Se a dobradeira estiver equipada com um backgauge, ele deverá ser calibrado mecanicamente para o centro do punção e da matriz.
O backgauge é totalmente calibrado quando entregue e qualquer calibração subsequente só será necessária no caso improvável de os dedos ou a barra de contra recuo serem forçados para fora da posição.
Além da calibração mecânica, o backgauge deve ser calibrado com o software ETS antes de executar um programa.
I. Verificando o alinhamento da barra de contra recuo
1. Plano vertical
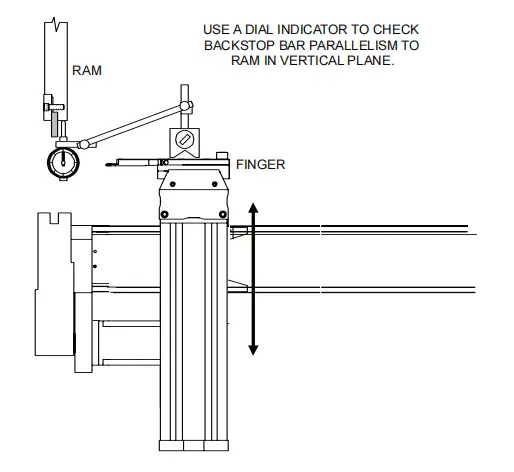
O procedimento a seguir pode ser usado para testar o paralelismo da barra de contra recuo em relação ao aríete no plano vertical:
1. Monte um comparador de base magnética em um dos dedos do backgauge.
2. Coloque os eixos X e R em uma posição que permitirá que o relógio comparador faça referência à superfície inferior do aríete a partir do dedo.
3. Mova o dedo para uma extremidade da barra de recuo e ajuste o mostrador para zero.
4. Mova o dedo para a outra extremidade da barra indicadora e observe o relógio comparador. Deve permanecer em zero.
5. Algumas coroas são permitidas, mas o relógio comparador deve indicar zero em ambas as extremidades. Se necessário, calibre a barra antirrecuo completando o procedimento indicado na seção abaixo.
2. Plano horizontal
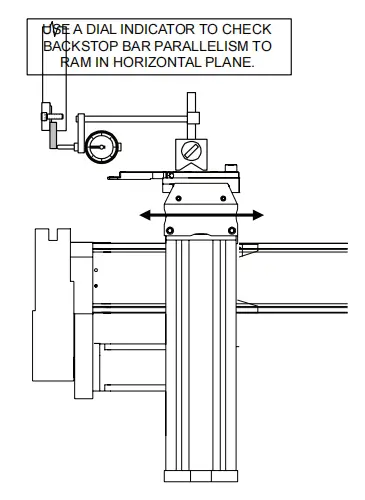
O seguinte procedimento pode ser usado para testar o paralelismo da barra de contra recuo em relação ao aríete no plano horizontal:
1. Monte um comparador de base magnética em um dos dedos do backgauge.
2. Coloque os eixos X e R em uma posição que permitirá que o relógio comparador faça referência à superfície traseira do aríete a partir do dedo.
3. Mova o dedo para uma extremidade da barra de recuo e ajuste o mostrador para zero.
4. Mova o dedo para a outra extremidade da barra indicadora e observe o relógio comparador. Deve permanecer em zero.
5. Se necessário, calibre a barra antirrecuo completando o procedimento indicado na seção abaixo.
II. Barras de calibração de backgauge
Duas barras de calibração são fornecidas com o backgauge.
As barras medidoras de calibração são blocos de aço usinados com precisão com uma dimensão tolerada de 04.000″+0.001″ do entalhe “V” até sua extremidade chanfrada.
Cada barra do medidor de calibração é revestida de borracha para evitar danos se for aplicada força excessiva ao posicionar o punção no entalhe em “V” da barra do medidor de calibração.
PERCEBER
Antes de iniciar qualquer um dos seguintes procedimentos de calibração mecânica do backgauge:
- O operador deve estar totalmente familiarizado com os controles da prensa dobradeira e a execução do programa
- O punção e a matriz devem ter sido instalados e centralizados de acordo com os procedimentos descritos na seção abaixo.
III. Calibração de Dedo
Os dedos do backgauge devem ser calibrados sempre que estiverem fora do alinhamento paralelo com o ferramental.
