
Os requisitos para estruturas, produtos e juntas de soldagem são diversos, incluindo desempenho de juntas e requisitos organizacionais. Além disso, não deve haver defeitos na aparência, forma, precisão dimensional, formação da solda, superfície e interior.
Para identificar e resolver problemas rapidamente, normalmente é realizada primeiro a análise macro, seguida pela análise microscópica, se necessário. O foco principal da análise macro é a análise de defeitos em juntas soldadas.
O método de análise de estrutura metalográfica de baixa ampliação é utilizado para determinar a causa de defeitos internos na junta soldada por meio de inspeção, juntamente com análise de microestrutura de alta ampliação. Isto ajuda a identificar formas de evitar e eliminar defeitos, melhorando assim a qualidade da junta soldada.
Através de amostragem, retificação, gravação e fotografia de baixa ampliação, macrodefeitos em juntas soldadas podem ser inspecionados de forma clara e intuitiva. Isto, combinado com os padrões de soldagem correspondentes, é usado para avaliar se o processo de soldagem, os trabalhadores e a estrutura atendem aos requisitos de uso relevantes.
Com base nas causas de formação e nas formas dos defeitos, os macrodefeitos nas soldas podem ser divididos principalmente nas seguintes categorias:
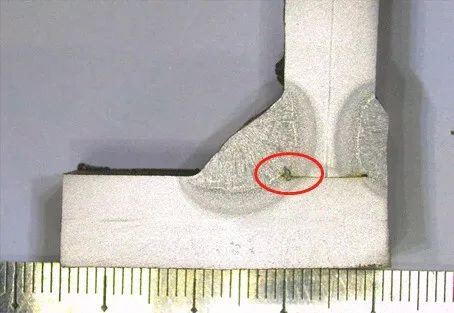
1. Estômago
Durante o processo de cristalização na soldagem, os gases podem ficar presos na poça de soldagem e formar estomas antes que possam escapar.
Os estomas são um tipo comum de defeito que pode ocorrer em juntas soldadas, tanto na superfície da solda quanto em seu interior.
Esses defeitos podem ser difíceis de detectar usando métodos convencionais de produção de soldagem, o que pode resultar em danos graves.
Os poros internos que se desenvolvem dentro da solda são chamados de poros internos, enquanto os poros superficiais são aqueles que são visíveis no exterior da solda.

2. Inclusão de escória
A inclusão de escória refere-se à presença de escória ou outros materiais não metálicos na solda, o que é um defeito comum de soldagem.
Nas técnicas de soldagem que utilizam arame cheio de fluxo, como a soldagem por arco submerso, a escória pode se formar como resultado da má deposição do arame. Em CO2 soldagem sem fluxo, a escória pode resultar de produtos desoxidados que permanecem dentro do metal de soldagem multicamadas.

3. Penetração e fusão incompletas
A penetração incompleta refere-se à porção da raiz da junta que permanece sem preenchimento durante o processo de soldagem.
A fusão incompleta é um defeito de soldagem comum, que ocorre quando há uma lacuna local entre o metal de soldagem fundido e o metal base ou entre o metal de soldagem fundido e cordões ou camadas de solda adjacentes.
A área entre o metal base e o metal de soldagem que não está totalmente fundida durante a soldagem a ponto é chamada de fusão incompleta.


4. Rachaduras
As trincas de soldagem podem ser categorizadas em vários tipos com base em sua aparência e causas, incluindo trincas a quente (como trincas de cristalização, trincas de liquefação em alta temperatura e trincas de multilateralização), trincas a frio (como trincas retardadas, trincas de fragilização por endurecimento e baixa plasticidade). rachaduras), rachaduras de reaquecimento e rasgos lamelares.
5. Corte inferior
O corte inferior, também conhecido como defeito de corte inferior, ocorre quando o metal depositado durante a soldagem não cobre totalmente a porção derretida do metal base, resultando em uma ranhura abaixo da superfície do metal base na ponta da solda.
Esta lacuna é causada pelo arco de soldagem derretendo a borda da soldagem sem ser preenchido pelo metal fundido da haste de soldagem.
Se o corte inferior for muito profundo, poderá enfraquecer a resistência da junta e potencialmente causar danos estruturais no local do corte inferior.

6. Outros defeitos
Além dos defeitos mencionados anteriormente, outros defeitos comuns de soldagem incluem porosidade, lapidação fria, queimadura, cordão de solda, cavidade de contração, poço, colapso, tamanho irregular da perna de solda, concavidade ou convexidade excessiva e ângulo de ponta da solda desigual.







