
I. Visão geral das ferramentas do freio de prensa
As ferramentas para dobradeiras, amplamente utilizadas na indústria de fabricação de chapas metálicas, são uma ferramenta comum para o processamento de chapas metálicas.
As ferramentas dobradeiras podem ser divididas principalmente em duas categorias: a ferramenta superior (punção) e seus acessórios, e a ferramenta inferior (matriz) e seus acessórios.
Os componentes da ferramenta superior incluem o grampo superior, o punção, o cabo e o cabeçote da ferramenta. Os componentes inferiores da ferramenta consistem na matriz, suporte da matriz, sede e grampos. Esses componentes podem ser combinados de forma intercambiável e são feitos de materiais de ferramentas.
Em operação, a ferramenta superior (punção) pressiona a superfície da chapa, enquanto a ferramenta inferior (matriz) a restringe, deformando a chapa no formato desejado. Durante esse processo, a chapa dobra e deforma, com o material interno do raio dobrado sendo comprimido e o material externo esticado.
Inevitavelmente, o material da ferramenta e a chapa sofrerão atrito e compressão um contra o outro, levando ao desgaste irreversível da ferramenta.
A superfície de contato entre o material da ferramenta da dobradeira e a peça de trabalho geralmente é uma superfície nova; a pressão de contato é extremamente alta, às vezes excedendo o limite de escoamento do material processado.
A temperatura da superfície de contato pode variar de 200°C a 500°C e pode atingir um pico de 800-1000°C. O desgaste do material da ferramenta normalmente resulta de uma combinação de desgaste mecânico, deformação térmica e efeitos químicos.
Por isso, ao escolher o material da ferramenta para prensa dobradeira, certas propriedades devem ser consideradas: dureza, resistência ao calor e resistência ao desgaste.
Normalmente, é usado aço carbono T8-T12, sendo o T10 o mais popular devido à sua tenacidade e resistência ao desgaste equilibradas.
Após o tratamento térmico, sua dureza pode ultrapassar 60HRC. Sua produção é econômica, mas possui baixa têmpera e resistência ao calor (até 250°C). Este aço é freqüentemente usado para ferramentas de prensa dobradeira padrão. Para material de ferramenta superior, o aço estrutural de liga de alta resistência 42CrMo é escolhido.
42CrMo é um aço de ultra-alta resistência com excelente resistência e tenacidade. Após o revenido, apresenta alto limite de fadiga e resistência a múltiplos impactos e pode operar abaixo de 500°C. Após o tratamento térmico, sua dureza ideal fica em torno de 45-48HRC.
Atualmente, a maioria das ferramentas dobradeiras CNC são feitas de material 42CrMo. Uma opção ainda melhor é o aço para ferramentas para trabalho a frio Cr12MoV. Enriquecido com uma boa quantidade de cromo, molibdênio e vanádio, oferece melhor têmpera e dureza.
Após a têmpera, suas propriedades mecânicas gerais superam outros tipos de aço, tornando-o adequado para moldes de puncionamento a frio complexos, de seção grande e frequentemente usados. As ferramentas feitas com ele têm alta precisão e longevidade, embora os custos do material sejam substancialmente mais elevados.
II. Classificação de ferramentas para prensa dobradeira
As ferramentas para dobradeiras são ferramentas auxiliares usadas pelas máquinas dobradeiras para moldar folhas e processar materiais de placas. Essas ferramentas consistem em vários componentes, com diferentes matrizes compostas por diferentes peças e formatos.
Eles alteram principalmente o estado físico do material que está sendo moldado, principalmente chapas metálicas, por meio da pressão aplicada pela prensa dobradeira. Este processo de alteração ajuda a atingir a forma desejada para o material.
As ferramentas da prensa dobradeira podem ser estruturalmente categorizadas em dois tipos principais: matrizes superiores e matrizes inferiores.
Na maioria dos casos, a matriz superior é a ativa (em movimento), enquanto a matriz inferior permanece estacionária. No entanto, em algumas máquinas dobradeiras com diferentes modos operacionais, isso pode ser revertido, mas o conceito geral permanece o mesmo.
Do ponto de vista da usabilidade, as matrizes da prensa dobradeira podem ser classificadas em matrizes padrão e matrizes especiais.