Se a barra de contra recuo for deslocada, tanto a barra de contra recuo quanto os dedos precisarão ser calibrados. É uma boa prática recalibrar os dedos sempre que a ferramenta for trocada.
Este procedimento garantirá que ambos os dedos estejam à mesma distância da barra antirrecuo:
1. Defina o modo de operação para JOG e o modo de controle para HAND.
2. Execute “Calibrate Back Gauge” no menu principal ou programe e então mova o backgauge para a posição de calibração X=04.000″.
3. Coloque duas barras de calibração na abertura da matriz, separadas por vários centímetros e próximas do centro do comprimento do punção. Cada barra deve ser colocada de forma que a base de borracha fique na matriz e a extremidade chanfrada voltada para o backgauge.
4. Usando os botões de palma, mova o aríete de pressão para baixo até que o punção se encaixe em cada barra do medidor de calibração
Entalhe em “V”, com força aplicada apenas o suficiente para deformar levemente o suporte de borracha. Verifique se a barra do medidor de calibração está bem fixada tentando movê-la manualmente.
5. Ajuste o carro verticalmente até que os dedos estejam na mesma altura das barras do medidor de calibração.
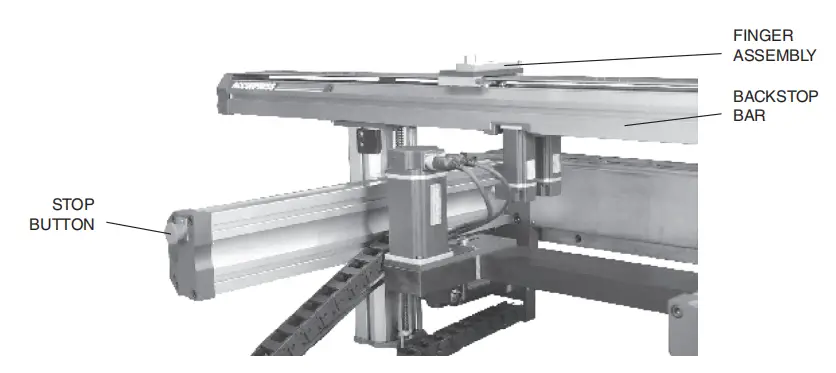
O ajuste mecânico do backgauge ocorre atrás da prensa dobradeira. Portanto, por razões de segurança, o botão STOP do backgauge deve ser pressionado e mantido em sua posição travada antes de trabalhar na área do backgauge.
Para máquinas com sistema Manual-R, utilizar o volante do carro de encosto.
Para máquinas com sistema Power-R, programe a posição adequada.
6. Mova um dedo do medidor traseiro até a extremidade de uma barra do medidor de calibração. Em um sistema Manual-Z, afrouxe a braçadeira do carro e deslize o dedo. Em um sistema Power-Z, programe a posição adequada.
Ajuste o dedo para a posição de calibração:
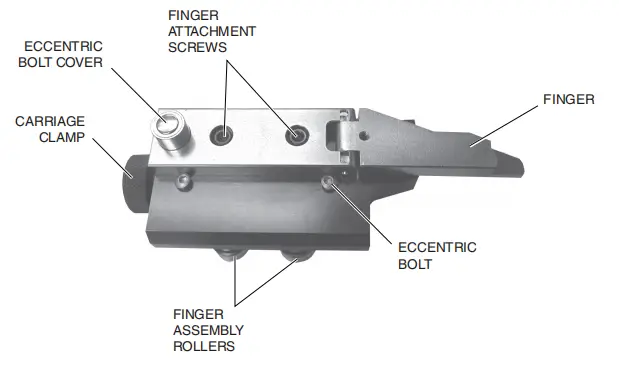
- Usando uma chave sextavada de 5/16 ″, afrouxe os dois parafusos Allen que prendem o dedo ao bloco de dedo.
- Retire a tampa de aço da saliência que envolve o parafuso excêntrico na parte traseira do dedo.
- Usando uma chave sextavada de 7/16 ″, gire o parafuso excêntrico para ajustar o dedo firmemente contra o bloco de calibração. Use uma leve pressão com a mão para manter o dedo paralelo à borda do bloco de dedo.
