A principal diferença entre a soldagem a laser de fibra e a laser de CO2 reside na taxa de absorção da energia do laser.
(1) O laser de fibra tem comprimento de onda mais curto, resultando em menor produção de plasma e maior densidade de energia mais concentrada. No entanto, isso também significa uma maior taxa de utilização da energia do laser e uma maior pressão de recuo do vapor metálico, tornando difícil encontrar um equilíbrio entre penetração e não penetração.
(2) Por outro lado, a soldagem a laser CO2 possui maior poder de perda por condução de calor, levando a um maior ângulo de inclinação da parede frontal do pequeno furo e a uma maior quantidade de produção de plasma. Isso ajuda a equilibrar e ajustar a distribuição e absorção da energia do laser, tornando mais ampla a janela do processo entre a penetração e a não penetração.
As referências são as seguintes:
- Laser de fibra: comprimento de onda 1,06 μm, diâmetro do ponto 0,6 mm
- Laser de CO2: comprimento de onda 1,06 μm, diâmetro do ponto 0,86 mm
A formação de soldas difere muito entre a soldagem a laser de fibra e a laser de CO2. A pesquisa sugere que essas diferenças decorrem das características de acoplamento entre os comprimentos de onda do laser e os materiais que estão sendo soldados.
Na soldagem a laser, a resistência do acoplamento entre o laser e o material pode ser avaliada através da eficiência de fusão.
Uma comparação da eficiência de fusão da soldagem a laser de fibra e a laser de CO2 é fornecida abaixo.
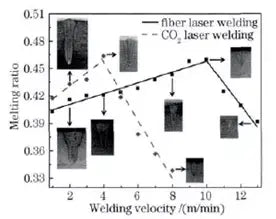
Para calcular a eficiência de fusão, é utilizada a área da seção transversal da solda. Os resultados do cálculo estão representados na figura anexa.
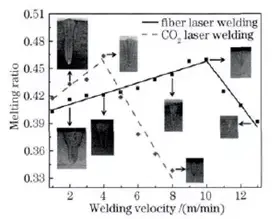
A eficiência de fusão da soldagem a laser de fibra e a laser de CO2 experimenta um aumento inicial antes de diminuir à medida que a velocidade de soldagem aumenta. O pico de eficiência de fusão para soldagem a laser de fibra ocorre a uma velocidade de aproximadamente 10m/min, enquanto para soldagem a laser de CO2 ocorre a uma velocidade de cerca de 4m/min.
A relação entre a eficiência de fusão e a velocidade de soldagem está relacionada ao comportamento do acoplamento de energia durante a soldagem a laser.
De acordo com o princípio da conservação de energia, a absortividade total (AK) do furo de penetração profundo quando exposto ao laser incidente pode ser expressa da seguinte forma:
AK=(PF+PES+Po+Peu)/P
Na equação, PVE representa a potência necessária para a evaporação parcial do metal durante a soldagem, Pó representa a energia consumida pelo superaquecimento do metal da poça fundida, e Peu representa a potência perdida por condução de calor.
Segundo pesquisas, a massa de evaporação da soldagem a laser (MeV) é muito pequena e pode, portanto, ser ignorada na equação.
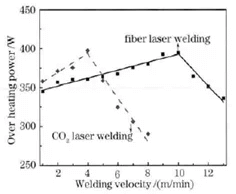
O padrão de variação do poder de superaquecimento da poça fundida (Pó) com velocidade de soldagem é semelhante à eficiência de fusão, mas a proporção da potência de superaquecimento em relação à potência total de saída do laser é relativamente pequena.
Uma parte da potência de condução de calor (Peu) que passa pela frente de fusão é utilizado para fusão de placas, enquanto o restante é perdido para o metal base por condução de calor.
A potência perdida através da condução de calor através da frente de fusão pode ser expressa da seguinte forma:

Na equação, 2r0 representa a largura da solda e S representa a área da seção transversal da solda.
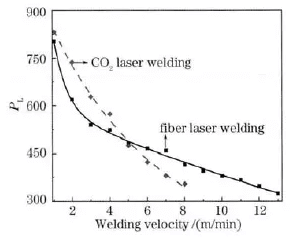
A relação entre Peu e a velocidade de soldagem pode ser determinada substituindo o produto da seção transversal e a largura de fusão da solda, conforme medido em experimentos, na fórmula acima. Isto é mostrado na figura anexa.
Conforme observado na figura, a potência perdida por condução de calor diminui com o aumento da velocidade de soldagem. Esta diminuição é mais pronunciada em baixas velocidades de soldagem e torna-se menos significativa em velocidades de soldagem mais altas.
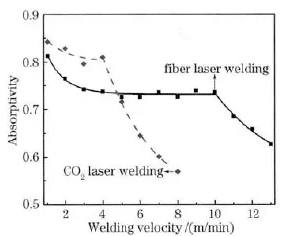
A relação entre a absortividade total (AK) do furo de penetração profunda e a velocidade de soldagem para laser de fibra e CO2 a soldagem a laser é mostrada na figura anexa.
Conforme mostrado na figura, a variação da absortividade total com a velocidade de soldagem para os dois processos de soldagem a laser é semelhante, começando com uma diminuição lenta antes de diminuir rapidamente.
No entanto, a velocidade crítica na qual ocorre esta transição de diminuição lenta para rápida é diferente para cada processo de soldagem a laser; ocorre a 10m/min para soldagem a laser de fibra e 4m/min para CO2 soldagem a laser.
As diferenças na absortividade total entre os dois processos de soldagem a laser estão relacionadas à extensão em que todo o feixe de laser entra no furo de penetração profunda. Quando a velocidade de soldagem é baixa, o feixe de laser consegue entrar completamente no furo de penetração profundo, resultando em um efeito menos pronunciado na taxa de absorção total.
Porém, em velocidades de soldagem mais altas, a parte frontal do feixe pode não ser mais capaz de vaporizar o ponto frontal do pequeno orifício, impedindo-o de entrar no furo e causando uma rápida diminuição na taxa de absorção total do laser incidente.
Conclusão
A absortividade total e o poder de perda por condução de calor são os principais fatores que afetam a eficiência de fusão. Com base na eficiência de fusão, pode-se concluir que a soldagem a laser de fibra é mais adequada para soldagem de média a alta velocidade quando o processo de soldagem é semelhante, enquanto o CO2 a soldagem a laser é mais adequada para soldagem de baixa velocidade.