As matrizes superiores padrão geralmente têm ângulos de ponta de cerca de 30 graus (ângulo real de 26 a 28 graus), 60 graus e variam entre 78 a 88 graus.
Por outro lado, os ângulos de ranhura para matrizes inferiores são aproximadamente 30 graus, 45 graus, 60 graus e variam de 80 a 90 graus.
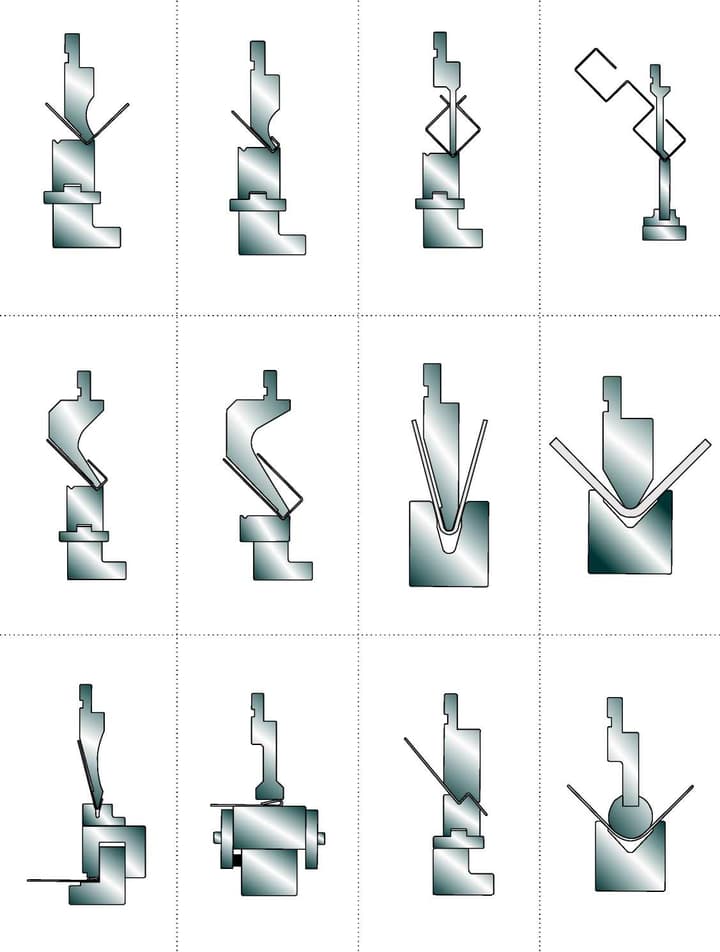
Se categorizarmos as matrizes superiores com base no formato, elas podem ser divididas em matrizes de lâmina afiada, matrizes de arco, matrizes de lâmina dobrável e matrizes de conformação.
Normalmente, matrizes de lâminas afiadas são comumente encontradas com ângulos de 30 ou 60 graus, com ângulos especiais ocasionais como 45 ou 55 graus.
As matrizes de arco são projetadas principalmente com base no diâmetro e comprimento do arco. As matrizes de lâmina de dobra são usadas principalmente para peças em formato de “U” ou para folga em dobras múltiplas. As mais complexas são as matrizes de conformação. Estes podem ser monolíticos ou modulares.
Geralmente, as matrizes modulares são projetadas, fabricadas e utilizadas como um conjunto, tanto superior quanto inferior. O custo de fabricação de matrizes de conformação monolíticas é consideravelmente mais alto, especialmente para tamanhos maiores, e a precisão é mais difícil de manter. As matrizes modulares apresentam vantagens significativas para projetos grandes e complexos.
Em termos de funcionalidade, as matrizes da prensa dobradeira podem ser categorizadas em matrizes de função única e matrizes multifuncionais.
As matrizes multifuncionais são projetadas para um tipo específico de peça, enquanto as matrizes multifuncionais podem processar vários tipos. Algumas matrizes multifuncionais podem ser desmontadas e remontadas, muitas vezes chamadas de matrizes compostas, como matrizes escalonadas e matrizes de formação.
Para matrizes inferiores, com base no número de ranhuras, elas podem ser categorizadas em matrizes em V simples, matrizes em V duplas e matrizes em V múltiplas. As matrizes em V simples e duplas, como os nomes sugerem, têm uma ou duas ranhuras respectivamente, comumente encontradas em máquinas dobradeiras CNC.
