >4,7 | |||||
5) Para saber o diâmetro do furo inferior da porca estampada, consulte a Tabela 9-5.
Tabela 9-5: Diâmetro do furo inferior da porca estampada (Unidade: mm)
| Especificações de rosca | Nome de código | Diâmetro d do furo base |
| M2,5×0,45 | Z-(S)-M2.5-A | φ5,0/Escareamento φ5,5×90° |
| M3x0,5 | Z-(S)-M3-A | 5.0/Escareamento φ5,5×90° |
| M4x0,7 | Z-(S)-M4-A | φ6,0/Escareamento φ7,0×90° |
| M5×0,8 | Z-(S)-M5-A | φ8.0/Escareamento φ9,0×90° |
| M6x1.0 | Z-(S)-M6-A | φ9,0/Escareamento φ10×90° |
| M8×1,25 | Z-(S)-M8-A | φ11/Escareamento φ12×90° |
Nota: A adição de 'S' significa que o material é aço inoxidável, enquanto a ausência de 'S' indica que o material é aço. 'A' (código da alça) representa o código para a espessura de chapa aplicável da porca rebite.
6) A espessura de chapa aplicável para porcas rebites de expansão redondas é mostrada na Tabela 9-6.
Tabela 9-6: Espessura da folha aplicável para porcas rebites de expansão redondas (Unidade: mm)
| Lidar com código A | Especificações de rosca | |||||
| M3 | M4 | M5 | M6 | M8 | M10 | |
| 1.2 | 1.2 | 1.2 | ||||
| 1,5 | 1,5 | 1,5 | ||||
| 2,0 | 2,0 | 2,0 | 2,0 | 2,0 | 2,0 | 2,0 |
| 3,0 | 3,0 | 3,0 | 3,0 | 3,0 | ||
7) A espessura de chapa aplicável para porcas rebites hexagonais é mostrada na Tabela 9-7.
Tabela 9-7 Espessura da folha aplicável da porca de rebite estampada hexagonal (Unidade: mm)
| Lidar com código A | Especificações de rosca | |||||
| M3 | M4 | M5 | M6 | M8 | M10 | |
| 1,5 | 1,5 | 1,5 | ||||
| 2,0 | 2,0 | 2,0 | 2,0 | |||
| 3,0 | 3,0 | 3,0 | 3,0 | 3,0 | ||
| 4,0 | 4,0 | 4,0 | 4,0 | 4,0 | ||
| 5,0 | 5,0 | 5,0 | 5,0 | |||
| 6,0 | 6,0 | 6,0 | ||||
Nota: As porcas rebites hexagonais são usadas principalmente para conexões envolvendo placas de base de cobre.
8) O diâmetro do furo inferior do parafuso de rebitagem de prensa pode ser encontrado na Tabela 9-8.
Tabela 9-8: Diâmetro do furo inferior do parafuso de rebitagem de prensa
(Unidade: mm)
| Especificações de rosca | Nome de código | Diâmetro d do furo base |
| M2,5×0,45 | FH(S)-2,5-L | φ2,5 |
| M3x0,5 | FH(S)-M3-L | φ3 |
| M3x0,5 | NFH(S)-M3-L | φ4,8 |
| M4x0,7 | FH(S)-M4-L | Φ4 |
| M4x0,7 | NFH(S)-M4-L | φ4,8 |
| M5x0. 8 | FH(S)-M5-L | φ5 |
| M5x0,8 | NFH(S)-M5-L | φ6,8 |
| M6 × 1,0 | FH(S)-M6-L | φ6 |
| M6 × 1,0 | NFH(S)-M6-L | φ6,8 |
Nota: 'S' indica que o material é cobre inoxidável, enquanto nenhum 'S' implica que o material é aço. 'FH' representa uma cabeça redonda, 'NFH' denota uma cabeça hexagonal e 'L' significa o comprimento total do parafuso.
9) Para o diâmetro do furo inferior da porca de rebite de tração e a espessura da placa aplicável, consulte o padrão nacional: Porca de rebite de cabeça chata (GB/T17880.1-1999), Porca de rebite escareada (CB/T17880.2 -1999), Porca de rebite escareada pequena (GB/T17880.3-199), Porca de rebite escareada pequena de 120° (GB/T17880.4-1999), Porca de rebite hexagonal de cabeça chata (GB/T17880.5-1999).
