I. Introdução ao problema
Durante o processo de rosqueamento em um torno CNC, surgem frequentemente os seguintes problemas:
(1) A ferramenta de rosqueamento é danificada no meio do processo.
(2) Há necessidade de substituir a ferramenta de rosqueamento para rosqueamento de precisão em alta velocidade.
(3) Após retirar e medir a rosca, verifica-se que a profundidade é insuficiente. Muitas vezes nos sentimos impotentes ao encontrar esses problemas porque depois de trocar a ferramenta ou fixar novamente a peça de trabalho, é difícil alinhar a ferramenta de rosqueamento com a ranhura espiral original e a posição inicial não pode ser localizada com precisão, levando ao desalinhamento da rosca.
II. O princípio do corte de rosca em um torno CNC
Para resolver esses problemas, precisamos primeiro entender o princípio do rosqueamento em um torno CNC. Para realizar o rosqueamento, é necessário garantir com precisão que, para cada revolução da peça, a ferramenta avança um passo.
Para conseguir isso, um codificador de fuso é configurado no torno CNC. Utilizando seu pulso síncrono como sinal de controle para os pontos de entrada e saída da ferramenta, é estabelecida uma relação correspondente entre o número de pulsos do servo motor de alimentação e a velocidade do fuso.
Entretanto, como não há conexão mecânica direta entre a rotação do fuso e o movimento de avanço em um torno CNC, não é fácil conseguir o corte da ponta da ferramenta ao longo da ranhura espiral original após a reinstalação da ferramenta ou da peça.
III. Medidas de prevenção existentes
Atualmente, a maioria das empresas utiliza uma única ferramenta de fixação para rosqueamento em tornos CNC. Os cortes grosseiros e finos são feitos com a mesma ferramenta e na mesma velocidade. Se a ferramenta quebrar no meio do processo, a haste da ferramenta não será removida e a lâmina será substituída diretamente para evitar o desalinhamento da rosca.
No entanto, se forem utilizadas ferramentas separadas para cortes grosseiros e finos ou se a peça de trabalho for fixada novamente, isto pode levar ao desalinhamento da rosca.
4. Solução para o problema
Se a ferramenta for danificada durante o rosqueamento ou se houver necessidade de substituí-la por uma ferramenta de rosqueamento de precisão, a nova ferramenta poderá ser instalada e simplesmente realinhada. Durante o realinhamento, é relativamente fácil ajustar na direção X.
A chave está no alinhamento na direção Z. Muitas pessoas movem a ponta da ferramenta até a face final da peça de trabalho sentindo, conforme mostrado na Figura 1.
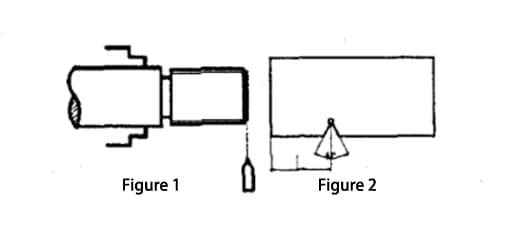
Este método pode levar a erros de alinhamento significativos, que podem ser aceitáveis para cortes brutos, mas não para cortes de precisão.
Aqui, apresento um método onde você pode utilizar um modelo de ângulo existente ou um modelo feito por você mesmo, conforme mostrado na Figura 2. A distância L na figura pode ser medida com precisão.
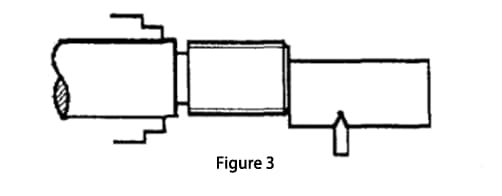
Durante o processo de configuração da ferramenta, conforme mostrado na Figura 3, o gabarito é colocado na face final da peça. A ferramenta é então movida para o canto interno do modelo. O valor L de correção da ferramenta do eixo Z é então inserido no sistema. Este método de configuração de ferramentas é altamente preciso e adequado para configuração de ferramentas de precisão.
Reparo de rosca em lote único ou pequeno
Se a parte roscada for descarregada após o torneamento e for constatado que a profundidade da rosca é insuficiente, será necessário reapertar para reparo. Esta situação é bastante problemática. A primeira questão a resolver é o problema de batimento após a remontagem da peça.
Uma manga aberta pode ser feita para eliminar o erro de desvio; a maioria das pessoas provavelmente conhece esse método, então não vou entrar em detalhes. A questão restante é garantir que a ferramenta siga a ranhura em espiral original durante o corte para evitar acidentes na rosca.
Este problema é facilmente resolvido em tornos comuns, mas é mais desafiador em tornos CNC. O método que muitas pessoas usam é mostrado na Figura 4.
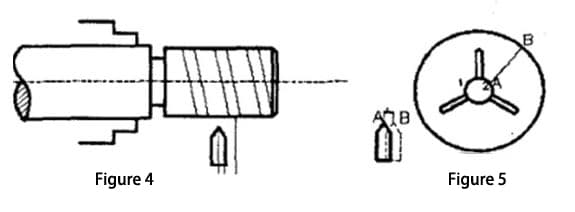
Depois de configurar a ferramenta, certifique-se de que ela não toque na peça e execute o programa de rosca não processada em velocidade lenta.
Meça a distância L da ponta da ferramenta até a ranhura em espiral e, em seguida, modifique a posição inicial do corte da rosca no programa de reparo. Desloque-o do ponto original A por uma distância L até o ponto B. Repita o processo acima e ajuste a distância L. Continue este processo até que a ponta da ferramenta corte na ranhura da rosca.
Este método requer ajustes constantes da distância L e é demorado. Na verdade, podemos modificar ligeiramente o programa original para resolver este problema. Basta alterar o comprimento da linha no programa para cerca de 2 mm.
Após a fixação da peça de trabalho e o ajuste da ferramenta, acesse o programa. Gire uma rosca muito rasa e encontre a posição inicial da rosca na face final, conforme mostrado na Figura 5.
Supondo que a posição inicial da rosca recém-tornada esteja no ponto 2 e a rosca original comece no ponto 1. Desenhe uma linha AB no ponto 2 do mandril e, em seguida, afrouxe as garras do mandril. Gire a peça do ponto 1 ao ponto 2 ao longo da linha de marca AB. Se a peça de trabalho se deslocar axialmente durante a rotação, a ferramenta de rosca deverá ser redefinida na direção z.
Fixe a peça de trabalho e altere o comprimento da rosca no programa de volta ao seu valor original. Execute o programa uma vez para realizar um corte de teste e verificar se há erros. Ajuste a posição inicial do corte da linha com base no erro.
A rosca cortada do ponto 2 é muito curta e pode ser removida através de chanfro. Este método de reparo é mais rápido e preciso que o anterior, sendo a etapa principal girar com precisão a peça do ponto 1 ao ponto 2.
Se um pequeno lote de peças roscadas precisar de reparo, podemos usar o programa original para fazer uma nova rosca, encontrar a posição inicial da rosca, desenhar uma linha no mandril como uma marca e usar o método acima para reparar.
Reparo de thread em lote grande
Se um grande lote de peças roscadas precisar de reparo, será necessário um método rápido, conveniente e preciso. Resumi um método na prática para discussão.







