1. Métodos de deformação por flexão
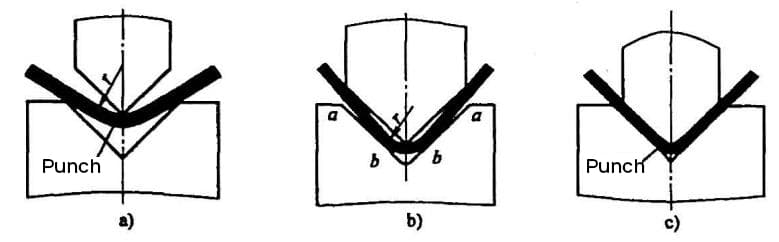
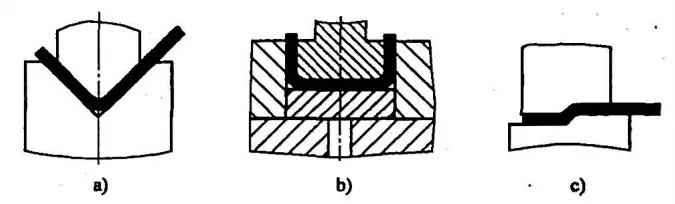
Os métodos de deformação para flexão de chapas podem ser classificados em: flexão livre, flexão de contato e flexão corretiva, conforme ilustrado na Figura 1.
- a) Flexão Livre
- b) Flexão de contato
- c) Flexão Corretiva
A flexão livre (Figura 1a) requer menos força de flexão, e a forma e o tamanho da peça de trabalho são determinados ajustando a largura da matriz e a posição do ponto morto do punção.
Este método muitas vezes resulta em menos precisão na forma e tamanho das peças processadas, especialmente na produção em larga escala, onde a qualidade das peças dobradas pode ser inconsistente. Portanto, a dobra livre é frequentemente usada para produção de baixo volume de componentes de chapa metálica de médio a grande porte.
Em contrapartida, durante a flexão por contato (Figura 1b) e a flexão corretiva (Figura 1c), a precisão da forma e do tamanho das peças dobradas são garantidas pelo molde, proporcionando qualidade superior e mais estável.
No entanto, estes métodos requerem mais força de flexão, ciclos de fundição em moldes mais longos e custos mais elevados. Eles são normalmente usados para produção em larga escala de peças de pequeno a médio porte e componentes de chapa metálica onde é necessária maior qualidade.
2. Métodos de Dobra
Geralmente, os métodos de dobra podem ser divididos em dobra do molde (que inclui dobra da placa superior e nenhuma dobra da placa superior) e dobra da prensa dobradeira.
A dobra da prensa dobradeira é um caso especial de dobra do molde (sem dobra da placa superior), normalmente usando um molde de dobra universal. Ambos os métodos de dobra têm seus respectivos princípios, características e aplicabilidade.
(1) Dobragem de molde
A dobra de molde é comumente usada para dobrar peças de chapa metálica que requerem estruturas complexas, volumes menores, maior precisão e processamento em grande escala. O princípio de um molde de dobra simples e comum é mostrado na Figura 2. Para prolongar a vida útil do molde, o projeto da peça deve utilizar um raio (r>0,5t) no ponto de dobra sempre que possível.
- a) curvatura em V
- b) curvatura em U
- c) curvatura Z
Relacionado: Calculadora de força de flexão em forma de V e U
(2) Pressione para assar dobra
A dobra dobradeira é comumente usada para o processamento de peças dobradas de chapa metálica de tamanho maior ou que não são produzidas em grandes quantidades. As prensas dobradeiras podem ser divididas em prensas dobradeiras comuns e prensas dobradeiras CNC.
Para peças dobradas de chapa metálica com requisitos de precisão relativamente altos e formas complexas, as prensas dobradeiras CNC são geralmente usadas para processamento de dobra. O princípio básico da dobra, como aço de seção aberta dobrado a frio e peças dobradas de chapa metálica de chassis, gabinetes e produtos eletrônicos, é usar a lâmina de dobra (punção superior) e a ranhura em forma de V (matriz inferior) do pressione o freio para dobrar a placa, conforme mostrado na Figura 3.
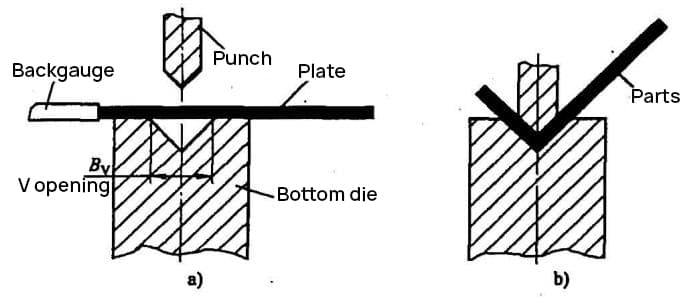
- a) Preparação
- b) Conclusão
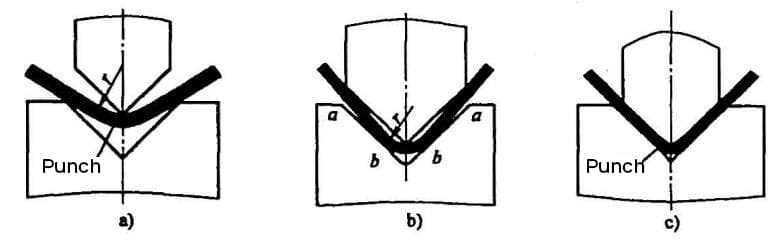
Para conseguir o processamento de produção de peças dobradas com diferentes ângulos centrais de dobra, geralmente existem duas formas de dobra de prensa dobradeira, conforme mostrado na Figura 4.