(7) A distância mínima do centro do furo inferior da peça rebitada até a borda da placa de base.
1) A distância mínima recomendada do centro do furo inferior do pino de porca de rebite de pressão comumente usado até a borda da placa de base é mostrada na Tabela 9-9.
Tabela 9-9 Distância mínima recomendada do centro do furo inferior do pino de porca de rebite de pressão comumente usado até a borda da placa de base (unidade: mm).
| Especificações de rosca | Nome de código | Distância mínima recomendada do centro do furo inferior até a borda da placa de base. |
| M3x0,5 | (B)S0(0)(S)-3.5M3-H | 6.8 |
| M4x0,7 | (B)S0(0)(S)-M4-H | 8,0 |
| M5x0,8 | (B)S0(0)(S)-M5-H | 8,0 |
| M6x1.0 | (B)S0(0)(S)-M6-H | 10 |
2) A distância mínima recomendada do centro do furo inferior da porca de rebite comumente usada até a borda da placa de base é mostrada na Tabela 9-10.
Tabela 9-10 Altura mínima recomendada do centro do furo inferior da porca de rebite comumente usada até a borda da placa de base (unidades: mm)
| Especificações de rosca | Nome de código | Distância mínima recomendada do centro do furo inferior até a borda da placa de base. |
| M3x0,5 | S(CLS)-M3-A(0,1,2) | 4.8 |
| M4x0,7 | S(CLS)-M4-A(1,2) | 6,9 |
| M5x0,8 | S(CLS)-M5-A(1,2) | 7.1 |
| M6x1.0 | S(CLS)-M6-A(1,2) | 8.6 |
| M8×1,0 | S(CLS)-M8-2 | 9.7 |
| M10x1. 5 | S(CLS)-M10-2 | 13,5 |
3) A distância mínima recomendada do centro do furo inferior da porca embutida comumente usada até a borda da placa de base é fornecida na Tabela 9-11.
Tabela 9-11 Distância mínima recomendada do centro do furo inferior da porca embutida comumente usada até a borda da placa de base (Unidade: mm)
| Especificações de rosca | Nome de código | Distância mínima recomendada do centro do furo inferior até a borda da placa de base. |
| M3x0,5 | F(S)-M3-1.5 | 6 |
| M4x0,7 | F(S)-M4-2.5 | 6 |
| M5x0,8 | F(S)-M5-2.5 | 7.2 |
4) A distância mínima recomendada do centro do furo inferior da porca rebite de expansão redonda comumente usada até a borda da placa de base é mostrada na Tabela 9-12.
Tabela 9-12 Distância mínima recomendada do centro do furo inferior da porca rebite de expansão redonda comumente usada até a borda da placa de base (Unidade: mm)
| Lidar com código A | Especificações de rosca | ||||
| M3 | M4 | M5 | M6 | M8 | |
| 1.2 | 4.8 | 6,9 | |||
| 1,5 | 4.8 | 6,9 | |||
| 2,0 | 4.8 | 6,9 | 7.1 | 8.6 | 9.7 |
| 3,0 | 7.1 | 8.6 | 9.7 | ||
5) A distância mínima recomendada do centro do furo da base da porca de rebite hexagonal comumente usada até a borda do substrato é mostrada na Tabela 9-13.
Tabela 9-13 Distância mínima recomendada do centro do furo da base da porca de rebite hexagonal comumente usada até a borda do substrato (Unidade: mm)
| Lidar com código A | Especificações de rosca | |||||
| M4 | M5 | M6 | M8 | M10 | M12 | |
| 1,5 | 6,9 | |||||
| 2,0 | 6,9 | 7.1 | ||||
| 3,0 | 6,9 | 7.1 | 8.6 | 9.7 | ||
| 4,0 | 7.1 | 8.6 | 9.7 | 13,5 | 15 | |
| 5,0 | 8.6 | 9.7 | 13,5 | 15 | ||
| 6,0 | 9.7 | 13,5 | 15 | |||
6) A distância mínima recomendada do centro do furo inferior do parafuso do rebite comum até a borda da placa de base é mostrada na Tabela 9-14.
