
1. Achatamento
O método de achatamento (também conhecido como bainha) é ilustrado na Figura 2-20. Inicialmente, a borda da chapa metálica é dobrada em um formato de 30° usando uma matriz de dobra de 30°. Depois, a borda dobrada é achatada. O aplainamento pode ser realizado em uma prensa, máquina hidráulica ou prensa dobradeira.
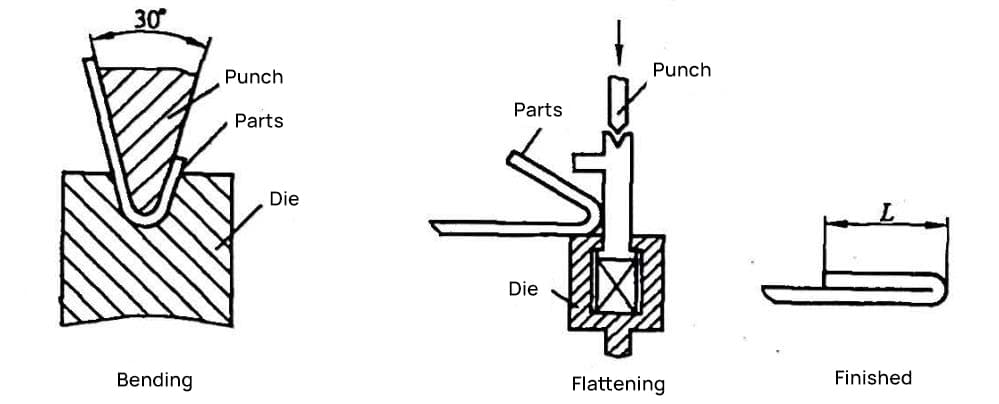
O tamanho mínimo da largura de achatamento Lmin para a dobradeira pode ser calculado usando a Equação (2-3) mais 0,5t (sendo t a espessura do material), conforme mostrado na Equação (2-7):
eumin = (Bvmin – x) / 2 + f + 1,5t (2-7)
Os materiais de chapa comuns adequados para alisamento incluem aço inoxidável, chapa galvanizada e chapa de alumínio e zinco. Peças que necessitem de galvanoplastia não devem ser utilizadas, pois as áreas achatadas podem causar aprisionamento de ácido, dificultando o tratamento.
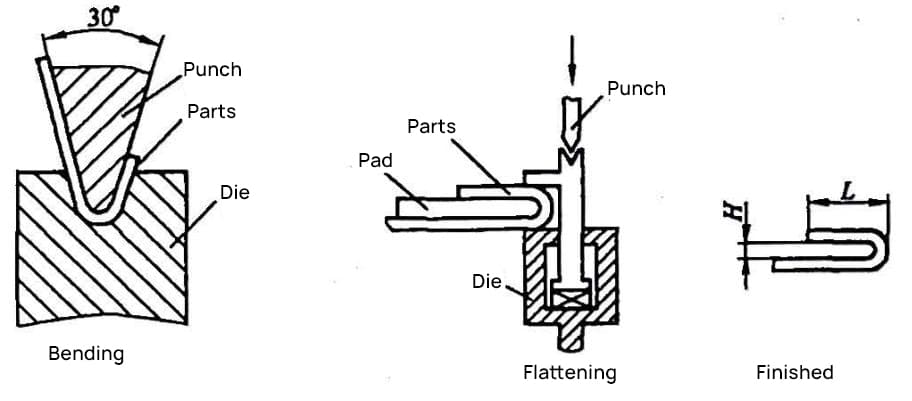
2. Dobra da peça em U de 180°
O processo de dobra de uma peça em U de 180° é mostrado na Figura 2-21. Dobre o material da folha a 30° primeiro com uma ferramenta de dobra de 30°, depois alise a borda dobrada e remova o espaçador após o achatamento.
A espessura H do espaçador deve ser escolhida entre tamanhos de chapa comuns (como 0,5 mm, 0,8 mm, 1,0 mm, 1,2 mm, 1,5 mm, 2,0 mm), e não é aconselhável escolher uma espessura de chapa muito grande. Quando a abertura da peça U de 180° for grande, um molde especial deve ser usado para dobrar.
O tamanho mínimo da borda de dobra Lmin da largura de dobra pode ser calculada com a Equação (2-3) mais H. A equação é a seguinte:
eumin = (Bvmin – x) / 2 + f + H (2-8)
3. Bainha dobrável tripla
A bainha dobrável tripla é mostrada na Figura 2-22. A dobra deve ser feita primeiro no lado menor mostrado na figura, depois a peça em forma de U é formada usando o método de dobra de peça em U de 180° mencionado anteriormente e, finalmente, a peça de bainha dobrável tripla é formada usando o método de achatamento.
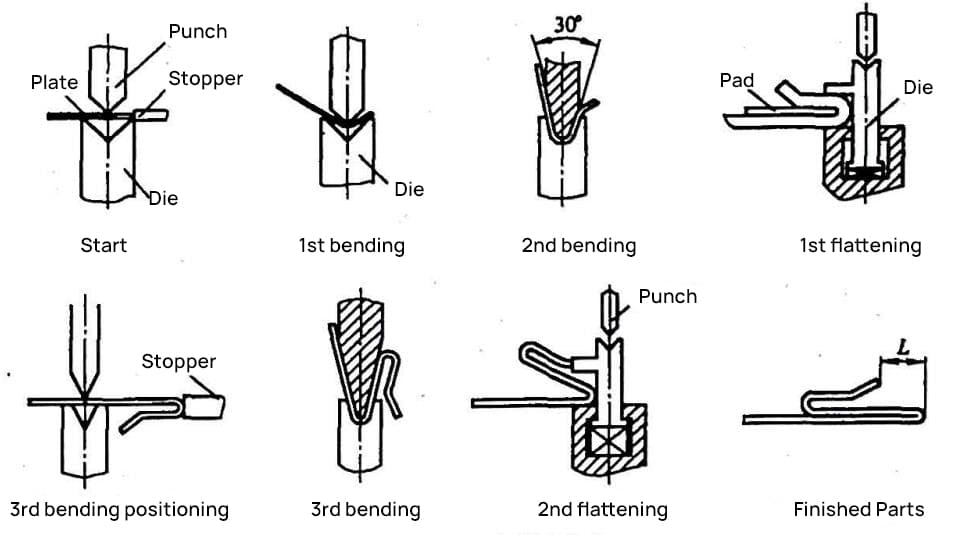
Ao projetar e preparar a tecnologia de processamento para as peças que requerem uma borda morta de dobramento triplo, deve-se prestar atenção às dimensões estruturais de todas as peças.
As dimensões estruturais devem atender às dimensões mínimas de flexão exigidas por cada etapa e à dimensão mínima de largura Lmin da borda final achatada e comprimida, evitando pós-processamento desnecessário ou fabricação de acessórios especiais.
O valor recomendado da dimensão mínima de largura Lmin da borda comprimida achatada é mostrada na Tabela 2-5.
Tabela 2-5 Dimensão mínima da largura da borda comprimida achatada final para bainha com dobra tripla (Unidade: mm)
| Espessura do material t | 0,5 | 0,6 | 0,8 | 1,0 | 1.2 | 1,5 | 2,0 | 2,5 |
| Dimensão Mínima da Borda Comprimida Lmin | 4,0 | 4,0 | 4,0 | 4,0 | 4,5 | 4,5 | 5,0 | 5,0 |
Observação:
- Os dados na tabela são experimentais e apenas para referência.
- Mesmo quando a estrutura permite, não é aconselhável utilizar o tamanho mínimo da borda comprimida.