Oferecem maior precisão devido à sua referência fixa, também conhecida como matrizes concêntricas, e podem ser intercambiáveis. As matrizes Multi V geralmente têm várias ranhuras de vários tamanhos em todos os quatro lados, atendendo à dobra de diferentes espessuras de chapas.
Com os contínuos avanços sociais e as crescentes demandas de produtos, os requisitos para produtos dobrados e seus materiais também estão aumentando. As ferramentas para dobradeiras continuam a evoluir com a introdução de matrizes inferiores incorporadas, matrizes inferiores sem marcas e matrizes inferiores de abertura ajustável, todas amplamente utilizadas em vários setores.
- As matrizes inferiores incorporadas melhoram principalmente a taxa de utilização dos materiais da matriz ou são usadas para dobrar materiais especiais.
- Variedades de matrizes inferiores sem marcas incluem matrizes do tipo bola, tipo flip e matrizes sem marcas de poliuretano. Seu principal objetivo é evitar arranhões superficiais, abrasões e marcas de indentação nos materiais.
- As matrizes inferiores com abertura ajustável vêm em tipo de inserção, tipo de inserção dupla, tipo cunha e tipo rack. Além de melhorar a taxa de utilização dos materiais da matriz, eles também melhoram muito a eficiência do trabalho e reduzem o tempo e o trabalho envolvido na troca das matrizes.
III. Como selecionar as ferramentas apropriadas para dobradeiras CNC?
Uma prensa dobradeira CNC é um dispositivo mecânico projetado para o processamento de materiais metálicos. Ao dobrar metais, pode obter formas e ângulos complexos. Para obter diferentes formas de dobra, a matriz ou ferramenta correta deve ser escolhida.
Aqui, discutiremos a seleção com base nos requisitos de materiais, estrutura e formato da ferramenta.
Em primeiro lugar, o material do ferramental desempenha um papel crucial na seleção. Os materiais de ferramentas comuns incluem aço rápido, liga de aço para ferramentas e carboneto de tungstênio. Cada material tem suas características e aplicações únicas.
Por exemplo, ferramentas de aço rápido apresentam alta dureza e resistência ao desgaste, ideais para processar pequenos lotes de metal. O aço para ferramentas de liga é adequado para lotes médios devido à sua louvável dureza e resistência ao desgaste. Em contraste, o carboneto de tungstênio, com sua extrema dureza e resistência ao desgaste, é perfeito para operações em larga escala.
Portanto, deve-se escolher o material da ferramenta com base nas demandas de produção e no tamanho do lote.
Em segundo lugar, a estrutura das ferramentas é outro factor vital a considerar. Estruturas comuns de ferramentas de prensa dobradeira CNC incluem matrizes em V único, matrizes multi-V e matrizes em U. As matrizes em V único, com sua área de contato menor, são usadas para ângulos e raios de curvatura menores, adequadas para metais mais finos.
As matrizes Multi-V atendem a ângulos e raios mais amplos com uma área de contato mais extensa, tornando-as adequadas para materiais mais espessos. As matrizes em U, projetadas para formas mais complexas com raios de curvatura maiores e uma área de contato considerável, são melhores para materiais muito espessos.
Portanto, ao escolher a estrutura da ferramenta, considere os requisitos de processamento e a espessura do metal.
Além disso, o requisito de formato do ferramental é essencial. Diferentes formatos de ferramentas correspondem a diversas formas de dobra. As formas comuns incluem matrizes em ângulo reto e matrizes radiais. As matrizes de ângulo reto são precisas no processamento de dobras em ângulo reto, enquanto as matrizes de raio facilitam várias formas curvas. Portanto, o formato da ferramenta deve ser selecionado com base nos requisitos de processamento e nos formatos do metal.
Além disso, considere a precisão e a resistência ao desgaste do ferramental. Precisão refere-se à precisão dimensional e forma durante o processamento. Maior precisão leva a melhor qualidade e exatidão.
A resistência ao desgaste significa a durabilidade da ferramenta e sua capacidade de suportar o desgaste durante o uso prolongado. A resistência superior ao desgaste pode prolongar a vida útil da ferramenta e reduzir os custos de produção. Na seleção da ferramenta, pondere as necessidades de precisão e resistência ao desgaste.