Tabela 9-14 Distância mínima recomendada do centro do furo inferior do parafuso rebite comum até a borda da placa base (Unidade: mm)
| Especificações de rosca | Nome de código | Distância mínima recomendada do centro do furo inferior (cabeça redonda) até a borda da placa de base. |
| M3x0,5 | FH(S)-M3-L | 5.6 |
| M4x0,7 | FH(S)-M4-L | 7.2 |
| M5x0,8 | FH(S)-M5-L | 7.2 |
| M6x1.0 | FH(S)-M6-L | 7,9 |
(8) Fatores que afetam a qualidade da montagem do rebite
Existem vários fatores que influenciam a qualidade da montagem do rebite, incluindo as propriedades do material de base, o diâmetro do furo inferior e o método de rebitagem.
1) Propriedades do material base: Quando a dureza do material base é apropriada, a qualidade da rebitagem e a capacidade de carga das peças rebitadas são ótimas.
2) Diâmetro do furo inferior: O tamanho do furo inferior afeta diretamente a qualidade da montagem rebitada. Um furo inferior maior resulta em uma folga maior entre o material de base e as peças rebitadas. Os efeitos desta lacuna em diferentes métodos de rebitagem são os seguintes:
i) Impacto na rebitagem por compressão: O material de base não pode deformar o suficiente para preencher a ranhura na peça rebitada, resultando em força de cisalhamento insuficiente e afetando diretamente a resistência ao impulso da porca do rebite de compressão (ou rebite).
ii) Impacto na Rebitagem de Expansão: Se o furo inferior for muito grande, a força de compressão gerada pela deformação plástica durante a rebitagem diminui, afetando diretamente o impulso e a resistência à torção do rebite de expansão.
iii) Impacto na Rebitagem de Tração: Se o furo inferior for muito grande, o atrito efetivo entre as duas partes diminui após a deformação plástica, afetando a qualidade da rebitagem.
Embora um furo menor possa aumentar até certo ponto a capacidade de carga do rebite, ele pode levar a uma má qualidade estética, alta força de rebitagem, inconveniência na instalação, deformação da placa de base e diminuição da eficiência da produção e da qualidade da rebitagem.
3) Distância do centro do furo inferior até a borda do material base: Se essa distância for muito curta, pode causar deformação do material base e afetar a qualidade da rebitagem.
(9) Princípios do Processo de Montagem de Rebites
Ao preparar fichas de processo para peças de chapa metálica com componentes rebitados, atenção especial deve ser dada não apenas ao arranjo racional do processo de rebitagem, mas também à posição do parafuso ou porca rebite.
Posições diferentes suportam cargas diferentes e têm requisitos de processo diferentes. Portanto, a estrutura das peças rebitadas e o processo de rebitagem devem ser adaptados à posição da rebitagem. A seleção inadequada pode reduzir a faixa de carga do parafuso ou da porca do rebite, levando à falha da rebitagem. Os princípios gerais para rebitar parafusos e porcas de rebite são os seguintes:
1) Não rebite parafusos e porcas de rebite de aço ou aço inoxidável antes de anodizar ou tratar a superfície de placas de alumínio.
2) O número de parafusos de rebite de compressão ou porcas de rebite rebitadas na mesma linha deve ser razoável. Se houver muitos, o material comprimido não terá para onde fluir, o que pode causar grande tensão, dobrando a peça em um arco.
3) É preferível revestir a superfície das peças antes de rebitar os parafusos e porcas dos rebites.
4) Após a rebitagem, as porcas de rebite M5, M6, M8 e M10 geralmente precisam ser soldadas por pontos para aumentar sua resistência. Porcas maiores requerem maior resistência e podem ser soldadas a arco. Para M4 (incluindo M4) e inferiores, é melhor usar porcas de rebite de expansão.
5) Ao rebitar porcas em uma borda dobrada, para garantir a qualidade da rebitagem da porca, observe o seguinte:
① A distância da borda do furo do rebite até a borda da dobra deve exceder a zona de deformação da dobra.
② A distância L do centro da porca rebitada até o lado interno da borda dobrada deve ser maior que a soma do raio do cilindro externo da porca rebitada e o raio de curvatura interno, ou seja, L>D/2+r.
6) Para substratos com menos de 1 mm, a confiabilidade da rebitagem por prensagem é baixa e, portanto, não recomendada. Se houver requisitos especiais, ele pode ser alterado para rebitagem expansível, e 2-3 pontos devem ser reforçados com soldagem a ponto de arco de argônio (ou punção pontual 2-3 pontos) em uma superfície que não afete as roscas.
