
Para garantir a qualidade da soldagem, é necessário processar as partes da peça que necessitam de soldagem antes de iniciar o processo. Isso é feito por meio de corte ou corte a gás, que normalmente envolve planos inclinados ou, às vezes, superfícies curvas.
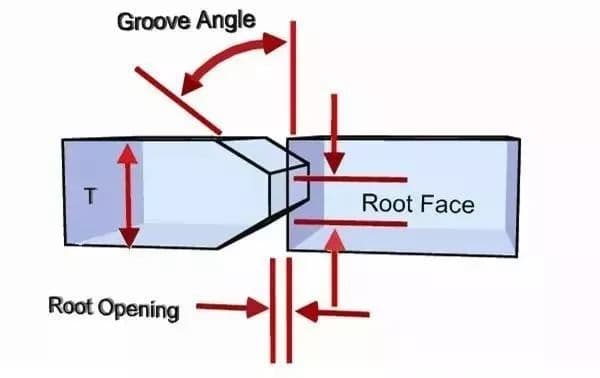
Por exemplo, se duas placas de aço com 10 mm de espessura precisarem ser soldadas de topo, um chanfro será fresado na borda da placa para uma solda segura. Este processo é chamado de chanfro.
A forma da junta de soldagem e o formato da ranhura variam dependendo da espessura do material e dos requisitos de qualidade da soldagem. A forma da ranhura é geralmente categorizada como tipo K, tipo V, tipo I, tipo U, tipo X, etc.
Dimensão geométrica da ranhura
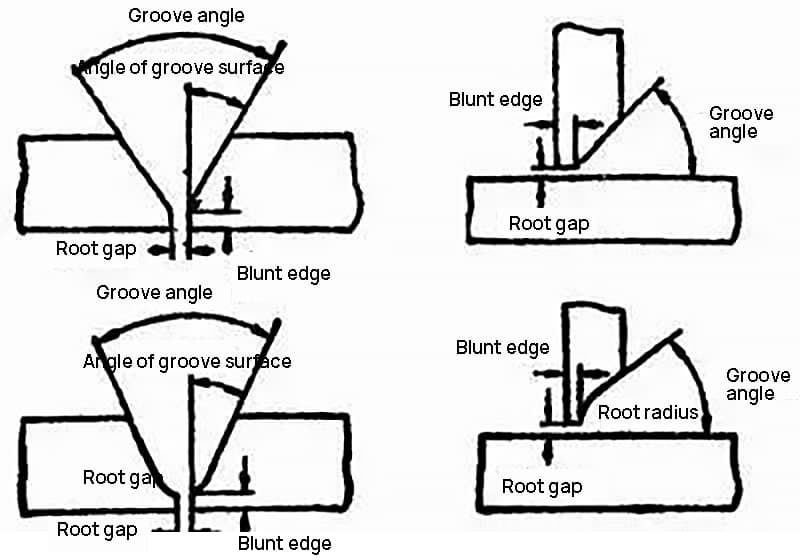
(1) Superfície da ranhura
A superfície da ranhura na peça a ser soldada é chamada de superfície da ranhura.
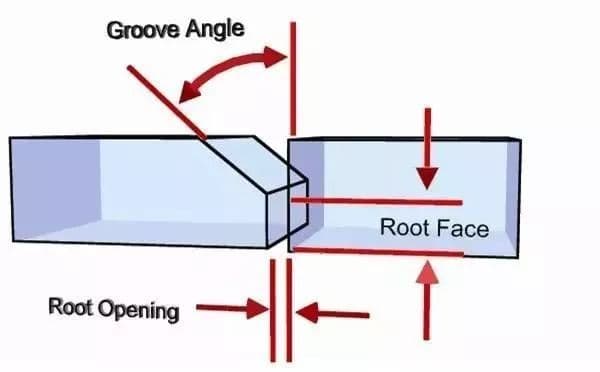
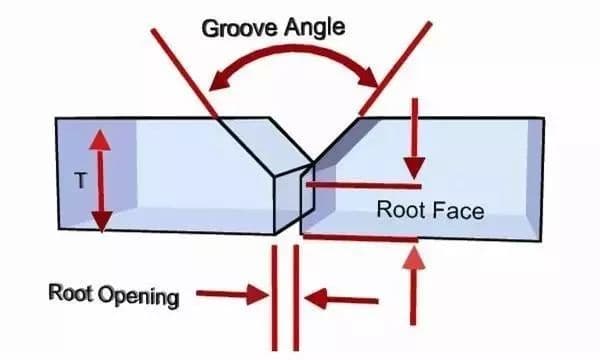
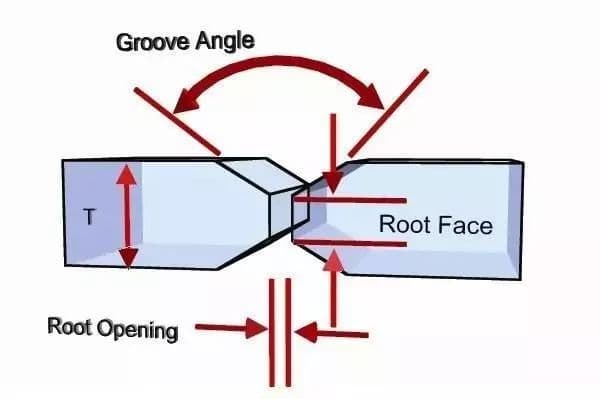
(2) Ângulo da face da ranhura e ângulo da ranhura
O ângulo incluído entre a face final da ranhura a ser processada e a superfície da ranhura é conhecido como ângulo da superfície da ranhura. Da mesma forma, o ângulo incluído entre as duas superfícies da ranhura é denominado ângulo da ranhura.