7. Mova o segundo dedo do medidor traseiro para o final da segunda barra do medidor de calibração e ajuste conforme descrito na etapa 6.
8. Ajuste cada dedo de modo que a pressão de contato entre o dedo e as barras indicadoras seja a mesma para ambos os dedos.
9. Quando o ajuste estiver concluído, recoloque a tampa do parafuso excêntrico e reaperte os dois parafusos.
10. Remova as barras do medidor de calibração e reative o backgauge girando o botão de parada do backgauge 1/4 de volta no sentido horário.
4. Calibração da barra de recuo
1. Plano vertical
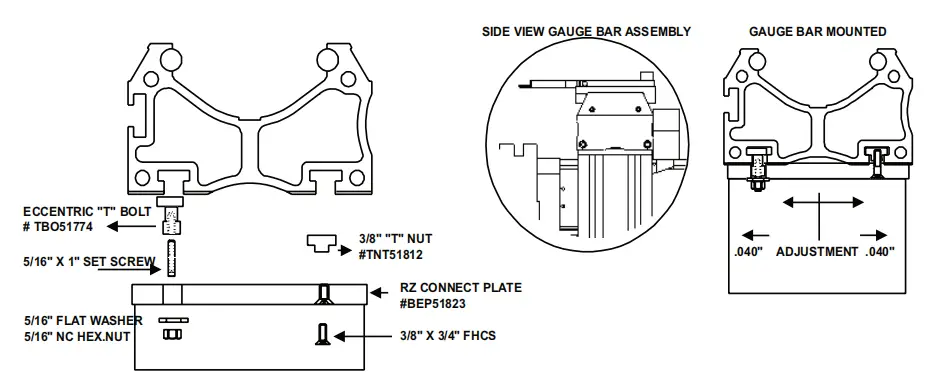
Para ajustar a barra antirrecuo no plano vertical, comece afrouxando o parafuso de fixação na placa superior do eixo R.
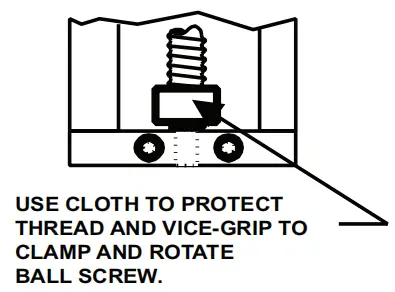
Coloque um pequeno pano ao redor do ponto mais baixo do fuso de esfera e aplique um alicate sobre o pano, tomando cuidado para não prender ou danificar o fuso de esfera.
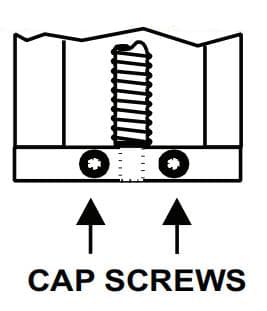
Afrouxe os parafusos da placa inferior do eixo R e gire o parafuso esférico para ajustar a altura.
Quando o ajuste estiver concluído, aperte o parafuso de fixação e os parafusos de fixação. Remova o vice-grip-
alicate e pano.
Ajuste do eixo R da barra de recuo
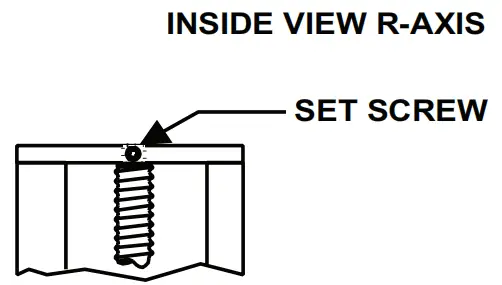
Para ajustar a altura do eixo R, afrouxe o parafuso de fixação (placa superior).
Coloque um pequeno pano ao redor do ponto mais baixo do parafuso esférico e aplique um alicate sobre o pano, apertado o suficiente para segurar o parafuso esférico.
Afrouxe os parafusos (placa inferior) e gire o parafuso esférico para ajustar a altura.
Quando o ajuste estiver concluído, aperte o parafuso de fixação e os parafusos de fixação.
Remova o alicate e o pano.
2. Plano horizontal
Para ajustar a barra de contra recuo no plano horizontal, afrouxe as porcas em T e gire os parafusos em T até que o paralelismo com o aríete seja alcançado.