
1. Curvatura em L
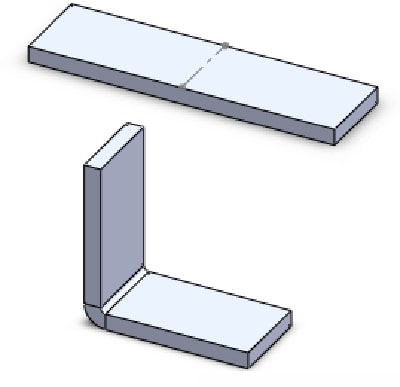
De acordo com o ângulo, pode ser dividido em duas categorias: curvas de 90 graus e curvas não-90 graus.
De acordo com o método de processamento, pode ser dividido em duas categorias: processamento geral (L > V/2) e processamento especial (L < V/2).
- A seleção do molde deve ser baseada no material, espessura da placa e ângulo de formação.
- Princípio inclinado:
(1) Baseado no princípio de dois contra recuos e posicionamento baseado no formato da peça de trabalho.
(2) Ao usar um medidor traseiro, é importante considerar a deflexão e garantir que ela esteja alinhada com a linha central do tamanho de dobra da peça de trabalho.
(3) Para pequenas curvas, é mais eficiente processá-las no posicionamento reverso.
(4) Recomenda-se colocar o medidor traseiro abaixo do meio para evitar levantamento ao inclinar.
(5) É melhor posicionar-se próximo ao medidor traseiro.
(6) Recomenda-se inclinar-se com o lado mais comprido da peça de trabalho.
(7) Os gabaritos podem ser usados para auxiliar no posicionamento irregular e na inclinação da hipotenusa.
- Precauções:
Ao processar, preste atenção ao método de posicionamento e ao movimento do mecanismo anti-recuo em vários métodos de posicionamento.
Ao instalar o molde, ele deve ser dobrado e o mecanismo anti-retorno retraído para evitar a deformação da peça durante a dobra.
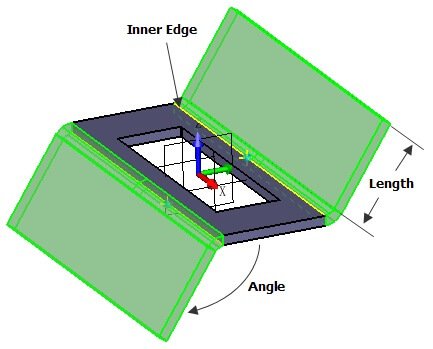
Ao dobrar peças grandes internamente, pode ser um desafio posicionar a peça ou evitar danos devido ao formato maior e à área de dobra menor. Para evitar isto, um ponto de posicionamento pode ser adicionado na direção longitudinal durante o processamento. Este método de processamento em duas direções facilita o posicionamento, melhora a segurança, evita danos à peça e aumenta a eficiência da produção.
2. N curva
As curvas N devem usar métodos de processamento diferentes com base na forma. Ao dobrar, as dimensões internas devem ser superiores a 4 mm e o tamanho da dimensão X é limitado pelo formato do molde. Se o tamanho do material for inferior a 4 mm, métodos de processamento especiais deverão ser usados.
- Escolha o molde com base na espessura, tamanho, material e ângulo de curvatura do material.
- Princípio inclinado:
(1) Certifique-se de que a peça de trabalho não interfira com as ferramentas.
(2) Certifique-se de que o ângulo de inclinação seja ligeiramente inferior a 90 graus.
(3) É melhor utilizar dois mecanismos de encosto para inclinar-se, exceto em casos especiais.
- Precauções:
(1) Após a dobra em L, o ângulo deve ser de 90 graus ou um pouco menos de 90 graus para facilitar o processamento e posicionamento.
(2) Durante o processamento da segunda dobra, a peça de trabalho deve ser posicionada no centro da superfície de processamento.