3. Porcas de solda de projeção
As porcas de solda de projeção, também conhecidas como porcas de solda por pontos, são amplamente utilizadas em produtos de chapa metálica. No entanto, durante a aplicação real, muitas vezes surgem problemas devido a um diâmetro de furo projetado incorretamente, resultando na incapacidade de posicionar com precisão a porca de solda de projeção.
Os padrões nacionais incluem dois tipos de porcas de solda de projeção: porcas de solda quadradas (GB13680-1992) e porcas de solda hexagonais (GB13681-1992). As porcas soldadas quadradas têm um posicionamento irregular, não apenas resultando em erros de posicionamento significativos, mas muitas vezes exigindo roscas após a soldagem.
Em contraste, as porcas soldadas hexagonais possuem uma estrutura de autoposicionamento, oferecendo maior precisão e operações de soldagem mais convenientes. Portanto, é aconselhável utilizar porcas soldadas hexagonais.
Um diagrama esquemático da soldagem de uma porca hexagonal a uma placa de base é mostrado na Figura 9-6. Os valores recomendados para o diâmetro D do furo da placa base e espessura t da placa são apresentados na Tabela 9-15.
Figura 9-6: Diagrama esquemático da porca de solda hexagonal soldada à placa de base
Tabela 9-15: Valores recomendados para diâmetro D do furo da placa base e espessura da placa t
(Unidade: mm)
| Especificações de rosca | D | t | ||
| M4 | 6+0,075 | 0,75~3 | ||
| M5 | 7+0,09 | 0,9~3,5 | ||
| M6 | 8+0,09 | 0,9~4 | ||
| M8 | M8×1 | 10,5+0,11 | 1-4,5 | |
| M10 | M10×1 | M10x1,25 | 12,5+0,11 | 1,25-5 |
| M12 | M12x1,5 | M12×1,25 | 14,8+0,11 | 1,5-5 |
| M14 | M14x1,5 | 16,8+0,11 | 2~6 | |
| M16 | M16×1,5 | 18,8+0,13 | 2~6 | |
4. Flangeamento e Rosqueamento
Flangear e rosquear, também conhecido como furo e rosqueamento, é usado principalmente em peças de chapa metálica para estabelecer conexões entre elas. Como a base da peça de chapa metálica é fina, bater diretamente nela resultaria em uma rosca muito curta, que pode escorregar facilmente.
Portanto, um furo inferior é primeiro perfurado na peça de chapa metálica (determinado pelas especificações da rosca). Em seguida, usando um molde de flangeamento (extração de furos) dedicado em uma prensa, uma borda vertical é retirada (a altura de extração é determinada pelas especificações da rosca e pela espessura da placa). Finalmente, a rosca é roscada, atingindo o objetivo de aumentar o comprimento efetivo da rosca.
5. Comparação de desempenho de porcas de rebite inchadas, porcas de rebite prensadas, porcas de rebite de tração e flangeamento e rosqueamento
Porcas de rebite inchadas, porcas de rebite prensadas, porcas de rebite de tração e flangeamento e rosqueamento têm suas vantagens e desvantagens. A comparação de desempenho pode ser vista na Tabela 9-16.
Tabela 9-16 Comparação de desempenho de porcas de rebite inchadas, porcas de rebite prensadas, porcas de rebite de tração e flangeamento e rosqueamento
| Método de conexão | Porca de estampagem | Porca de pressão. | Porca Rebitada | Flangeamento e Rosqueamento |
| Maquinabilidade | Bom | Bom | Bom | Média |
| Material de substrato | Os rebites de aço inoxidável tendem a cair facilmente | A rebitagem de aço inoxidável é deficiente, exigindo o uso de porcas de pressão especialmente fabricadas e soldagem por pontos. | Bom | Placas finas e materiais macios de cobre e alumínio são propensos ao deslizamento da rosca. |
| Precisão | Bom | Bom | Bom | Média |
| Durabilidade | Bom | Bom | Bom | A qualidade dos materiais de cobre e alumínio é inferior, e outros materiais com mais de três fios são preferíveis. |
| Custo | Alto | Alto. | Média | Baixo |
| Qualidade | Bom | Bom | Bom | Média |







