
Leia este artigo com as seguintes perguntas:
- Qual é o fator de formação da solda? Como calcular?
- Qual é a base para selecionar a potência de saída do laser durante a soldagem a laser?
- Quais são os efeitos da diminuição da potência de saída do laser na penetração da solda e na velocidade de soldagem alcançável?
1. Princípio da soldagem de feixe duplo
Classificação de soldagem a laser
1) De acordo com a densidade de potência e características de formação de solda:
- Soldagem por condução de calor: densidade de potência (potência de saída do laser/área de ponto focal) <105C/cm2
- Soldagem de penetração profunda: densidade de potência > 106C/cm2
2) De acordo com o modo de saída do laser:
- Soldagem a laser pulsado
- Soldagem a laser contínua
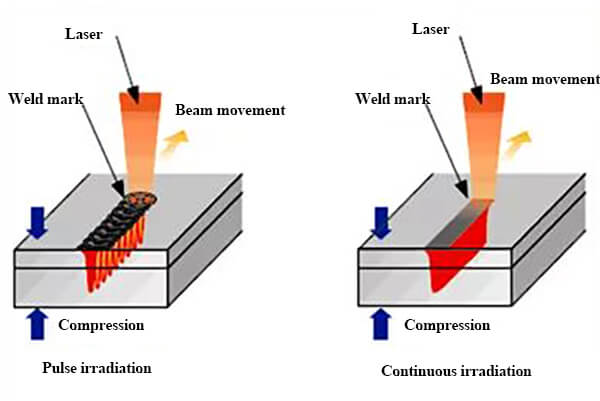
Fig. 1 Diagrama esquemático de soldagem a laser pulsado e soldagem a laser contínua
2. Seleção da potência do laser P
A escolha de P (potência do laser) é baseada na espessura da placa. P determina a densidade de potência do ponto e influencia tanto a profundidade de penetração quanto a velocidade de soldagem.
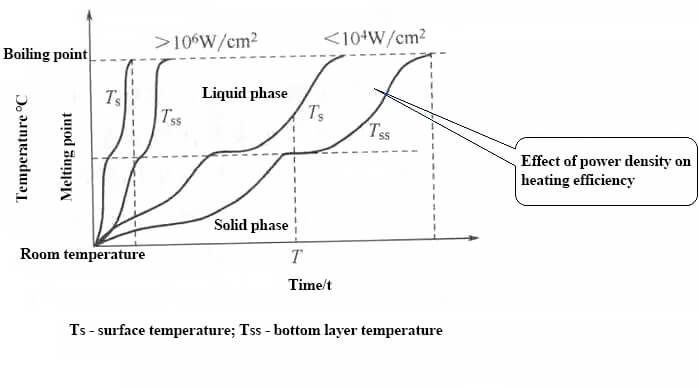
Fig.2 Curva de densidade de potência e temperatura do metal com o tempo
3. Efeito da potência do laser na penetração
Conforme ilustrado na figura, quanto maior a potência (P/kw), mais profunda será a penetração e vice-versa.
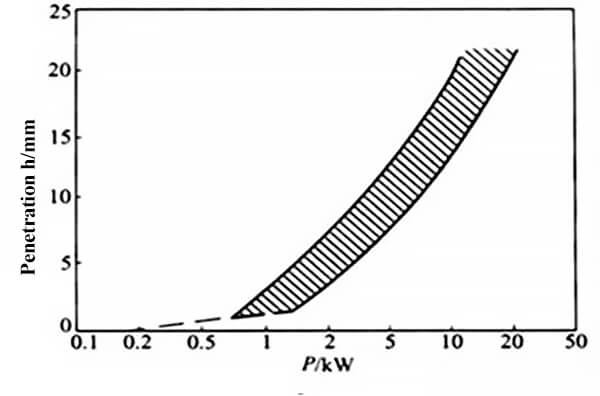
Fig. 3 Relação entre penetração e potência do laser
4. Influência da potência do laser na velocidade de soldagem
Pontos de conhecimento complementares:
O fator de forma de uma solda é definido em GB/T3375-1994 como a razão entre a largura da solda (B) e a espessura da solda calculada (H) na seção transversal de uma única solda (φ = B/H), como mostrado na Figura 4.
Um formato pequeno resulta em uma solda estreita e profunda. No entanto, o centro da solda tende a ter maiores concentrações de impurezas e baixa resistência à trinca térmica devido à segregação regional. Portanto, o formato não deve ser muito pequeno.
Por exemplo, o fator de forma da solda deve ser maior que 1,3, o que significa que a largura da solda deve ser pelo menos 1,3 vezes a espessura calculada da solda.
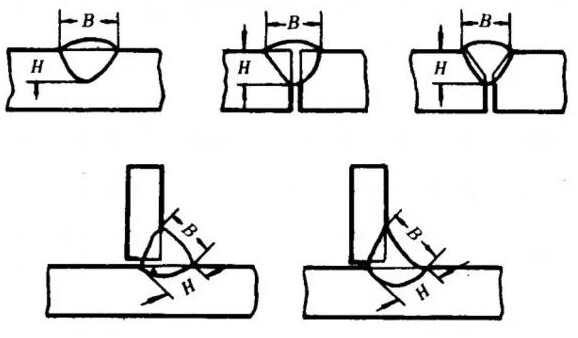
Fig. 4 A potência e a velocidade do laser determinam a formação da solda
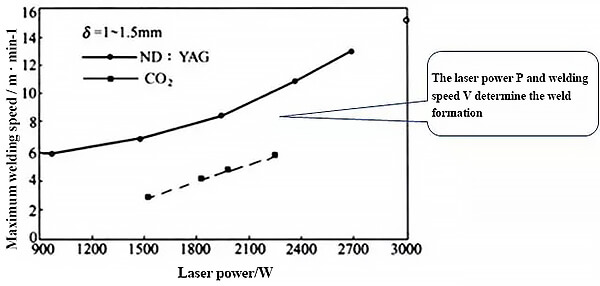
Fig. 5 Relação entre velocidade de soldagem e potência do laser
5. Relação entre potência do laser, velocidade de soldagem e penetração
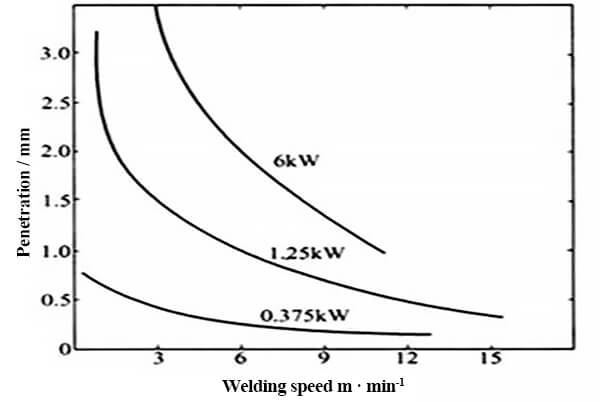
Fig. 6 Mudanças de penetração e velocidade de soldagem de aço de baixo carbono sob diferentes potências
Resumo:
A potência de soldagem a laser determina a densidade de potência do ponto e controla a profundidade de penetração e a velocidade da soldagem. À medida que a potência do laser aumenta, tanto a velocidade de soldagem quanto a profundidade de penetração aumentam.