3. Curva Z
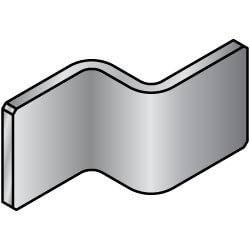
A dobra em Z, também conhecida como dobra deslocada, refere-se à dobra na direção oposta. O ângulo é dividido com base na diferença entre a hipotenusa e a régua. O tamanho mínimo do processo de dobra é limitado pelo molde e o tamanho máximo é determinado pelo formato da máquina de processamento. Em geral, quando o tamanho interno da dobra Z é menor que 3,5 vezes a espessura (T), uma matriz offset é usada. Quando for maior que 3,5T, o método de processamento normal é aplicado.
- Princípio inclinado:
(1) Posição inclinada conveniente e boa estabilidade.
(2) A posição inclinada é geralmente igual à flexão em L.
(3) Durante a segunda inclinação, a peça de trabalho deve estar nivelada com a matriz inferior.
- Precauções:
(1) O ângulo de processamento da dobra em L deve estar no lugar e o requisito geral é de 89,5 a 90 graus.
(2) Preste atenção à deformação da peça ao retrair.
(3) A ordem de processamento deve estar correta.
(4) Para processamento especial, podem ser utilizados os seguintes métodos:
- Método de separação da linha central (usinagem excêntrica)
- Usinagem em V pequeno (é necessário um fator de flexão aumentado)
- Fácil moldagem
- Moendo o molde inferior.
4. Flexão aguda e bainha
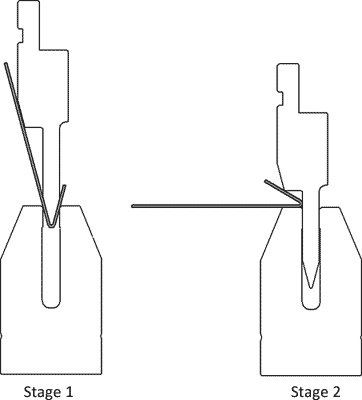
As etapas de processamento para dobras e bainhas agudas são:
- Primeiro, dobre o material a uma profundidade de aproximadamente 35 graus.
- Em seguida, use uma matriz Hemming para achatá-la até uma posição plana e fechada.
- Seleção de molde:
Com base em 5 a 6 vezes a espessura do material, selecione a largura da ranhura em V da matriz inferior com uma profundidade de 30 graus. Escolha a matriz superior com base nas condições específicas da aresta de achatamento.
- Precauções:
O lado achatado deve prestar atenção ao paralelismo de ambos os lados. Para arestas de achatamento mais longas, recomenda-se dobrar primeiro e depois achatar. Para arestas de achatamento mais curtas, o processamento de preenchimento pode ser usado.
5. Pressione Hardware
O uso de uma prensa dobradeira para prensar ferragens rebitadas geralmente requer o uso de moldes côncavos, acessórios e outras ferramentas auxiliares de processamento de moldes. Itens de hardware comuns incluem porcas de crimpagem, pinos, parafusos e outros.
Precauções:
Quando o formato da peça de trabalho precisa ser protegido, o processamento de prevenção deve ser feito.
Após o processamento, inspecione o torque, verifique se o impulso atende ao padrão e certifique-se de que a ferragem e a peça de trabalho estejam planas e fechadas.
Ao pressionar a ferragem próxima à máquina após dobrar e rebitar, preste atenção para evitar o processamento e manter o paralelismo entre o molde e a peça.
Se ocorrer abaulamento, certifique-se de que não haja rachaduras na borda saliente e que a borda saliente não seja mais alta que a superfície da peça de trabalho.
6. Especial euformação antiga

O processamento de moldagem especial geral inclui:
Pequenos deslocamentos, ganchos, pontes de tração, sacos de tração, abóboras e algumas formas irregulares.
Moldes especiais são geralmente posicionados usando dedos de calibre traseiro ou autoposicionamento.
O aspecto mais importante do processamento com moldes especiais é garantir que suas funções e requisitos de montagem não sejam afetados e que sua aparência seja normal.