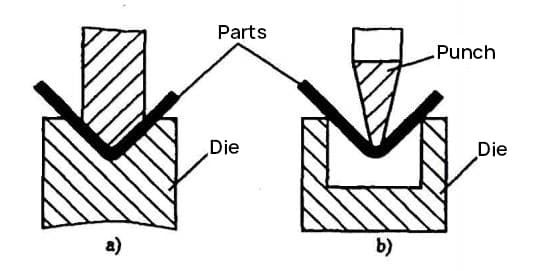
- a) Flexão Corretiva
- b) Flexão Livre
3. Matriz de dobra universal da prensa dobradeira
Para peças dobradas com grande tamanho estrutural, formato de seção transversal complexo ou não produzidas em grandes quantidades, bem como peças produzidas em peças únicas, pequenos lotes e produção experimental, o método de projeto e fabricação de matrizes de dobra especiais é restrito por muitos fatores desfavoráveis, como variedade e quantidade de peças, dificuldade de fabricação das matrizes, custos de produção e prazos de entrega.
Algumas peças com tamanhos estruturais maiores e formatos transversais mais complexos (como peças estruturais de chassis e gabinetes) também são limitadas pela estrutura da matriz e pelos equipamentos de processo empresarial.
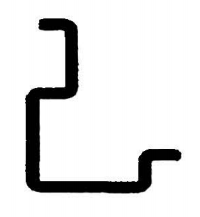
A maneira mais eficaz de resolver esses problemas é usar a matriz de dobra universal para dobrar. A matriz de dobra universal não só pode processar peças simples em forma de L, U e Z, mas também pode processar peças extremamente complexas combinando moldes convexos e côncavos e múltiplas dobras combinadas em forma de V, conforme mostrado nas Figuras 5 e 6 .
(Eixo Vertical do Gabinete)

(1) Punção (Lâmina Dobradora)
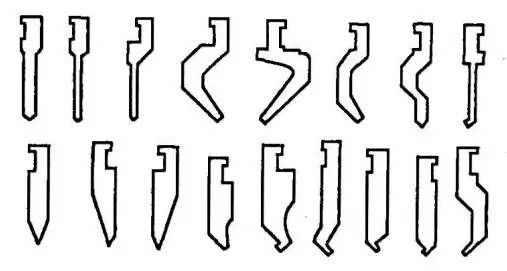
Para atender à demanda de produção de dobra de diversas peças dobradas complexas, nos últimos anos, muitos formatos e especificações de lâminas de dobra foram desenvolvidas, divididas principalmente em dois tipos: lâminas de dobra de braço reto e lâminas de dobra de braço curvo.
Eles também podem ser transformados em estruturas integrais ou combinadas, que podem basicamente atender ao processamento de flexão das peças mais complexas (como em forma de caixa, em forma de porta e outras peças estruturais especiais). As fábricas profissionais de fabricação de matrizes padronizaram e produziram a série de lâminas dobradas. Os formatos comuns de lâminas flexíveis são mostrados na Figura 7.
Durante o processamento, a lâmina dobrada é escolhida com base no formato e tamanho das peças dobradas. Normalmente, as empresas de processamento de chapas metálicas têm uma grande reserva de formatos e especificações de lâminas de dobramento, especialmente empresas com alto grau de especialização profissional na produção de chapas metálicas. Para atender aos requisitos de dobra de várias peças dobradas complexas, é necessário personalizar vários formatos e especificações de lâminas de dobra.
(2) Perfurador Universal
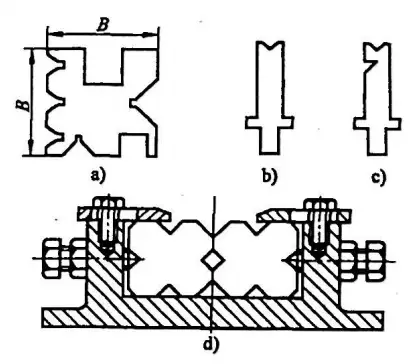
A Figura 8 mostra os formatos de seção transversal de molde côncavo comumente usados para dobradeiras. O molde côncavo universal (ver Figura 8a) é usinado em quatro lados para dobrar espessuras comuns de chapas metálicas e peças de diferentes formatos e tamanhos. A ranhura é selecionada para processamento de dobra de acordo com a espessura do material, formato e tamanho das peças dobradas. As Figuras 8b e 8c mostram formas comuns de faces de molde côncavas, que podem ser transformadas em estruturas integrais ou combinadas (ver Figura 8d). Eles são usados principalmente para o processamento de dobra de peças complexas (como em forma de caixa, porta e outras peças estruturais especiais).