Concluindo, a seleção de ferramentas apropriadas requer a consideração dos requisitos de material, estrutura e formato.
É preciso alinhar as necessidades de produção e os tamanhos dos lotes ao escolher os materiais, e alinhar a estrutura e o formato da ferramenta com os requisitos de processamento e a espessura do metal. Além disso, a precisão e a resistência ao desgaste são vitais. Ao considerar esses fatores de forma holística, é possível selecionar as ferramentas certas para obter qualidade e eficiência de processamento superiores.
4. Quais são os problemas comuns com ferramentas de prensa dobradeira CNC?
1. Danos às ferramentas da prensa dobradeira
Danos às ferramentas da prensa dobradeira CNC referem-se a rachaduras, quebras e deformações. Para resolver esse problema, é essencial considerar o projeto, o processo de fabricação e o uso das ferramentas.
Em primeiro lugar, é importante verificar se o material utilizado na fabricação do ferramental é adequado e se o processo de tratamento térmico correspondente é razoável.
Normalmente, o processo de tratamento térmico do material da ferramenta influencia muito a sua durabilidade.
Se a temperatura de endurecimento da ferramenta for muito alta, ou o método e a duração do endurecimento forem inadequados, juntamente com a frequência de revenimento, temperatura e seleção inadequada da folga do cotovelo, a ferramenta poderá ser danificada após entrar na produção de dobra.
Se o tamanho ou a profundidade do orifício de folga for insuficiente, poderá causar bloqueio, resultando em danos. Uma força de mola subprojetada ou conjuntos de altura desiguais podem causar quebra de mola, inclinação, golpes sobrepostos e danos às peças.
A fixação inadequada do punção ou a resistência inadequada do parafuso podem fazer com que o punção caia ou quebre.
Durante o uso das ferramentas da prensa dobradeira, podem ocorrer erros no posicionamento da peça, orientação ou fixação inadequada dos parafusos. Se a altura de trabalho for ajustada muito baixa, ou se houver lubrificação insuficiente nas colunas guia, ou se houver mau funcionamento no equipamento de alimentação e anomalias na prensa, isso pode causar danos à ferramenta.
A continuação da produção sem resolver problemas como entrada de objetos estranhos nas ferramentas, peças sobrepostas ou obstrução de resíduos pode facilmente danificar a placa de folga, o punção, o modelo inferior e as colunas guia da ferramenta.
2. Bloqueio de ferramenta
Durante o processo de dobra, se a ferramenta da prensa dobradeira não fechar com flexibilidade ou até mesmo emperrar, a produção deverá ser interrompida imediatamente para identificar a causa e corrigir o problema. Caso contrário, o problema poderá agravar-se, causando danos à ferramenta.
As principais razões para o bloqueio da ferramenta incluem má orientação da ferramenta, inclinação ou presença de objetos estranhos que impedem o alinhamento plano dos modelos; resistência inadequada da ferramenta ou aplicação de força irregular causando deformação da ferramenta.
Por exemplo, se a dureza ou espessura do assento da ferramenta ou do modelo for muito baixa, ele poderá deformar-se facilmente com o impacto; desalinhamento durante a instalação da ferramenta, excesso de tolerâncias no posicionamento superior e inferior da ferramenta ou baixa precisão na prensa podem causar interferência.
Força insuficiente do punção ou proximidade entre punções grandes e pequenos pode causar forças laterais desequilibradas na ferramenta. Nestes casos, é aconselhável aumentar a resistência do punção e melhorar a proteção de orientação da placa de descarga.
3. Danos e reparos em ferramentas
O custo do ferramental para produção de dobra é alto, normalmente representando 1/5 a 1/4 do custo total das peças fabricadas. Isso não se deve apenas à alta complexidade de fabricação e ao custo do ferramental, mas também aos altos custos de reparo e manutenção de afiação da lâmina após sua colocação em produção.
O preço de fabricação original do ferramental representa apenas cerca de 40% dos custos totais do ferramental. Portanto, reparos oportunos de ferramentas e manutenção preventiva podem reduzir significativamente as despesas com ferramentas para produção de dobras.