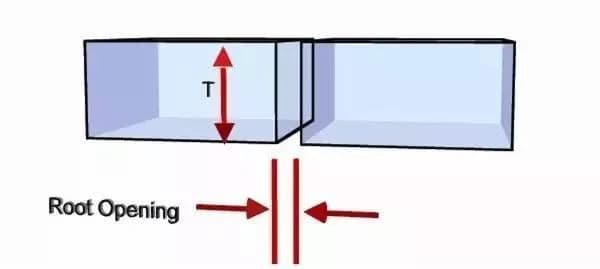
(3) Lacuna raiz
O espaço deixado entre a raiz da junta antes da soldagem é conhecido como folga da raiz. Sua finalidade é facilitar a penetração da raiz durante a soldagem de apoio.
A folga de montagem também é chamada de folga raiz.
(4) Borda cega
Quando a soldagem é chanfrada, a borda reta da face final ao longo da raiz da ranhura da junta soldada é chamada de borda cega.
O objetivo da borda romba é evitar que a raiz queime.
(5) Raio raiz
O raio da curva na parte inferior das ranhuras em forma de J e em U é conhecido como raio da raiz. Sua finalidade é proporcionar espaço adicional na raiz da ranhura, permitindo sua soldagem.
Formas de groove comuns
Ranhura em V de lado único com borda romba:
Ranhura K:
Eu-sulco:
Ranhura em V:
Ranhura X:
Ranhura J:
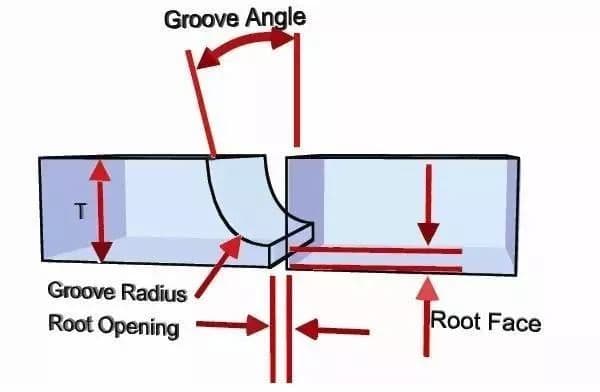
Fig.: ranhura em J simples
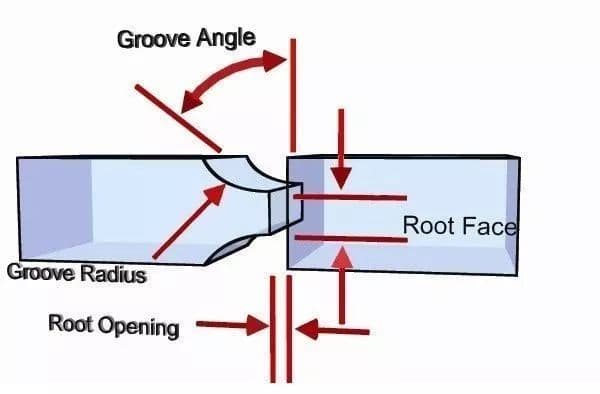
Figura: ranhura dupla em J
Ranhura em U:
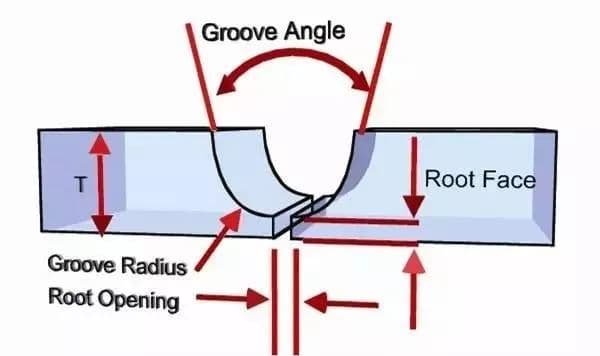
Figura: ranhura em U única
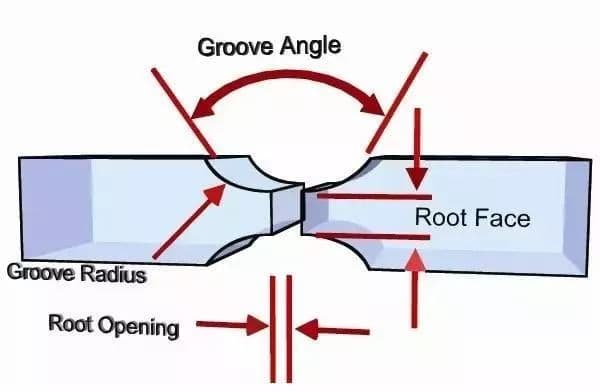
Figura: Sulco duplo em U







